
在建筑門窗行業亂象叢生的市場格局中,隔熱斷橋鋁門窗以其優異的節能效果深受市場追捧,而隔熱斷橋鋁門窗窗在形式上分為兩種:一種是注膠式,一種是穿條式,今天小編將帶領大家了解其中一種:“穿條式隔熱鋁型材”。
隔熱材料
穿條式隔熱鋁型材就是用隔熱條以機械復合方式將內外2個鋁型材連接成一個統一的整體。由于穿條式隔熱鋁型材制作的門窗,幕墻產品能顯著提高保溫效果,可以減少大量的建筑保溫用的能源消耗,有效降低碳排放。
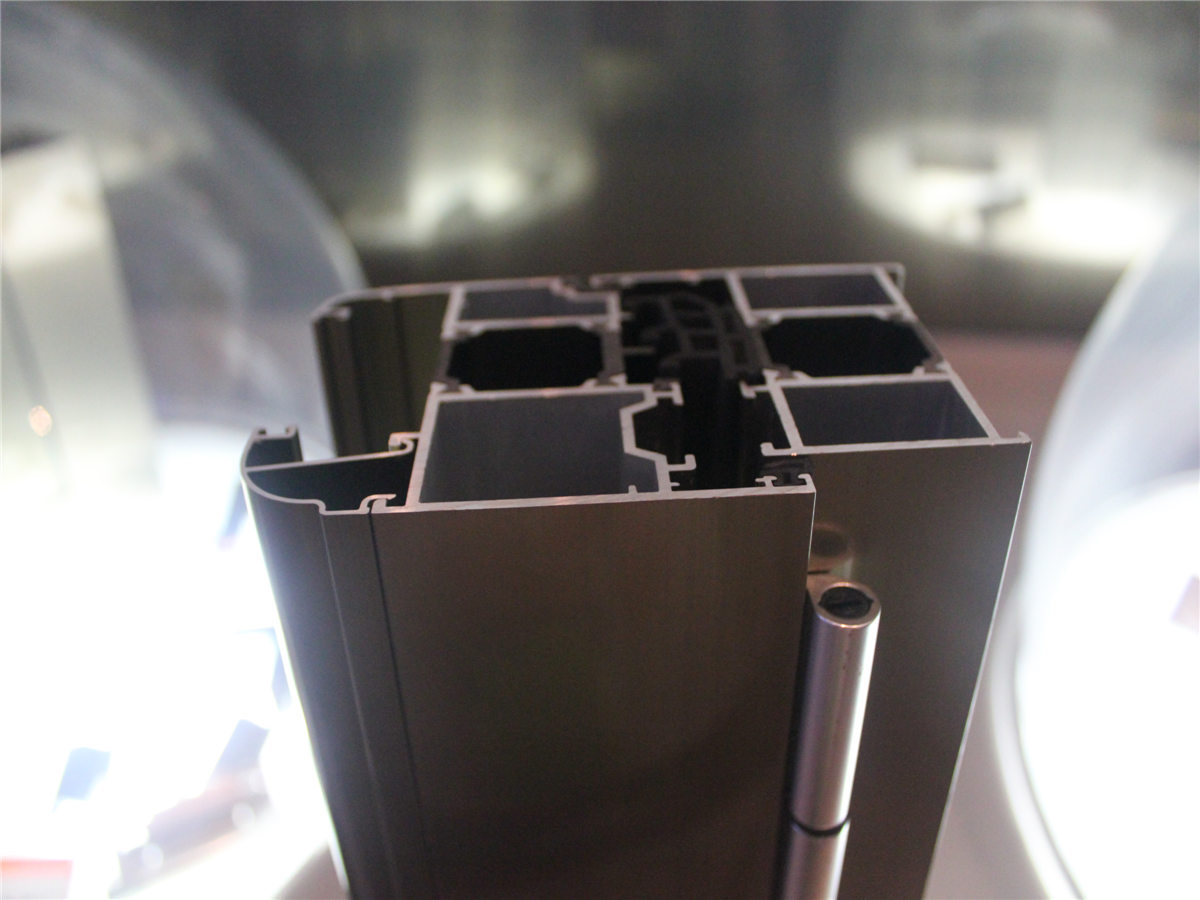
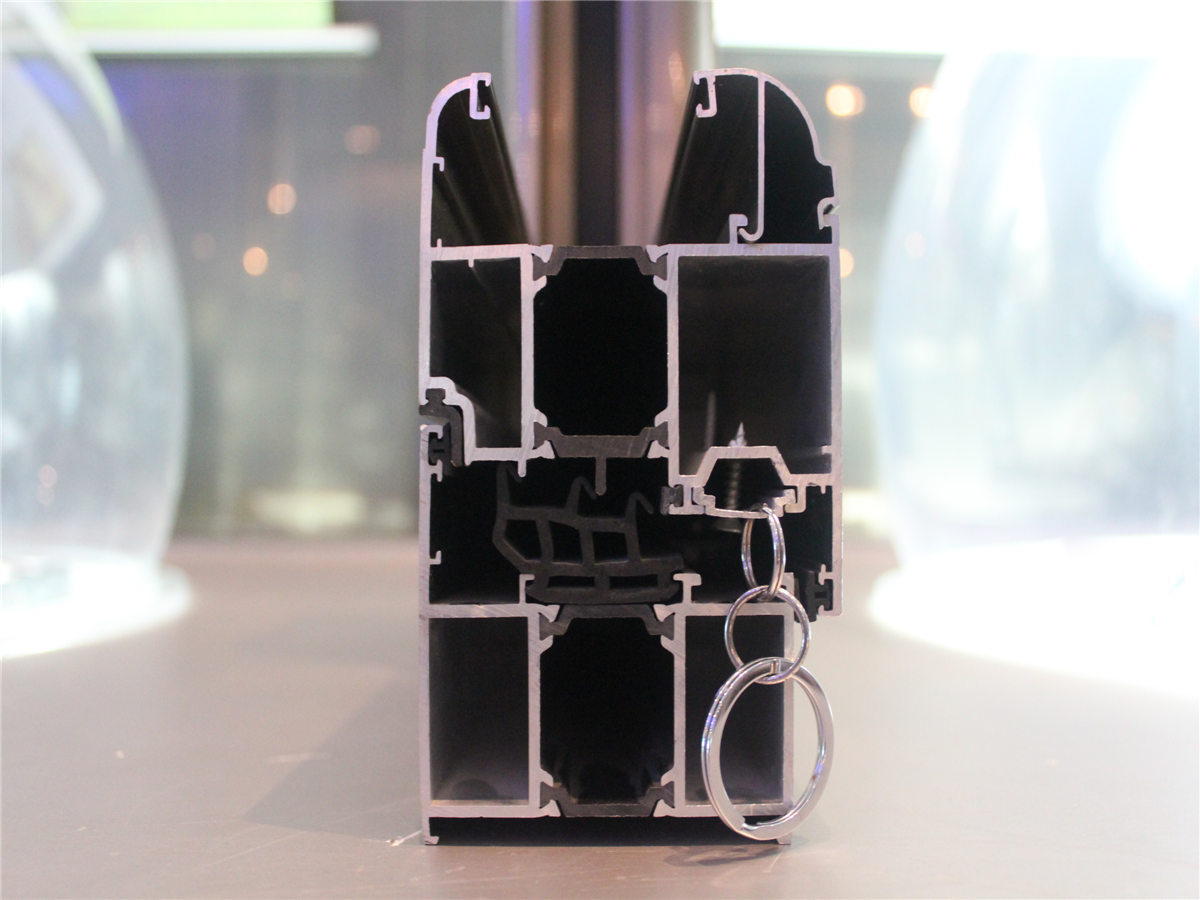
說起穿條式隔熱鋁型材,就不得不說一下隔熱條。主流的隔熱條主要成分為聚酰胺尼龍(PA66)+25%玻璃纖維,俗稱PA66GF25隔熱條,這種隔熱條與鋁的膨脹系數最接近,耐老化性能好,穩定的,在門窗幕墻行業積累了良好的口碑。
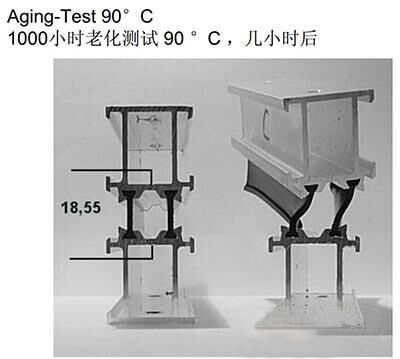
而最近有不法廠家采用國家有關部門已明確規定不允許使用的、只可用作非結構性材料的通用PVC塑料來代替工程塑料PA66制造隔熱條,有的嚴重影響環保的礦物纖維和石粉。以次充好,嚴重影響市場的同時,也將會帶來巨大的安全隱患。
下圖是兩種隔熱條的實驗對比,由此說明采用PA66GF25隔熱條是產品質量的保證。
槽口設計
不論是系統公司的系統設計,還是其他鋁型材廠的窗型設計,其設計人員大都把注意力放在鋁型材的型腔設計、隔熱條形狀的選擇等方面,而忽略了穿條式隔熱鋁型材強度保證的關鍵因素---槽口的設計
穿條式隔熱鋁型材行業推薦的鋁型材標準槽口尺寸如圖1所示。而對于標準的隔熱條(空腔型和一些異型隔熱條除外),其頭部尺寸基本上都是如圖2所示,這已經是隔熱條行業的標準化產物。
首先是隔熱鋁型材槽口的開口尺寸,行業推薦的尺寸是mm,這是因為隔熱鋁型材是要經過滾齒、穿條、滾壓等三道工序后復合而成,鋁型材槽口上的齒紋是由滾齒盤在鋁型材的槽口處擠壓而成的,由于滾壓盤對槽口的擠壓,其齒峰必然向外突起約0.1mm左右,使得槽口的開口處的凈尺寸在2.7mm以內,這時穿條才是比較順暢的。

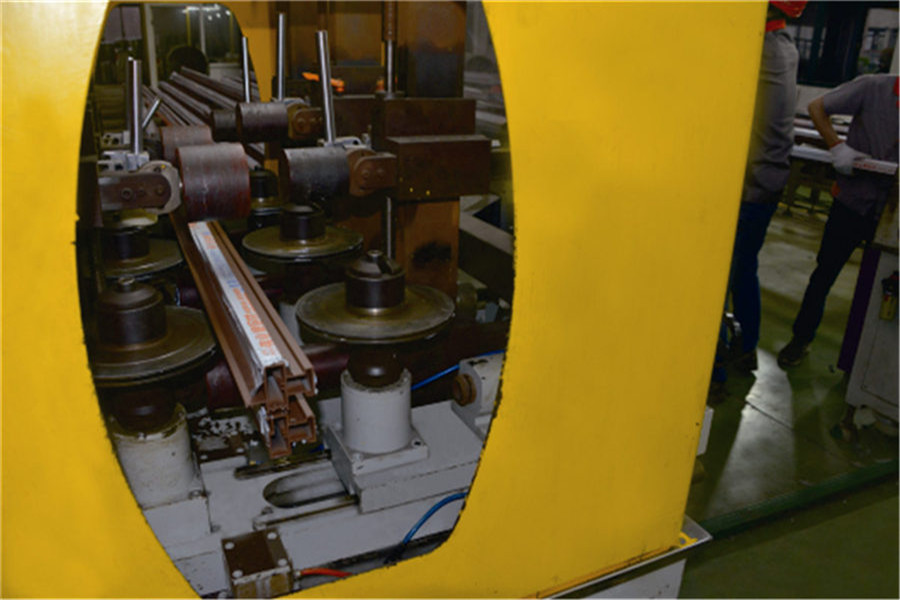
生產工藝
簡單來說,穿條式隔熱鋁型材就是將兩支預先擠出的鋁材和隔熱條廠家提供的隔熱條,通過復合加工將三者組合成一體的復合型材。因此,除了材料本身的質量外,組合加工的工藝水平是決定隔熱型材質量的重要因素。
穿條式隔熱鋁型材一般分開齒、穿條、滾壓三道工序。
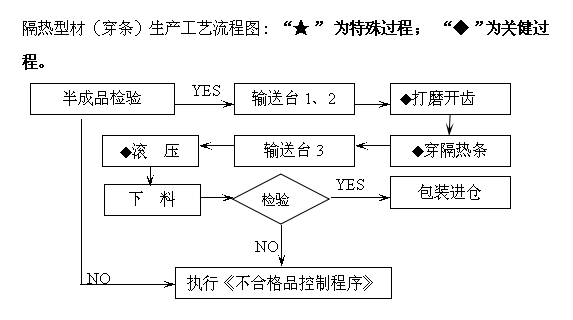
(1)第一道工序主要是檢驗型材表面質量及尺寸規格。主要是對半成品的外觀質量進行檢驗,檢查有無掛傷、彎曲和扭曲等現象,以防混入不合格的半成品,從而影響加工質量。
(2)第二道工序是開齒:開齒是通過安裝在開齒機上的硬質滾齒輪在鋁型材用于穿條的槽口頸部滾出齒來,是特別關鍵的一道工序。滾齒輪通過傳輸機構由電機驅動而產生轉動,滾齒輪外緣的60度形狀的齒壓在鋁材槽口中央并施加一定壓力,帶動鋁材向前移動,同時在壓過的槽口外沿滾出齒來。滾齒輪通過導軌能上下左右調節,以適應不同高度和寬度的型材。在這一過程中,要控制好開齒的深度,一般為0.1—0.5mm為最佳。
(3)第三道工序是穿條:就是將隔熱膠條穿入型材槽口內,把兩邊結合成一個整體,而膠條,主要是起到隔熱、隔音和連接的作用。
(4)第四道工序是滾壓:該工序又分為導向及預夾緊、主要夾緊、校直(水平方向、垂直方向)三個工步,將連接組合好的型材,通過壓合機的壓合,使得膠條和型材更好地結合在一起,并達到所要求的剪切力。在壓合過程中,壓合力是可以進行調整的,但是最小不能小于250kg,否則達不到壓合效果。是確保成品型材的緊密度和垂直度的關鍵。

偉業從建廠之初便重視質量管理,建立完善的企標高于國際的管理管理體系,從原料采購,生產加工的每個環節,成品入庫,都有嚴格的質量監控體系層層的把控。
偉業用國家認可實驗室作為依托,對采購回來的每批隔熱條都經過檢測中心對其進行高溫、低溫、常溫拉伸檢測,穿條后進行高溫剪切檢測等性能測試,保證每一批隔熱料都以優異的性能和品質面向市場。

上圖為鋁型材穿好PA66GF25隔熱條后進行高溫剪切檢測等性能測試結果,10公分穿條隔熱料的剪切承重力為≥529KG,也就是說每厘米可承重≥52.9KG,遠遠高于國家標準的24KG。
穿條式隔熱鋁型材因其美觀大方、易加工、高強度等特性已廣泛使用在隔熱門窗幕墻中。
作為鋁建筑系統解決方案供應商,偉業無論是從鋁型材的型腔設計、隔熱條形狀的選擇、穿條式隔熱鋁型材強度保證的關鍵因素---槽口的設計、組合工藝加工階段都嚴格按照系統配套化設計生產體系進行操作和控制,致力于為不同氣候的環境建筑,提供定制化鋁合金建筑系統解決方案,為地產開發商、建筑商、加工商、建筑材料經銷商提供系統的型材和先進的技術支持,帶給用戶匠心極致的家居生活體驗。



