
在當今社會各行各業的模具制造越來越復雜,要求也越來越高。就熱擠壓模具行業內,也由原先的簡單機械加工轉變為加工中心、低速走絲電火花線切割機等數字化加工設備加工,甚至發展到在加工前對模具設計進行數字化模擬擠壓運算。這就對擠壓模的三維圖繪制提出了很多高質量的要求。繪制三維圖的方法各種各樣,不單單在不同軟件上繪制的方法不同,在同一軟件上繪制的方法也大有不同。在這些不同軟件不同方法組合下,他們總有優勢和缺陷,我們要不斷吸取好的東西,把自身不好的東西改正。就像設計模具一樣,雖然大致流程是一樣,但如果其中流程改變,例如繪制下空刀和橋位的順序掉轉,那么出來的效果也可能不一樣。這不單單只是順序上的不同,認為是很普遍的東西,其實在里面包含著是思維上思考的不同,在我們改變思考順序的時候,往往可以得到平時收集不到的經驗,所以逆向思維現在越來越被重視的原因之一。
在目前市場上所見到的三維CAD解決方案中,SolidWorks是設計過程比較簡便而方便的軟件之一。美國著名咨詢公司Daratech所評論:“在基于Windows平臺的三維CAD軟件中,SolidWorks是最著名的品牌,是市場快速增長的領導者。”在強大的設計功能和易學易用的操作(包括Windows風格的拖/放、點/擊、剪切/粘貼)協同下,使用SolidWorks ,整個產品設計是可百分之百可編輯的,零件設計、裝配設計和工程圖之間的是全相關的。SolidWorks 提供的AutoCAD模擬器,使得AutoCAD用戶可以保持原有的作圖習慣,順利地從二維設計轉向三維實體設計。只有SolidWorks 才提供了一整套完整的動態界面和鼠標拖動控制。“全動感的”的用戶界面減少設計步驟,減少了多余的對話框,從而避免了界面的零亂。在SolidWorks 中,當生成新零件時,你可以直接參考其他零件并保持這種參考關系。在裝配的環境里,可以方便地設計和修改零部件。對于超過一萬個零部件的大型裝配體,SolidWorks 的性能得到極大的提高。
在繪制三維圖上也是如此,我們在慣用一種方法后,往往習慣于現狀,不去嘗試新的方法,固步自封。這樣跟閉關鎖國無疑是一個道理,在新的嘗試下,與舊的相對比,得出結論,是新的好還是舊的好,不斷完善自己。因此本文針對擠壓模具上模繪制上,兩種不同主流的方法進行介紹和簡單分析(本文使用軟件為SolidWorks 2004)。
一、擠壓模具三維圖基本繪制方法介紹
現行各模具廠、鋁材廠所流行的擠壓模具三維圖的繪制方法大致有兩種。一種是先繪出橋位,對橋位的尖角處進行倒圓處理后繪出分流孔,最后對橋位與分流孔銜接位進行倒圓。另一種是先繪出分流孔,再做出橋位,最后對尖角位進行倒圓處理。兩種方法各有優勢與缺陷,接下來我們用圖片和文字介紹不同方法之間的差異和基本流程。
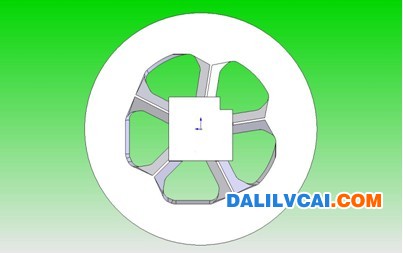
1、先繪分流孔方法:

先繪出分流孔
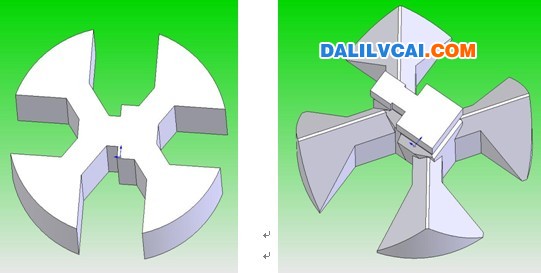
然后公頭至橋位的繪制

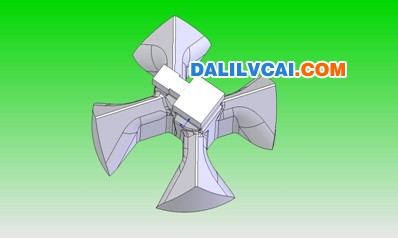
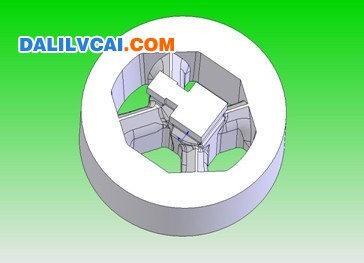
對模具尖角位進行倒圓處理
2、先繪橋位的方法:
由公頭主體部分開始繪制,但分流孔出料口部分先不繪制,先繪制公頭,阻流包,橋位等等,
對已畫部分尖角倒圓角處理
繪出剩下的部分,就是出料口部分的斜位
對橋位與分流孔銜接位倒圓角
二、擠壓模具三維圖兩種繪制方法的分析
(一)先繪分流孔方法的優勢與缺陷分析
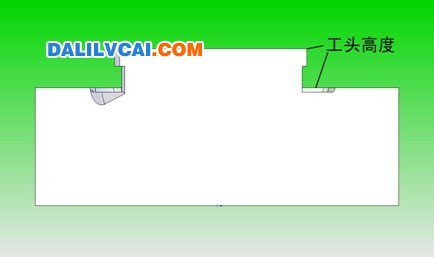
1、先繪分流孔,已經將工頭的基準面繪出,如模具有沉橋面時,工頭下空刀高度的繪制有基準面參照不容易出錯。這相對先繪制橋位的方法,在讀數和檢查方面有一個明顯的優勢。
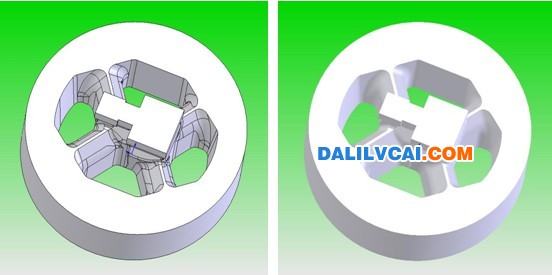
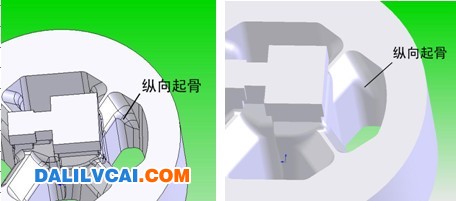
2、在圖中可以看出,先繪分流孔時,橋位與分流孔銜接位不會產生縱向起鼓的現象。相對于先繪制橋位的,明顯可以看出先繪制分流孔的尖角只是延伸到焊合室上,而先繪制橋位的是直接延伸至入料口面。
先繪分流孔
先繪橋位
3、此繪圖方法對分流孔斜孔角度大的設計,在繪制三維圖時比較困難。如出料口分流孔只遮擋入料口分流孔三分之一以下的,繪制三維圖時對分流孔的修整將十分煩瑣。這相對于先繪制橋位來說是一個相對明顯的劣勢。
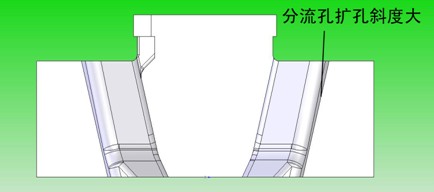
三維圖
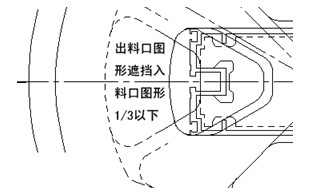
設計圖
4、先繪分流孔方法對分流孔與橋位銜接位有變化圓角的,在繪制圓角時,比較容易,效果也不錯。特別如果在返修模具修改的時候,對于改變沉橋等一些細小位置的修改,對于其它圓角的影響也很小。先繪制橋位的方法,如果修改的位置涉及分流孔,附近的圓角一般影響比較大,需要大部分進行修正。

先繪橋位方法 先繪分流孔方法
(二)先繪制橋位方法的優勢與缺陷分析
上述兩種繪圖方法是現階段流行的兩種擠壓模上模三維圖的基本繪圖流程介紹。接下來針對先繪橋位的方法進行細節位置的分析。
1、因設計圖紙標注工頭尺寸時,往往是由出料口面標注公頭高度的。先繪橋位,如模具有沉橋面時,工頭高度的繪制容易出錯。
2、在圖中可以看出,先繪橋位時,橋位與分流孔銜接位會有縱向起鼓的現象,雖然圓角處理后可能沒那么明顯,但在實際加工中,這個位置還是比較明顯。
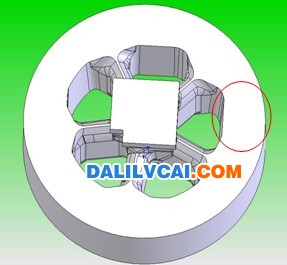
3、如模具設計為入料口有減壓橋的,在繪制分流孔外圍時,先繪制橋位方法往往會出現鏤空凹陷的現象;而先繪制分流孔方法則不會出現鏤空凹陷的現象。
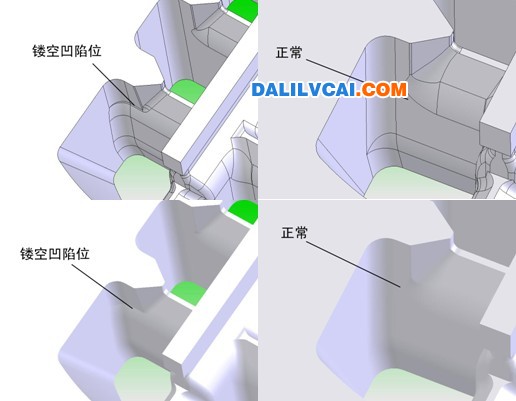
先繪制橋位 先繪制分流孔
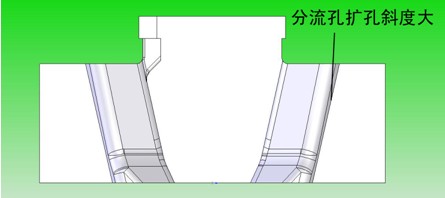
4、對分流孔斜孔角度大的設計,在繪制三維圖時極為方便,這是先繪制橋位一個顯著的優點。
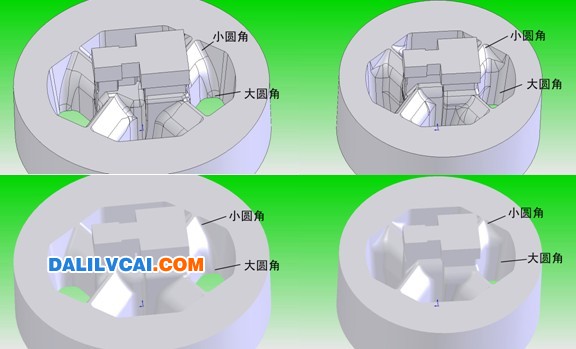
5、對分流孔與橋位銜接位有變化圓角的,在繪制圓角時,十分困難,甚至有無法繪制圓角的現象。如圖中小圓角位置為R9,大圓角為R12。由于限制于旁邊的R,并不是每一個模具都能生成圓角,這時候可能要縮小圓角半徑或者改變繪制步驟來將此處的圓角倒出。特別是在分流孔設計比較復雜,圓角比較多又接近的位置,此缺點由為明顯。在先繪制橋位的方法中,大圓角長度往往只能繪出一點點,這會加大數控加工的難度,或降低數控加工的質量。
先繪橋位方法 先繪分流孔方法
(三)擠壓模具三維圖兩種繪制方法的優勢與缺陷分析總結
綜合上述,由圖中可以看到,先繪分流孔方法,在變化圓角的位置,小圓角與大圓角分辯清晰,銜接順滑,小圓角與大圓角過度位短,容易加工。而先繪橋位方法,在變化圓角的位置,小圓角與大圓角過度位過長,大圓角長度短,這會加大加工難度,如加工不到位時,在小圓角與大圓角過度位會有臺階現象。
先繪橋位的方法,對橋的繪制簡單,整體繪制步驟少,繪制效率高。對分流孔斜度大的設計,方便繪制。但對與分流孔設計復雜的,往往會出現三維圖與實際加工后實體效果有一定差別,不能真正體現加工后實體的效果。主要體現在上述鏤空位及橋位與分流孔銜接位的圓角過度。此方法對相象設計,只有少部分設計不同的三維圖進行修改十分困難,甚至無法修改。
先繪分流孔的方法,對分流孔的繪制比較精準,整體繪制步驟相對要多一些。對分流孔斜度大的設計,繪制比較困難。但對與分流孔設計復雜的,能夠真實地體現實際加工后實體效果。對分流孔各銜接位的圓角過度容易繪制。此方法對相象設計,只有少部分設計不同的三維圖進行修改十分方便,部份修改只須修改一至兩個參數即可完成。
總之,先繪橋位的方法是以設計思路為大綱,依照設計思路進行三維圖的繪制,往往會與實際加工效果有一定的偏差。而先繪分流孔的方法是以加工工藝路線為大綱,依照加工工藝路線進行三維圖的繪制,往往會與設計意圖有一定的出入。
總結:模具加工精度是對加工的最大要求,如何快速合理的將擠壓模具加工出來是鋁型材模具設計及制造的關鍵。
隨著科技的發展,精確度、效率要求越來越高,我們在追求速度的同時也要保證質量。而在數字化模模擬方面對精確度要求更是嚴格,但在當今社會我們在追求質量的同時必需增加效率,提高產能,改變企業自身的個別勞動時間,這樣企業才可以站在領先于別人的地位。所以我們在這個行業上面也是如此,不單單在于我們三維圖繪制這一個工序,而是在全部上承下接的工序都需要貫徹,這樣才能真正的提高效率,產能等方面。
現在三維圖的應用不僅僅只限于數控加工領域,在其它各行各業應用也很廣泛。尤其在模具數字模擬方面,如果三維圖不能好好地把設計意圖實際加工后的立體效果呈現出來,即使模擬出來了,誤差也會增加,那么模擬的效果就失去了的意義,而且繪制三維圖和數字模擬計算上所花的時間也是浪費掉,這對于效率的提升無疑是一個障礙,能夠真實完整的將真實加工后的實體效果用三維圖表達出來才能真正體現出三維圖的力量。所以我們需要的是使用多種方法,取其精華,去其糟粕,把好的東西學過來,提升對三維圖的精確度和我們自身的效率。本文以個人的經驗,客觀描述兩種方法各種優劣,希望可以在一定程度上對大家有所幫助。

