
隨著鋁型材擠壓工業(yè)技術(shù)的發(fā)展,對擠壓模加工精度及一致性提出了更高的要求,為了保障多批次鋁型材模具導流加工的一致,提高加工精度,提高機床利用率,針對上模導流加工仿照加工中心對刀原理,將標準電極通過三維定位工夾具固定到EDM機床放電加工軸,并按圖紙要求進行三個自由度的定位。并將待加工上模按要求擺位,合模面垂直于機床工作臺并X軸共面。
詳細加工方案如下:
1. 導流電極按尺寸大小制作標準電極,方便批量制作及定位基準控制,以保證多批次加工時電極的一致性,減少石墨消耗量。
2. 制作一電極三維定位工夾具(見 圖:01),以機床電極加工方向為Z軸,可對電極進行Z軸旋轉(zhuǎn),X軸旋轉(zhuǎn),及Y軸旋轉(zhuǎn),從而實現(xiàn)電極任意角度旋轉(zhuǎn)定位。
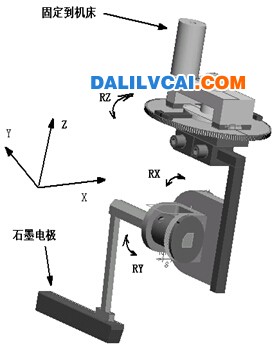
圖1
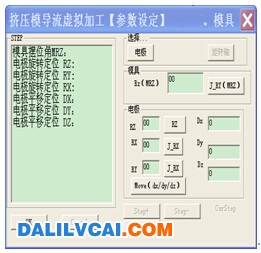
圖2
3. 在3D圖中繪出標準電極(有特殊要求的略加修正),將電極在模具3D圖中進行預擺位,擺位角度與實際加工所需角度對應,并能將加工結(jié)果顯示, 在實際加工前可對多種加工效果進行比對,從中擇優(yōu)使用,并制定相應加工工藝單。從而減少輔助工作占用機床加工時間,提高工作效率。
4. 石墨電極與電極三維定位工夾具連接使用統(tǒng)一接口,方便電極間快速更換。
5. 因使用標準電極三維定位工夾具,可在電極找正臺找正電極,核對相應參數(shù)后,再將電極裝入機臺,按預擺位位置參數(shù)進行加工。
3D圖中導流電極三維定位原理及過程說明(圖3為3D圖中電極擺位示例):
1. 按規(guī)格將標準石墨電極三維圖在3D圖中繪出(特殊的導流需略加修正,但電極定位基準不變),并放到指定起始位置。
2. 用think3 GPL二次開發(fā)電極輔助擺位小工具(見 圖:02),用該工具只需將旋轉(zhuǎn)或移動的數(shù)值填入文本框,按確認后,指定電極便自動移動到數(shù)值指定的位置。若位置不盡合理,只需將數(shù)值修改,再按確認即可。
3. 調(diào)用電極輔助擺位小工具,先將模具按電火花加工位置進行旋轉(zhuǎn)擺位,并記錄旋轉(zhuǎn)參數(shù)[這里需要特別說明的是,為了方便坐標變換,在3D圖中,模具是不動的,只有電極在動,模擬相互位置關(guān)系。為方便制作工藝單,將實際加工中須模具擺位的角度單獨列出]。
4. 再將電極移動到待加工位置,分別繞機床Z軸,三維定位工夾具X軸及Y軸旋轉(zhuǎn)擺位(圖:04為 電極三維定位工夾具旋轉(zhuǎn)Z軸及X軸后效果圖)。
5. 應用布爾運算,顯示加工效果。
6. 將擺位結(jié)果數(shù)據(jù)匯總,按指定格式輸出導流電極加工工藝單。

圖3
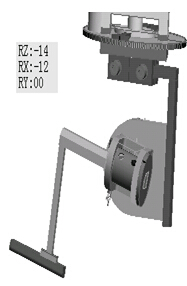
圖4
導流虛擬加工、think3 GPL二次開發(fā)、石墨電極三維定位
該方案使作業(yè)員在加工前即對加工結(jié)果有較明確認知,并可事先安排較為合理的加工工藝,導流加工人員直接按設(shè)定參數(shù)加工,避免過往導流加工經(jīng)驗不足導致質(zhì)量問題和加工效率低下,模具根據(jù)擠壓結(jié)果修正時,將最終加工結(jié)果用3D返求,同時將加工參數(shù)更新,以便下次加工新模直接按最后修正結(jié)果加工,避免對同一型號不同批次模具重復修模。現(xiàn)電極輔助擺位小工具每次只能對單個電極控制,暫多個導流需分次完成,保存前一數(shù)據(jù)后重算。
本方案初步實現(xiàn)鋁型材擠壓模導流加工標準化、數(shù)據(jù)化,一些細節(jié)還需不斷在實踐中進一步完善。
摘要:論述通過think3二次開發(fā)對標準石墨電極進行三維輔助定位,虛擬加工,并制定加工工藝單實現(xiàn)鋁型材擠壓模導流加工標準化、數(shù)據(jù)化。
