
試驗用鋁型材為國內建筑門窗常用的6063鋁合金(化學成份見表1)
表1 6063鋁合金的化學成份

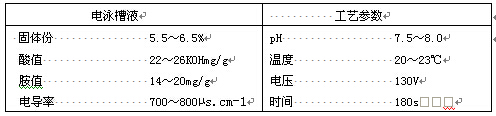
紫銅色電解著色后的電泳工藝,是采用國內當前建筑鋁型材廣泛使用的丙烯酸陽極電泳涂料,詳細工藝條件見表2。
表2 丙烯酸陽極電泳工藝
2.紫銅色電解著色機理和工藝
據資料報道,早在1960年,日本就有利用硫酸銅與硫酸組成的電解溶液進行紫銅色電解著色的先例,典型生產工藝見表3:
表3 日本銅鹽電解著色典型生產工藝[1]

紫銅色電解著色通常采用交流正弦波型著色電源,在電解著色過程中,發生如下電極反應:
在交流正半周:4OH- - 4e = 2H2O + O2 ↑ (1)
在交流負半周:Cu2+ + 2e = Cu (2)
2H+ + 2e = H2↑ (3)
電極反應(3)稱析氫反應,主要發生在著色升壓初期,鋁表面獲得的紫銅色是靠電極反應(2)獲得。一般來說,紫銅色電解著色的著色主鹽是硫酸銅,與其他金屬鹽的電解著色過程一樣,電解著色槽液內的銅離子以單質銅或銅的氧化物形式沉積于作為陰極的鋁陽極氧化膜的微孔中。
紫銅色銅鹽電解著色的優點有:以硫酸銅為主鹽的紫銅色著色槽液穩定性好,無需添加氧化類或還原類物質,因而不存在自身消耗問題,配制槽液、槽液中藥品補加及在生產過程中都可以隨意用干凈的空氣對槽液進行攪拌;對外來雜質也比較不敏感,槽液抗污染能力強;槽液組成比較簡單,廢水處理容易。但遺憾存在如下諸多缺點:
①槽液分散能力差,特別對大規格鋁材著色,斷面上幾個不同著色面因極間距不同,著色后容易出現面與面間的色差,需加入一些導電鹽來改善;
②導電接觸要求高。如綁料稍有松動,或其他部位導電接觸不良,就會出現色差;
③由于銅鹽電解著色在膜孔內所沉積的銅不像鎳和錫那樣總是在孔底,有時卻趨于在陽極氧化膜的孔口[2],由此容易造成后道水洗褪色現象,封孔類紫銅色鋁材也因耐候性和耐蝕性差而不能用作室外建材;
④在后道電泳過程中,膜孔內所沉積的銅很容易溶解而褪色,電泳前需對紫銅色進行保護處理。但經保護處理后的紫銅色氧化膜,因熱塑性進一步降低,在電泳烘烤過程中又更容易引發膜裂現象;
⑤在電泳烘烤過過程中,容易出現褪色與膜裂,需適當減緩升溫速度和降低烘烤溫度;
⑥新配紫銅色著色槽液與使用一段時間后的老槽液,所獲得的色調會存在較大差異。一般來說,在每立方米紫銅色著色槽液生產紫銅色電泳鋁型材產量達3~5噸左右后,紫銅色的色調才趨于穩定;
⑦對鋁基材的金相組織要求高。一旦鋁基材內存在粗晶組織,那么所生產的紫銅色電泳產品所出現的粗晶現象,要比生產其他顏色的電泳產品更為明顯。因此在擠壓生產鋁基材時需嚴格控制好擠壓的出口溫度,一般為500~540℃,并控制好后道淬火與時效的熱處理工藝,陽極氧化前處理宜盡量縮短堿洗時間,最好是單純采用“三合一”酸洗工藝(即將陽極氧化前處理的除油、堿洗和出光三道工序合成一道工序)。
3.引起紫銅色褪色的根源及防止措施
為了使富貴的紫銅色鋁型材能適用于建筑門窗,借鑒用高錳酸鉀電解著色獲得的金黃色,在經過電泳處理后其金黃色的耐候性大大提高的成功經驗,前幾年人們不斷尋找對紫銅色鋁型材亦采用電泳處理的合適工藝。但遺憾發現紫銅色比用高錳酸鉀電解著色獲得的金黃色更難采用電泳處理,原因在于由氧化膜孔內沉積銅獲得的紫銅色,在電泳處理時很容易發生陽極溶解(見如下反應式),從而造成紫銅色完全褪色現象。
Cu–2e = Cu2+ (4)
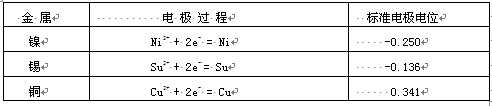
對如何解決紫銅色褪色問題人們已進行了多年的研究。Sato T,Kaminaga K等人[4]解釋錫鹽著色膜比鎳鹽著色膜較容易褪色(即錫比鎳容易發生陽極溶解)現象,認為是錫鹽著色過程對陽極氧化膜阻擋層的損傷較為嚴重,使帶負電荷的電子(e)較容易穿越阻擋層(見圖1B),從而容易發生電極反應(4)。因此我們曾假設在銅鹽電解著色過程中,之所以出現褪色嚴重,是因為銅鹽著色時對陽極氧化膜阻擋層的損傷嚴重所致,從而尋找減輕阻擋層損傷的紫銅色電解著色工藝,但試驗結果均以失敗告終。而比較鎳、錫和銅三種金屬的標準電極電位值(見表4),會得出相反的的結論,顯然,陽極氧化膜孔內沉積的鎳、錫和銅依次在電泳時越容易發生陽極溶解問題,不能單純用它們的標準電極電位值大小來解釋。加之銅鹽電解著色在陽極氧化膜孔內所沉積的銅不像鎳和錫那樣總是在孔底,有時卻趨于在陽極氧化膜的孔口,因此,紫銅色電泳褪色問題應該涉及一些特殊、復雜的電化學現象。
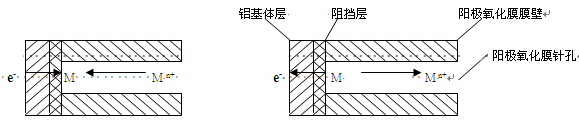
(A)金屬離子陰極沉積 (B)金屬原子陽極溶解
圖1 金屬離子沉積與金屬原子溶解示意圖
表4 鎳、錫和銅三種金屬的電極反應和標準電極電位值
①對紫銅色陽極氧化膜進行半封閉,可采用冷封閉或中溫封閉。但不能對紫銅色陽極氧化膜進行完全封閉,否則在抑制紫銅色電泳褪色時,會嚴重影響電泳過程,阻礙電泳漆膜的形成,且完全封閉的紫銅色陽極氧化膜其熱塑性降低太多,在電泳膜烘烤時不免出現氧化膜破裂現象;
②對紫銅色陽極氧化膜進行鈍化處理,使氧化膜孔內沉積的銅表面形成一層鈍化膜,以阻礙在電泳過程中銅發生陽極溶解;
③同時采取上述兩項防止措施,防褪色效果比單獨一種更穩定一些;
④對紫銅色陽極氧化膜進行80~85℃的高溫熱水處理。等同于①與②的保護措施,但會影響后道的電泳過程,使表面電泳膜性能變壞;
⑤在①或②的基礎上,將電泳前熱水洗溫度控制在70~75℃,熱水洗時間控制在7~10min(較高溫時取上限,較低溫時取下限),則防褪色效果亦比單獨一種更穩定一些;
⑥對紫銅色陽極氧化膜進行二次電解著色(即在紫銅色著色、水洗后,再進行一道第二次電解著色處理)。采用單錫鹽或錫鎳混鹽著色槽液均可,使氧化膜孔內沉積的銅表面受到微量錫與鎳的保護。這種防止措施比較容易獲得穩定的紫銅色,且對抑制烘烤膜裂沒有負面影響,帶入錫鹽或錫鎳混鹽槽內少量的硫酸銅一般不會構成污染,因為通常硫酸銅會被錫鹽或錫鎳混鹽槽液內所存在的還原劑還原成單質銅而沉于槽底;
4.引起紫銅色氧化膜破裂的根源及防止措施
紫銅色鋁型材中鋁基體的熱膨脹系數(a = ΔL/L.ΔT)約為23.2/℃,是紫銅色鋁型材中表面氧化膜的約5倍之大[3],如果對紫銅色氧化膜進行一定封閉或其他方式填充后,則兩者熱膨脹系數的差異會進一步擴大,正是兩者存在較大的熱膨脹系數差異,使得在加熱過程中氧化膜受到共為一體的鋁基體拉應力作用,而當鋁基體的拉應力超過氧化膜的屈服極限后,就會導致氧化膜破裂,因此可以說在紫銅色電泳鋁型材烘烤過程中,引起表面氧化膜破裂的根源是鋁基體與氧化膜的熱膨脹系數差異較大所致。由此看來,防止紫銅色氧化膜破裂要從減小鋁基體的拉應力和提高表面氧化膜塑性兩個方面考慮。如下幾種措施可有效防止紫銅色氧化膜破裂:
①嚴格控制氧化膜厚度。一般來說,較厚的氧化膜通常塑性更差,由烘烤導致膜的裂紋愈深,使得肉眼看來更顯眼,冷卻后亦不易復原,氧化膜厚度宜控制在9~12?m;
②嚴格控制陽極氧化槽液溫度。較低的陽極氧化槽液溫度,使鋁表面獲得的氧化膜熱塑性較差,因而易產生烘烤膜裂,陽極氧化槽液溫度宜控制在20~23℃;
③嚴格控制電泳漆膜厚度。較厚的漆膜需要較長的烘烤時間,對抑制膜裂不利,電泳漆膜厚度宜控制在9~12?m;
④嚴格控制半封閉工藝。在控制好褪色情況下,盡量減弱封閉程度,應控制好封閉工藝參數,封閉速度不宜太快;
⑤適當降低烘烤升溫速度和烘烤溫度。如烘烤時升溫速度越快、溫度越高,則氧化膜所受到鋁基體的拉應力及由拉應力產生的慣性力會愈大,就愈容易超過氧化膜的屈服極限而導致膜裂。一般控制烘烤溫度為160~170℃,烘烤保溫時間為30~40min。最好從室溫或<50℃開始升溫,從<50℃升至170℃宜控制在約60min,烘烤升溫快、溫度高亦易導致紫銅色褪色;
⑥優先選用“二次電解著色法”抑制褪色。該措施不會降低紫銅色氧化膜的熱塑性,是一種既能有效防止褪色又不引發膜裂傾向的雙優措施;
⑦在產品標準要求許可的情況下,適當減薄基材(即鋁基體)厚度,以減小紫銅色電泳鋁型材烘烤時鋁基體對氧化膜的拉應力。
5.結束語
近幾年來,紫銅色電泳鋁型材作為一種新型建筑門窗材料倍受人們青睞。針對紫銅色電泳鋁型材在生產過程中容易出現褪色與膜裂兩大問題,在研究紫銅色電解著色機理與工藝的基礎上,分析了引起褪色與膜裂問題的根源,并提出了相應的防止措施。生產紫銅色電泳鋁型材因存在容易褪色和膜裂兩大問題,需采取相應的一些防止措施,建議:優先選用“二次電解著色法”抑制褪色;需對生產工藝的一些主要參數進行更嚴格的控制,如陽極氧化膜厚度為9~12?m、陽極氧化槽液溫度為20~23℃、電泳漆膜厚度為9~12?m、烘烤溫度為160~170℃,且控制升溫速度≯2℃/min等。生產廠家應該根據各自的實際情況,綜合考慮產品質量與生產成本兩大要素,選擇最合適的紫銅色電泳鋁型材生產工藝。


