
摘要:本文對鋁合金型材在全自動立式線單鎳鹽生產黑色料的這一技術難題進行研究,同時介紹了單鎳鹽電解著色機理和對電解著色槽液的管理維護,通過理論分析和現場實踐相結合,提出全自動立式線單鎳鹽如何可連續(xù)性、大批量生產黑色料。
單鎳鹽注化法著色工藝槽液管理規(guī)范、穩(wěn)定,通過特殊的正電壓和負電壓波形的調整,使鎳離子在陽極氧化膜孔底部均勻地電解析出,從而得到穩(wěn)定均勻的著色,具有著色色調穩(wěn)定、再現性好、均勻性好、型材耐候性好等特點。著純黑色料的時間為6分鐘左右,比其它傳統著色工藝要減少50%以上時間,有效地提高生產效率,且鎳離子可回收再利用,達到節(jié)能減排的作用。
1 前言
在建筑鋁型材陽極氧化生產中,電解著色總是處于技術核心的地位。90年代我國為了適應大批量穩(wěn)定生產,特別是生產淺色系的重要,引進了(年產30000噸以上)的單鎳鹽立式生產線,經過二十多年的發(fā)展,總體技術水平和產品質量有了很大的提高,但對于生產深色系的品種,還存在不穩(wěn)定性[1]。發(fā)展到今天,鋁型材陽極氧化電解著色技術已經處于核心技術地位[2],鋁型材電解著色技術水平的高低代表著一個鋁型材企業(yè)表面處理技術水平的地位,決定著鋁型材企業(yè)產品的競爭力,本文針對目前鋁型材行業(yè)中全自動立式線單鎳鹽生產黑色料存在的難題,通過理論分析和現場實踐相結合進行研究,提出全自動立式線單鎳鹽如何可連續(xù)性、大批量生產黑色料。
2 單鎳鹽電解著色機理
電解著色是通過著色液的金屬離子在陽極氧化膜微孔內的阻擋層表面上發(fā)生還原反應,將金屬離子沉積在氧化膜孔的底部 (如圖1),對光的散射效應而獲得不同顏色。國內外大量研究報道指出,不論何種金屬鹽的電解著色膜,陽極氧化膜中的沉積物既有晶態(tài)的金屬離子,也有非晶態(tài)的金屬氧化物或氫氧化物存在;各著色液的著色膜色調不同可能與析出顆粒的尺寸和分布有關;顏色深淺不同,則是與氧化膜的厚度、沉積顆粒的數量有關[3]。
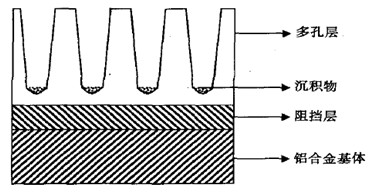
圖1 鋁合金電解著色示意圖
單鎳鹽電解著色基本過程由3個步驟組成:1)Ni2+和H+等反應物離子向阻擋層表面附近傳遞;2) Ni2+在阻擋層與著色液界面間獲得電子,H+穿入阻擋層,在基體與阻擋層界面間獲得電子;3)析出金屬和生成氫氣。Ni2+在陰極的還原沉積反應:Ni2++2e→Ni;與此同時氫離子在陰極的放電反應產生氫氣:2H++2e→H2。
3 著色槽液的管理
3.1 成分的管理[4]
根據鋁合金陽極氧化生產工藝(如圖2),在生產一定量的鋁材后,要對鎳著色槽液成份進行分析。槽液的組成主要由硫酸鎳和硼酸,硫酸鎳濃度高達140~155g/L,硼酸則維持在35~50 g/L之間。然而生產過程中我們必須每天檢
測槽液成分的濃度,一旦不在正常范圍內,即使生產正常也要及時補充硫酸鎳或硼酸,否則大量生產黑料時,容易使產品著色出現質量問題。
只有將槽液成分的濃度長期維持在正常的范圍內進行生產,才能更好地維護好槽液,生產出質量優(yōu)良的鋁材產品。

圖2 電泳珍珠黑工藝流程圖
3.2 槽液溫度的控制
溫度對著色速度的影響很大[5] ,在一定范圍(23±3℃)內升高溫度會加快著色速度,溫度過高或過低都會造成著色不均勻,甚至著不上色。另外,溫度偏高,著色膜孔隙多,孔徑大,粗糙;過高的溫度還有可能導致著色膜破裂、剝落[6]。
3.3 槽液pH和雜質離子的控制[1]
槽液的管理通過設備實現,采用離子交換(IR)和吸附技術除去鈉、鉀、鐵和鋁等雜質,一般著色槽液的PH控制在3.5~4.5之間,槽液pH低,著色速度慢,如pH<3.5時,負通電過程全部轉成析氫反應,無金屬電沉積層,而使型材不能著色;如果槽液pH太高,負通電過程中陽極氧化膜界面的pH值迅速升高,會有綠色的氫氧化鎳沉淀析出,進而堵塞膜孔,阻止金屬離子進入膜孔。當槽液pH過低時,要及時開啟精制設備,利用離子交換(IR-A)提高pH;當槽液pH過高時,要加入試劑硫酸調整。
采用RO反滲透原理和方法進行回收硫酸鎳,再加以利用。這樣回收重復使用,既降低硫酸鎳的消耗又減少環(huán)境污染。表1所列該工藝要求各種雜質的容許值[1]:
表1 直流鎳鹽著色的雜質容許值(單位:ug.g-1)

3.4 著色前水洗對著色的影響[4]
著色前水洗沒有清洗干凈膜孔中殘存的硫酸,容易導致顏色不穩(wěn)定、上色困難。必須嚴格控制陽極氧化后三道水洗的水洗時間;保證三道水洗的水質及pH;加大純水洗的水流循環(huán)量。
另外,水洗完后,型材在空氣中停留的時間不能過長,要將其馬上放進著色槽著色。如未能馬上進入著色槽,應浸泡在潔凈的純水中,避免被空氣中的氧氣氧化。
4 著色電壓和時間的控制
4.1 通過調節(jié)著色電壓和時間,加快鎳離子的沉積速率,以達到生產黑色料的目的。
4.2 采用日本住化法的一種直流Ni鹽著色工藝,其電源波形如圖3所示的波形。
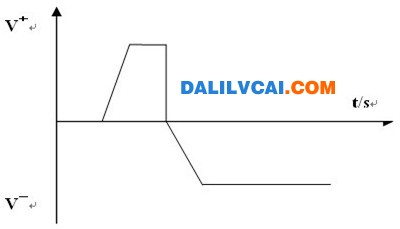
圖3 鋁合金陽極氧化電解著色標準波形圖
通過改變著色波形,加大鎳離子電泳能力,降低槽液電阻,Ni2+沉積速度加快,使Ni2+沉積到氧化膜膜孔底部。
4.3 根據不同的顏色深淺,調節(jié)不同的電壓、時間、波形,來生產不同的品種,一般香檳料的著色時間為1分鐘左右,黑色料的時間為6分鐘左右。
5 現場生產實踐
根據電解著色的機理,單鎳鹽著色槽槽液的維護管理,著色工藝參數的改進,通過理論分析和現場實踐相結合,攻克了全自動立式線單鎳鹽生產黑色料的這一難題,實現了可連續(xù)性、大批量生產黑色料目的,且黑色料成品率高達99.7%,達到公司黑色料成品率歷史性的突破。
6 結束語
全自動立式線單鎳鹽生產黑色料的穩(wěn)定性是目前工業(yè)上生產的技術難題,也是眾多生產廠家要關注的問題,所以我們認為通過對單鎳鹽著色槽的槽液的維護管理,尤其是對槽液雜質離子的控制以及氧化后三道水洗槽水質及pH的控制;其次是對著色槽槽液濃度及pH的控制。通過調節(jié)著色電壓、時間、波形的控制,可以維持大批量生產黑色料的穩(wěn)定性。
此外,在長期生產黑料的前提下,并保持黑料的穩(wěn)定性,還需靠平時經驗的積累和在生產實踐中不斷探索,以及各工藝參數對著色的影響及發(fā)生問題后的處理方法都要有所熟悉,這樣才能維護好著色槽,以保證生產的穩(wěn)定性。
關鍵詞:鋁型材;鋁材著色;黑色鋁材;黑色批量生產;鋁材著色

