
摘 要:本文主要講述的是從調(diào)漆工藝、漆膜厚度、烘烤溫度、烘烤時(shí)間、固化升溫曲線等方面探討鋁型材涂裝生產(chǎn)中產(chǎn)生“龜裂”的原因。
1.前言
漆膜表面出現(xiàn)深淺大小各不相同的裂紋,如漆膜呈現(xiàn)龜背花紋樣的細(xì)小裂紋,則稱為“龜裂”,更嚴(yán)重者,漆膜從裂紋處能見(jiàn)到下層表面,則稱為“開(kāi)裂”。
鋁型材氟碳漆涂裝生產(chǎn)中,“龜裂”在立式線冬季生產(chǎn)薄料時(shí)較常見(jiàn),通常出現(xiàn)在型材的上半部分,“龜裂”長(zhǎng)度約為1米。雖然“龜裂”現(xiàn)象不經(jīng)常發(fā)生,但由于氟碳涂料價(jià)格較貴,生產(chǎn)成本較高,如果出現(xiàn)“龜裂”將不能返工,只能報(bào)廢。
為此本文通過(guò)試驗(yàn),從調(diào)漆工藝、漆膜厚度、烘烤溫度、烘烤時(shí)間、固化升溫曲線等方面探討鋁型材涂裝生產(chǎn)中產(chǎn)生“龜裂”的原因。
2.實(shí)驗(yàn)部分
2.1 實(shí)驗(yàn)設(shè)備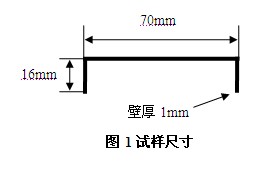
肇慶亞洲鋁廠立式氟碳生產(chǎn)線。
2.2 試樣制備
每批都用20支6米長(zhǎng)型材進(jìn)行試驗(yàn),尺寸如圖1所示。
用某抗裂性能較差的二涂氟碳面漆,按不同的調(diào)漆工藝、漆膜厚度、烘烤溫度、烘烤時(shí)間、固化升溫曲線等條件進(jìn)行試驗(yàn)。
2.3 性能檢測(cè)方法
采用目視的方法對(duì)型材易龜裂的部位進(jìn)行檢測(cè),根據(jù)不同的龜裂程度進(jìn)行評(píng)級(jí),標(biāo)準(zhǔn)如下:
0-1級(jí)——無(wú)裂紋或有零星輕微不見(jiàn)基材裂紋,客戶可接受;
1-5級(jí)——“龜裂”見(jiàn)基材,程度依次增加至漆膜卷起,客戶不能接受。
將20支試驗(yàn)型材進(jìn)行全檢,個(gè)別異常數(shù)據(jù)不采納,評(píng)級(jí)取平均值。
3.結(jié)果與討論
3.1 調(diào)漆工藝對(duì)涂料“龜裂”的影響
鋁型材涂裝生產(chǎn)時(shí),要根據(jù)施工環(huán)境的溫度和相對(duì)濕度加入適量的稀釋劑來(lái)調(diào)節(jié)適當(dāng)?shù)恼扯葋?lái)控制漆膜的表面,以確保噴出的漆膜平整,無(wú)流墜、橘皮和云狀現(xiàn)象。
在溫度為18℃,相對(duì)濕度為27%時(shí),使用不同調(diào)漆工藝的油漆進(jìn)行試驗(yàn),具體工藝參數(shù)及檢測(cè)結(jié)果見(jiàn)表1
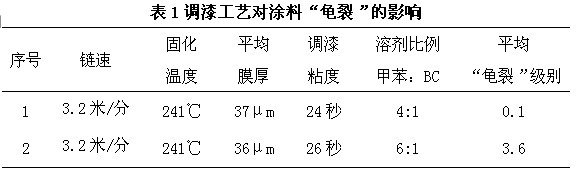
注:頭尾兩支料膜厚較厚,檢測(cè)結(jié)果不采納。
試驗(yàn)表明,“龜裂”程度與調(diào)漆工藝存在很大關(guān)系,調(diào)漆越干,“龜裂”程度愈大。
前處理工序較普通的氧化前的前處理工序簡(jiǎn)便,主要為脫脂與鉻化,原料消耗較低,日常維護(hù)工作相對(duì)來(lái)說(shuō)比較容易。前處理過(guò)程中為了提高生產(chǎn)效率,并且減少烘干過(guò)程中的能耗,多采用較大的料架,盡可能多裝待處理的型材。對(duì)于一些質(zhì)地較軟的型材,應(yīng)多在型材中間位置放置橫桿,讓凹槽部分盡量向上放置,有利于水份的蒸發(fā)。
3.2 漆膜厚度對(duì)涂料“龜裂”的影響
為了能使涂料能夠起到保護(hù)基材和裝飾的作用,漆膜厚度必須達(dá)到一定的要求,根據(jù)GB/T5237.5-2008要求,二涂平均膜厚≥30μm,最小局部膜厚≥25μm。
同樣在溫度為19℃,相對(duì)濕度為32%時(shí),在保證底漆膜厚一致的情況下,噴涂不同厚度的面漆進(jìn)行試驗(yàn),具體參數(shù)及檢測(cè)結(jié)果見(jiàn)表2
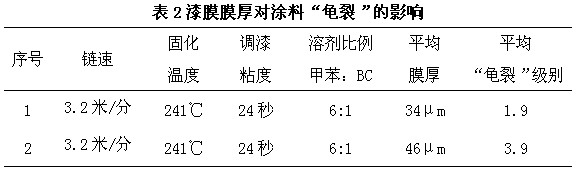
試驗(yàn)表明,“龜裂”程度與面漆漆膜厚度存在較大關(guān)系,面漆漆膜越厚,“龜裂”程度愈大。
3.3 烘烤溫度對(duì)涂料“龜裂”的影響
涂料經(jīng)噴涂流平后需要高溫烘烤后才能固化成膜,氟碳涂料通常烘烤溫度控制在230~240℃之間,烘烤溫度過(guò)低,涂料附著性能達(dá)不到要求。
同樣在溫度為18℃,相對(duì)濕度為28%時(shí),在保證其它工藝一致的情況下,按不同的烘烤溫度進(jìn)行試驗(yàn),具體參數(shù)及檢測(cè)結(jié)果見(jiàn)表3
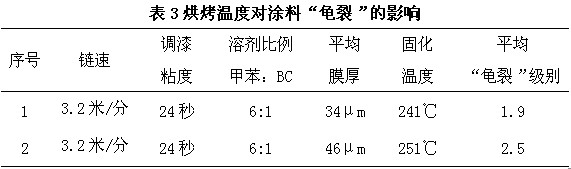
試驗(yàn)表明,“龜裂”程度與烘烤溫度存在一定關(guān)系,烘烤溫度越高,“龜裂”程度愈大。
3.4 烘烤時(shí)間對(duì)涂料“龜裂”的影響
根據(jù)氟碳涂料的工藝要求,其固化條件為230~240℃,8分鐘以上,烘烤時(shí)間不夠則性能無(wú)法保證,控制烘烤時(shí)間主要是靠調(diào)節(jié)鏈條的鏈速,本廠固化爐在鏈速為3.2米/分鐘時(shí),230℃以上時(shí)間約12分鐘,鏈速為3.8米/分鐘時(shí),230℃以上時(shí)間約9分鐘。
同樣在溫度為20℃,相對(duì)濕度為27%時(shí),在保證其它工藝一致的情況下,按不同的鏈速控制烘烤時(shí)間進(jìn)行試驗(yàn),具體參數(shù)及檢測(cè)結(jié)果見(jiàn)表4

試驗(yàn)表明,“龜裂”程度與烘烤時(shí)間存在較大關(guān)系,烘烤時(shí)間越長(zhǎng),“龜裂”程度愈大。
3.5 固化升溫曲線對(duì)涂料“龜裂”的影響
由于“龜裂”通常出現(xiàn)在型材的上半部分,長(zhǎng)度約為1米的范圍內(nèi),因此對(duì)“龜裂”處與其相鄰部位的固化爐溫曲線進(jìn)行測(cè)試,結(jié)果如圖2所示
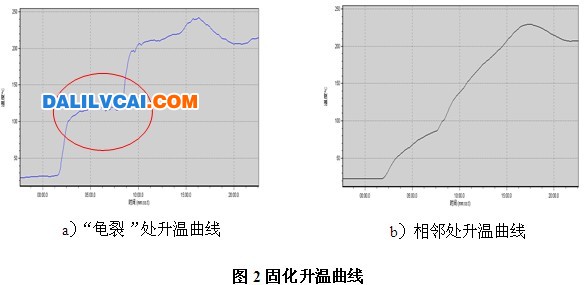
從圖2中可以看出,在“龜裂”處的固化升溫曲線中存在異常,在升溫過(guò)程中有一段時(shí)間溫度維持在120℃左右,不能升溫。由此可表明,“龜裂”程度與固化升溫曲線存在很大關(guān)系,是造成“龜裂”的根本原因。
4.結(jié)論
通過(guò)對(duì)上述影響鋁型材涂裝生產(chǎn)中產(chǎn)生“龜裂”的原因探討,可以得出產(chǎn)生“龜裂”的根本原因是固化升溫時(shí)有一段時(shí)間維持在120℃左右,這屬于設(shè)備原因造成的,設(shè)備有待改進(jìn)。
“龜裂”與調(diào)漆工藝、漆膜厚度、烘烤時(shí)間存在較大關(guān)系,與烘烤溫度存在一定關(guān)系。
對(duì)于上述原因,在生產(chǎn)時(shí)抗裂性差的涂料時(shí)應(yīng)提前注意控制,發(fā)現(xiàn)問(wèn)題應(yīng)及時(shí)調(diào)整。


