
摘要:鋁合金散熱器型材是鋁合金擠壓型材中難度較大,技術含量較高的一種。散熱器產品由于其特殊的性能要求,對于與熱源直接接觸的表面,需要鑲嵌銅片提高散熱器的導熱率,而目前的各種銅鋁結合的工藝普遍在兩者之間存在粘結層,不可避免地影響到散熱器的性能。
本文提出了一種覆銅散熱器復合型材一次擠壓成形的方法,文中詳細論述了銅鋁復合加工機理和散熱器覆銅設計及其結構分析,通過傳統的鋁型材擠壓設備及模具的結構進行設計改造。分別在擠壓設備上增加了銅板的送料機構,在擠壓模具、模套、模座等擠壓工具上增加輸送銅板的進料口,初步實現了覆銅散熱器復合型材一次擠壓成形。
1 引言
隨著科學技術的不斷進步,新結構、新材料和新工藝的應用日益廣泛。現代工程中的許多零部件需要工作在高溫或低溫、腐蝕介質、電磁場或放射性環境中,所選用的材料應該是能滿足工作要求的特殊材料,單獨使用一種材料常常不能滿足實際應用中的各種要求,并且有色金屬材料的用量也比較大。為了節約大量的優質貴重有色金屬材料,降低成本,簡化制造工藝,保證不同的工作條件下使用不同的材料,充分發揮不同材料的性能優勢,異種有色金屬材料的復合技術在實際生產中有著廣泛的應用。
目前,工程上大量采用的是單純的鋁散熱器,由于鋁的導熱系數較低,僅為230W/m℃(0℃時),大量的熱量很難被迅速帶走。而銅的導熱系數較高,為382W/ m℃(0℃時),但銅散熱器的重量較大,并且在惡劣環境下的三防(防潮、防霉、防鹽霧)較難。
銅鋁復合制作的散熱器,較好地發揮了兩種金屬各自的優勢,做到了優勢互補,不但能使散熱器耐腐蝕,產品重量輕壽命長,而且還提高了散熱器其他方面的技術參數指標。
近幾年來,散熱器生產商在原有鋁合金散熱器的基礎上作了技術改進,在散熱翅片反面加上5~6mm厚的紫銅板,或者在鋁制散熱翅中加入紫銅散熱管,以利于提高散熱效果。目前高速CPU芯片就采用了此種設計的散熱器進行散熱,但由于鋁-銅的物理性質差異較大,形成致密可靠的連接難度較大,因此如何將二者有效地連接在一起成了此項技術應用的關鍵。現有的焊接技術是先在鋁表面鍍鎳,再與銅板實行軟釬焊,即形成鋁-鎳-銅體系。這一工藝方法基本上能達到產品設計的技術要求,但由于需要增加電鍍工藝,因此生產成本較高,而且由于鎳的熱傳導性較差,阻礙了散熱器散熱效果的進一步提高,沒有最大限度的發揮此種(銅-鋁)散熱器設計的技術優勢。
目前市面上充斥著各種各樣的銅鋁結合的散熱器,采用不同的工藝將銅與鋁結合在一起。常用的有釬焊、螺絲鎖合、熱脹冷縮結合、機械式壓合等方式。
2 覆銅散熱器的加工機理與設計
覆銅散熱器突出的問題是銅/鋁接頭的連接[1]。實踐證明,在負荷較大的情況下,用傳統方法對銅與鋁連接所生產的電工產品是極不可靠的[2]。采用表而堆焊、爆炸復合、軋制復合等多種方法均可成功制備銅/鋁連接件,然而就性能和價格比而言,采用擠壓法制備復合接頭具有明顯的優勢,通過該方法形成的銅/鋁連接件可以降低成本、減輕構件質量以及發揮銅、鋁各自的優點,并能變異種金屬的焊接為同種金屬的焊接[3-5]。銅、鋁復合時,在復合界而上會生成一層金屬間化合物(如CuAl2等),這類金屬間化合物硬而脆,會導致復合板的結合強度和彎曲性能等降低,且導電性變差[6],因此,這種過渡層不能太厚,否則將對材料的使用特性產生影響。另外,由于鋁的線收縮系數大于銅的線收縮系數,在冷卻過程中銅/鋁復合界而附近產生很大的應力,當界面結合強度不足時,將致使原先良好的鑄造結合而開裂。因此,選擇合理的復合工藝至關重要。
銅/鋁復合材料采用固-液復合法制備,首先要對銅板進行預處理:將銅板在脫脂劑中進行脫脂處理,用清水沖洗后在鋼絲輪上進行除銹和打毛處理,打毛的目的是為增加界面的接觸而積。銅/鋁復合層的形成主要是銅與鋁的界面反應和相互擴散的結果,復合界面的冶金結合是通過接觸面上金屬的熔化和擴散過程實現的。當液態鋁與固態銅接觸時,固態銅表面發生界面反應以及銅和鋁原子的相互擴散,在兩種金屬中形成擴散層,在界面上還形成金屬間化合物。復合界面的冶金結合是通過界面層上固體的局部熔化和原子擴散的物理冶金過程實現的。
在固-液復合的條件下,使用熔劑對銅板進行預浸鍍,在鋁錠擠壓溫度為480℃以上,銅板預熱溫度為400℃時,獲得了界面過渡層厚度為45μm,剪切強度為57 MPa的良好復合界面[7]。
同時,固-液復合界面上存在熔化區和非熔化區,銅/鋁復合界面的結合是通過銅/鋁接觸面上銅的熔化和銅與鋁之間的擴散實現的。
3 散熱器覆銅設計及結構分析
在鋁合金散熱器底部鑲嵌0.2mm厚度的銅板,可以大大提高散熱器的散熱效率,同時節約大量成本。散熱片選用較高導熱系數的材料對提高熱傳導效率很有幫助,鋁的導熱系數為735KJ/(M?H?K),銅的導熱系數為1386KJ/(M?H?K),在所有其它條件均相同的時候,銅在單位時間內傳導的熱量是鋁的近兩倍。
如果將鋁合金散熱片改用銅來制造,對熱的傳導速率將會有一個很可觀的提升,這樣當然就對高度集中的熱量具有明顯“療效”。但是,還需要考慮銅的比重比鋁大,將不符合散熱片重量限制的要求; 紅銅的硬度不如鋁合金AA6063,某些機械加工性能不如鋁;銅的熔點比鋁高很多,不利于擠壓成形等等問題。所以這里就把銅、鋁結合應用,利用銅的高導熱系數特點,把熱量傳導至鋁材質的鰭片,再通過風扇的對流作用散發至空氣中。既保證其重量不超標,又可量產,也取得了一定的效能提升。
散熱片的肋片分布間距是5.5mm,厚度從1mm到3mm不等;且肋片數目較多。很明顯,肋片分布區域的擠壓力分布極不均勻,存在很大的摩擦力;同時肋片強度較低,在熱擠壓過程中很容易發生偏折。反之,散熱器底部供料充足,相比較肋片而言,強度大,擠壓力小,熱擠壓過程中流速快,從而型材整體很容易發生扭擰和側彎。同時,銅鋁結合時親和力較差,必須嚴格控制銅板與鋁錠的接觸面、擠壓力以及擠壓溫度,這也增加了對型材擠壓過程中流動穩定性的要求,以及對銅板附著力的要求。
由于模具的齒頂部是最不易填充的部位,為了使此處填充充分,在下模齒頂處的焊合室,設計了可起促流作用的30°斜面,從而更好地改善了此處的流速。另外,此分流模下模焊合室的設計結構,不同于常規形式的分流模結構,與上模的分流口尺寸不是完全對應的,在焊合室上,下寬度的取值依據散熱器型材寬度,按平模導流口的設計形式取值,這樣有利于 齒頂部不易填充的部分充分填充。
4 結構方案設計
4.1 擠壓模模面的設計
送料機構是一個類似于連續擠壓裝置的銅卷。通過預先對銅板進行表面處理(主要通過脫脂、除銹、打毛處理等),使銅板表面具有一定粗糙度,能夠增大與半固態鋁錠的接觸面積。這里的銅板厚度是0.2mm,所以在液態鋁錠的流動過程中,利用表面摩擦力能夠帶動薄銅板一起運動。由表1可以知:擠壓過程中的模具溫度達到480-500℃,擠壓速度為10-30m/min。
表1 鋁合金散熱器型材擠壓工藝參數[8]

由上一節所述,在鋁錠擠壓溫度為480℃以上,銅板預熱溫度為400℃時,可以獲得界面過渡層厚度為45μm,剪切強度為57 MPa的良好復合界面。所以銅板還要經過預熱處理,使整體溫度達到400℃。經過預熱處理后的銅板要及時送入到擠壓模具的模腔內,與半固態鋁錠一起經過工作帶、一級空刀、二級空刀,最后從模墊送出銅鋁復合的散熱器型材。
在送入銅板的過程中,為了確保銅板能夠順利的進入到模腔內,同時鋁錠不至于從所開的側孔擠出,在銅板的厚度上增開0.08mm的厚度,即擠壓模模面開出厚度為0.28mm的送銅板的槽。如圖1所示。
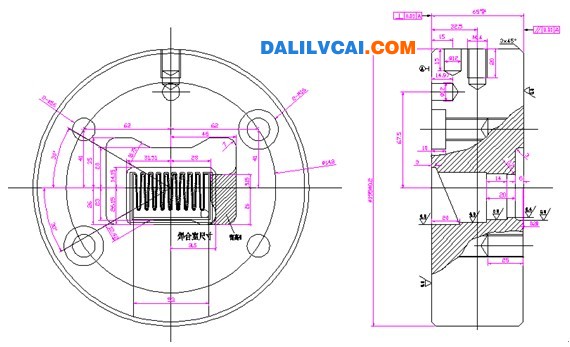
圖1 擠壓模模面設計
4.2 模套結構要素的設計
模套主要用于對導流模、擠壓模、模墊的固定,及其在擠壓機中的定位作用。可將銅板輸送機構設計在擠壓機的下方,在輸送鋁錠的同時,將銅帶也輸入擠壓機中。所以在模套的下端開一條0.3mm(=0.2mm+0.1mm)厚度的罅縫,供銅板送料。如圖2所示。
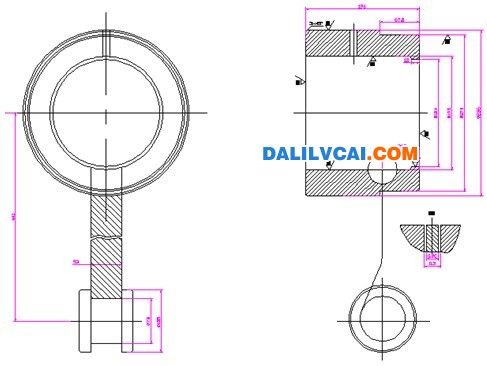
圖2 模套設計
4.3 銅板送料機構的工作機理及過程分析
本設計中,銅板送料機構位于擠壓機的下側,操作人員站在擠壓機右側進行遙控操作。預熱后的鋁錠從擠壓機的下部運送到擠壓機內。銅板首先進行表面處理,先將銅板在脫脂劑中進行脫脂處理,然后進行除銹和打毛處理。又由于銅板要進行預熱處理,所以在銅板的外側有一個保溫箱,保證銅板溫度恒定保持在400~480℃。
在型材擠壓開始前,操作人員先將一定長度的銅板穿過模套13、擠壓模14,送入到擠壓模中。如圖3所示。然后運行擠壓機,擠壓軸開始推動鋁錠運動;鋁錠通過導流模后,在擠壓模腔內與銅板匯合。在480℃以上的高溫、10MN的高壓作用下,鋁錠與銅板帶表面迅速發生界面反應,銅和鋁原子相互擴散;在兩種金屬中形成擴散層,在界面上還形成金屬間化合物,從而二者牢固結合。成型后的銅鋁復合散熱器通過空刀、后空刀、模墊11、墊環12等部位后,逐級降溫強化,最后形成覆銅散熱器型材,截取適當長度后進行表面處理即可。
如圖3所示,在銅板送料過程中,為了保證銅板垂直穿過模套、模子的罅縫,在靠近模套的部位加設一個滾輪機構17,主要起到定型定位的作用。當然,不可避免的會出現銅板斷裂或者銅板傾斜等問題,這就需要重新對位和植入銅板;為了減少機器的反復起停,滾輪機構對銅板的位置調控顯得尤為重要。
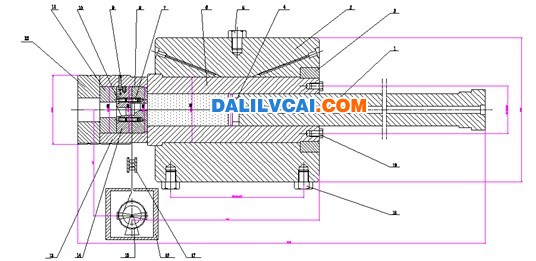
圖3 擠壓機各部位結構
為了使模具在擠壓時模孔各部的流速均勻、擠壓平穩,在設計模具結構時,打破了實心型材大都采用平模形式的常規設計理念,將此型材模具設計成帶有流口、分流橋的分流模的形式,與常規分流模所不同的是,在此分流模的上模分流橋上,沒有決定型材內孔尺寸的型 芯部分,因此,稱之為假分流模。
5 小結
本章主要介紹了銅鋁復合散熱器的研究與應用。軋制復合法、爆炸復合法、擠壓-拉拔法是生產銅鋁復合材料的常用方法。應用較多的銅鋁復合材料主要有銅包鋁復合線材、銅鋁復合接頭材料、銅鋁復合板帶等。
要使大量熱量通過散熱器散出,本文論述的新型散熱器以0.2mm紫銅板作為散熱器的基板,在基板上壓接鋁合金型材散熱肋片。在高壓下,紫銅基板和鋁合金型材散熱肋片的接觸面產生分了級的接觸。用紫銅為基板是因為紫銅的導熱率高,能夠使熱量盡量擴散開。基板上壓接的散熱肋片很密,能夠增大散熱面積。
詳細討論了擠壓模模面和模套結構要素的設計,具體說明了銅板送料機構的工作機理及運行過程,保證了銅板源源不斷的輸送到擠壓模模腔內,從而得到合格的銅鋁復合散熱器。
關鍵詞:銅鋁復合散熱器,散熱器,擠壓模具,模具設計

