
鋁型材氟碳靜電噴涂的油漆是以聚偏二氟乙烯樹脂nCH2CF2烘烤(CH2CF2)n(PVDF)為基料或配金屬鋁粉為色料制成的涂料。氟碳基料的化學結構中以氟/碳化合鍵結合。這種具有短鍵性質的結構與氫離子結合被認為是最穩定最牢固的結合,化學結構上的穩定與牢固使氟碳涂料的物理性質不同于一般涂料。除了在機械性能方面的耐磨性,抗沖擊性具有優良的性能外,特別是在惡劣氣候和環境顯示出長久的抗退色性,抗紫外光性能。六十年代初期開始用于工程塑料,用于導線和電纜,1965年美國Pennwalt化學公司首先將聚偏二氟乙烯作為基料與金屬微粒鋁粉合成建筑用罩面漆,又稱金屬漆,并以Kynar500作為商標。由此世界制造商先后開始使用Kynar500制造出各自的氟碳涂料罩面漆,來滿足高檔建筑室內外鋁材的涂裝,廣泛顏色的選擇,美麗莊重的外觀,及耐久性為世界各地許多宏偉的幕墻建筑增添了光彩。涂料制造商對涂層使用壽命的保證開始為10年、15年發展到能保證20年。正是由于氟碳靜電噴涂鋁型材與其他鋁型材表面處理方法相比在各方面都有明顯的優越性,奠定了氟碳噴涂鋁型材的市場地位。然而,氟碳靜電噴涂鋁型材的高額成本構成對其本身最大的限制。
通過降低溶劑與油漆的比例,來減少氟碳靜電噴涂的原料消耗,是直接有效的降低成本途徑。溶劑主要作用是稀釋油漆,具有較強的揮發性,隨著環境的溫度、濕度、空氣流速等因素的不同揮發的快慢也不同。傳統的氟碳三涂噴涂工藝須使用大量的溶劑(甲苯、二甲苯、BC)來稀釋油漆,降低油漆粘度,以便于噴涂施工。一般環境溫度大于25℃濕度小于60%時,氟碳三涂噴涂工藝底漆粘度一般控制在19-21秒,面漆粘度22-25秒,清漆粘度18-20秒。按照傳統工藝使用底漆、面漆、清漆各50加侖,須加入溶劑100加侖;如果把底漆、面漆、清漆粘度各提高5秒,只須加入70加侖溶劑即可。成本上直接節約30加侖溶劑,另外還減少了30加侖溶劑揮發出的廢氣的排放,實現節能減排,減污增效。
試驗采用高粘度油漆噴涂(底漆面漆清漆粘度各增加5s),試噴一組料(十支方管),還是采用常規噴涂工藝。噴涂工藝常規控制參數見表1:
表1
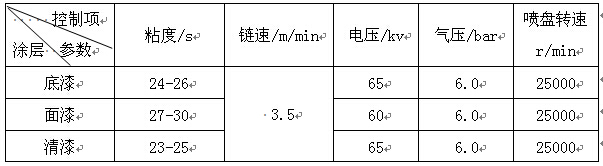

圖1 表面結團

圖2 表面差
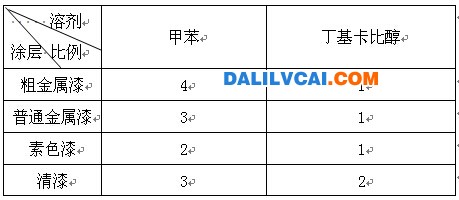
首先是溶劑配比,常規溶劑配比(表2)已不能滿足高粘度油漆噴涂工藝要求,在溶劑減少情況下,油漆溶解程度降低,如何使油漆得到完全溶解是關鍵。由于極性溶劑的溶解力強于非極性溶劑,因此在溶劑配比中增加溶解力強的極性溶劑配比量,可有效提高油漆溶劑程度。逐一調高極性溶劑配比含量,反復試驗,得出最佳溶劑配比(表3)。然后調漆時要充分攪拌,以使油漆充分溶解,避免成品表面結團。
表2

表3
由于極性溶劑的比例增大,直接影響油漆導電性,促使油漆導電性提高。在試驗施工時噴涂電壓要根據型材的形狀適當作降低調整,避免成品出現肥邊或噴涂不均勻現象。
噴盤轉速:由于施工時,油漆粘度增高,油漆的比重會相應增大,沉降效果也會更加明顯,如果噴盤轉速太低,油漆的霧化效果會很差, 油漆在噴涂過程中會沉降跌落,從而油漆的利用率會降低,反而造成浪費,得不償失。所以高粘度油漆噴涂的噴盤轉速要做適當升高調整。這樣,噴涂轉速較高時,沉降的油漆少。
氣壓:油漆是靠氣壓泵的壓縮將油漆從管道輸入到噴槍嘴,高粘度噴涂油漆流動阻力增大,氣壓必須相應增大。
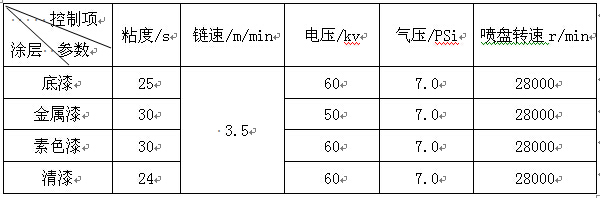
每項工藝參數經過理論分析、推敲及反復試驗,得出最佳工藝控制范圍見表4,
表4(室溫25℃,濕度70%)
通過主要工藝參數的把控,加之技術人員實時監控操作,高粘度油漆噴涂工藝得以初步實施,由于高粘度噴涂帶來的附加技術難關,以及初步施工時的種種不穩定性,使得此工藝的一次性成品率較低。該項工藝諸多方面還有待繼續深化,但是由于其巨大的成本節省空間,高粘度油漆噴涂工藝具有很高的研究意義。
總結:氟碳油漆靜電噴涂作為鋁型材表面處理的主要方式之一,由于其良好的涂層性能、較強的耐候性以及光滑均勻的表面,成為鋁型材市場中不可或缺的重要組成部分。而氟碳噴涂消耗的原漆本身單價較高,再加之需要大量的溶劑配比來保證較低的油漆粘度,氟碳靜電噴涂的高成本一直是行業內需要面對的難題。氟碳原漆作為噴漆工藝的最基本的原料不可或缺,因此降低溶劑的配比成為了氟碳油漆噴涂成本控制的核心。降低溶劑配比即意味著提高現有工藝的氟碳油漆粘度,因此必將誕生新的噴涂工藝。溶劑配比、噴涂電壓、氣壓、噴盤轉速等主要噴漆工藝參數的研究即為我們需要攻克的難關。

