
鋁型材在出模后為了防止其與模具干涉 而預(yù)留的一定位置) 也要進行檢查, 讓刀位必須保證, 如果控制不當, 生產(chǎn)中常會出現(xiàn)以下缺 陷。 0% 0 劃 傷 劃傷是 ( 鋁合金型材生產(chǎn)中最常見的一種 表面缺陷, 它是型材表面出現(xiàn)的縱向劃痕, 從擠壓模 具因素分析,產(chǎn)生鋁型材表面劃傷的原因是由于模 具讓刀位太小,造成型材在擠壓過程中刮傷表面。 模具在加工過程中,工作帶沒有拋光好或修模時拋 光不好會造成工作帶凹凸不平或是由于零件裝配不 當,零件上帶有因碰撞引起的毛刺而引起模具導(dǎo)路 不平滑。處理方法是合理設(shè)計與制作模具出口讓 刀, 并拋光工作帶表面, 型材在生產(chǎn)中要經(jīng)常檢查模 具導(dǎo)路, 保持導(dǎo)路干凈、 平滑, 試模合格后或模具上 機擠壓一定數(shù)量后要進行表面滲氮處理,提高工作 帶的表面硬度。 0% " 機械紋 目前在 (#($ 鋁合金型材擠壓生產(chǎn)中, 型材表面 似乎不可避免地會出現(xiàn)密密麻麻、 深淺不一、 顏色反 差很大并貫穿型材首尾的紋路,這就是機械紋.
鋁擠壓產(chǎn)品,在型材平面厚度發(fā)生變化的交接處或型材分流模與平模的交接處會出現(xiàn)凸凹不平的現(xiàn)象,一般肉眼可能無法分辨,但通過表面處理,特別是噴涂表面處理時,表面會形成在暗影或骨影。
一 分析生產(chǎn)原因:
1、分流孔設(shè)計比例不當;
2、工作帶設(shè)計、過渡不當;
3、冷卻過程不均勻,交叉或厚薄區(qū)冷熱不均造成收縮不同,拉伸變形;
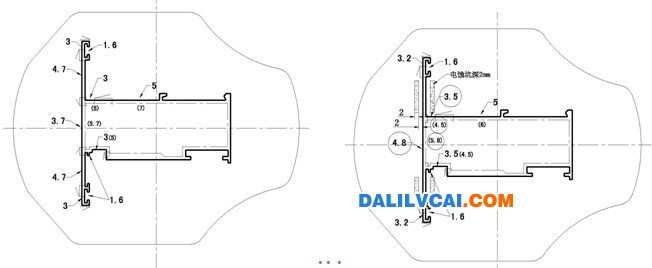
二 分流模改良設(shè)計方法(PKC7003示例):
a、調(diào)整分流孔大小和芯頭空刀尺寸以及模橋的位置;b、調(diào)整工作帶過渡;見原設(shè)計圖A、C;調(diào)整后設(shè)計圖B、D。
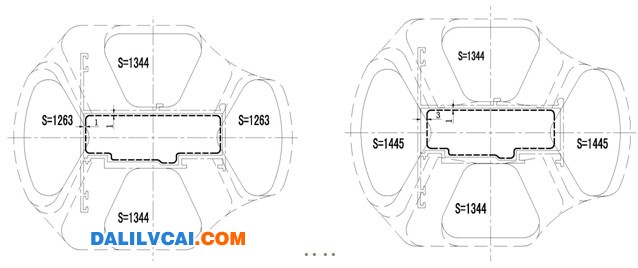
圖A 圖B
圖C 圖D
由圖可看出,分流模上模改進后左、右分流孔增大,模橋位沒有放在分流和平模交接處,左右芯頭空刀位加大,芯頭尖角位上提工作帶0.5mm左右,模具的出料面配打工作帶,減少摩擦力,讓型材的尖點、轉(zhuǎn)角處供料增加,保證供料均衡和組織的充分,有效避免暗影的產(chǎn)生;
分流模下模改變了工作帶的分布,“T”字位工作帶無過渡,工作帶落差減少,取值平緩圓滑,為減少平模部分的流速,在平模部分電蝕2mm深的坑,使交接處的流速更加均勻一致,型材表面處理后的暗影大為減輕;其次,如“T”字位平模部分需要過渡,應(yīng)離分流部一定距離過渡,小模芯取1~1.5mm,大模芯取2~3mm比較合適,而工作帶值同壁厚盡量控制在2mm落差之內(nèi),另還需注意遇到模芯偏小時,上模工作帶上下頸位應(yīng)高出下模工作帶1.5mm,以減少上模受擠壓產(chǎn)生的彈性變形造成上下模工作帶錯位影響。
用于加工工作帶高低點的電極,加工后要清除毛刺,尖角位,讓其不少于R3的圓弧過渡,避免加工后尖角的產(chǎn)生;
三 結(jié)果前后分析:
改前:

改后:

以上結(jié)果分析,按上述對型材模具設(shè)計調(diào)整后,模具生產(chǎn)的支數(shù)明顯增加。當然暗影的產(chǎn)生還跟棒質(zhì)、棒溫、擠壓速度、冷卻等都有一定的關(guān)系,完全消除暗影還需各方面不斷深入分析。
對擠壓型材的金屬交接處的凸凹進行優(yōu)化改良設(shè)計,使之表面涂裝后,在光線下減輕色帶的產(chǎn)生。經(jīng)多次上機擠壓生產(chǎn) , 紋路不變,這是由于型孔工作帶端面凹凸不平,鋁 材流出模孔時被粗糙的工作帶上的尖峰劃傷造成 的,俗稱犁紋。處理方法是適當加大模具工作帶端 面斜度。另一種機械紋的特征是:每次光模后上機 生產(chǎn), 每次紋路均不能一一對照、 重復(fù), 這種紋路是 鋁材與工作帶間強烈摩擦產(chǎn)生的摩擦紋,其產(chǎn)生的 機理是由于擠壓模具工作帶的硬度、擠壓溫度、工 作帶上的正壓力等條件不合適,造成鋁合金粒子粘 在工作帶上,即所謂咬死現(xiàn)象,但在強大的擠壓力 作用下粘著的粒子會被流出的金屬撕掉。正是這種 粘著力大于鋁合金型材的剪切強度才造成了將型 材表面劃撕下來的現(xiàn)象,從而形成了機械紋。


