
自從2000年泰諾風公司將歐洲成熟的鋁合金隔熱技術引入國內,隔熱鋁型材在國內的生產史已經有七年多了。隨著國家節能政策的執行力度加大,人民生活、工作舒適性要求提高,節能標準日益完善,節能指標逐漸提高,節能技術的覆蓋面越來越廣泛,作為鋁合金門窗幕墻節能技術的主要運用之一------穿條式隔熱鋁型材,使用量越來越大。但是從近幾年國家相關部門對隔熱鋁型材的抽查情況來看,在其質量方面還是存在一定的問題,特別是室溫縱向抗剪特征值。
在實際加工過程 的操作細節沒有一一累敘。對于在加工過程的常見問題分析和型材設計中應注意的事項,筆者將在《穿條式隔熱鋁型材加工工藝細節分析》中詳細介紹。隔熱鋁門窗幕墻在政府強力推進建筑節能的社會大背景下已成為華北、東北、華東地區的主流門窗幕墻,作為主材料供應商的鋁材生產企業都在隔熱型材的設計、加工方面投入了大量的精力、財力,泰諾風致力于提供產品以外的更細化、深化的技術支持與配合,無私、客觀奉獻在歐洲積累的40年的隔熱鋁型材設計、加工工藝方面的經驗與大家分享。
對于穿條式隔熱鋁型材的質量控制問題,筆者認為應該從系統設計階段、材料選擇階段和加工階段等三個方面來全過程控制,使我們最終生產出來的產品能夠滿足國標GB 5237.6《鋁合金建筑型材 第6部分:隔熱型材》的各項要求。
系統設計階段
在此階段最重要的就是鋁型材槽口和隔熱條頭部的標準化設計(如圖1和圖2所示)。
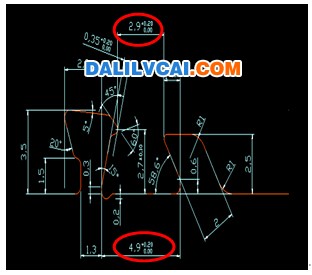
圖1 鋁型材標準槽口尺寸
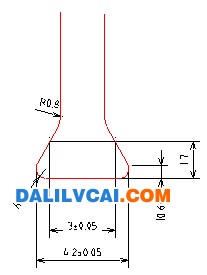
圖2 隔熱條標準頭部尺寸
在鋁型材標準槽口尺寸控制中,槽口上部尺寸(2.9+0.20)mm與下部尺寸(4.9+0.20)mm的控制,是為了與隔熱條配合,從而穿條更順暢;內夾頭的設計是為了隔熱條能夠垂直就位于鋁型材槽口中,在滾壓中起隔熱條的支撐作用;外夾頭的設計是為了在隔熱型材經滾壓后,外夾頭能插進隔熱條內,從而保證隔熱型材的各項機械性能;這些在后面的關于加工工藝的論述中將詳細解釋。
另外在槽口設計中還要注意的是外夾頭處的內倒圓弧角問題,因為在滾壓過程當中,隨著外夾頭插進隔熱條里,外夾頭根部位置是里邊受壓變形,會造成此處材料堆積,這樣就必然要預留位置來堆積這些材料。如果在鋁型材槽口中出現內倒圓弧角缺失的現象(如圖3),在滾壓過程中就勢必會造成外夾頭內跟部位置受壓的鋁材沒有位置堆積,只能向槽口內側突出,如果要使外夾頭同樣程度的插進隔熱條,就必然要增大滾壓力。這樣增大滾壓難度不算,還有可能造成的后果會有兩種:其一是滾壓力過大,使得外夾頭在根部出現斷裂的現象(如圖4所示);其二是堆積在外夾頭根部的鋁材經過一段時間以后,其內應力得到釋放,使得外夾頭不能緊緊的咬合在隔熱條內,從而降低隔熱型材的機械性能,特別是縱向剪切特征值。
圖3 內倒圓弧角缺失現象
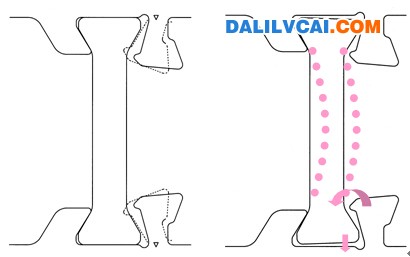
圖4 內倒圓弧角缺式的滾壓模擬情況
隔熱條頭部的標準化設計是為了與型材標準槽口配合,這樣在加工過程當中就能穿條順暢并有利于滾壓。
當然技術力量非常雄厚的公司可以自行開發自己的型材槽口和隔熱條頭部,但這是一個系統工程,在這過程當中要涉及到非常多的問題,比如型材槽口和隔熱條頭部的配合問題、滾壓力控制的問題等等,因此還是要慎重的好!
材料選擇階段
隔熱型材涉及到的材料就兩種:鋁材和隔熱條。
在隔熱條原材料方面,目前國際上公認的隔熱條的原材料配方是基材75%聚酰胺66(俗稱尼龍66,簡稱PA66)和強化物25%玻璃纖維(簡稱GF),即PA66+GF25(如圖5、6所示)。這是因為PA66具有較高的機械性能和耐高溫性能,還可以保證隔熱條的尺寸精度的穩定性;而玻璃纖維可以進一部提高隔熱條的機械性能,使其滿足作為一個結構件的要求。作為基材的PA66與強化物玻璃纖維在經過精密擠壓而生產出來的隔熱條,在強度方面,其橫向抗拉強度≥120N/mm,足夠保證隔熱條在整窗中的各種荷載要求;在外形尺寸精度方面,隔熱條的公差≤0.1mm,保證了隔熱型材的外形尺寸精度和隔熱窗的裝配精度(0.2~0.5mm);在線膨脹系數方面,隔熱條的為2.0~3.5X10-5K-1,與鋁型材的(3.5X10-5K-1)極為相近;在耐候性方面,能夠充分保障正常極限溫度范圍內(-30oC~80oC)的使用要求。如果這兩種材料的任何一項或全部出現了變化或者配比有重大偏差,那么以上的各種優勢就無法保障,這是歐洲30多年的隔熱條發展史所充分證明的。
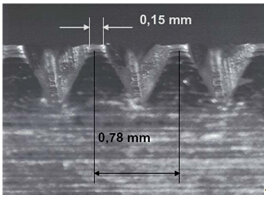
圖5 尼龍66
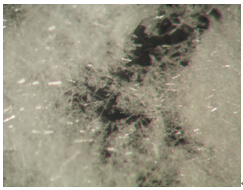
圖6 玻璃纖維
圖7 不同外形尺寸精度的隔熱條裝配情形
所以我們在選擇隔熱條時就應該選擇外形尺寸較好的隔熱條。
在鋁型材方面,我僅談談鋁型材的外型尺寸精度要求。在GB5237.6《鋁合金建筑型材 第6部分:隔熱型材》中對隔熱型材的外形尺寸精度要求是:符合GB 5237.1《鋁合金建筑型材 第1部分:基材》的相關規定。就是說隔熱型材的內、外腔型材和隔熱條這三部分材料的擠壓加上一道復合工序所積累的偏差要等于原本一次擠壓成型的基材,也就是我們常說的“1”=“3+1”。所以鋁型材自身的精度也極為重要。

圖8 鋁型材槽口精度差導致的結果
如圖8所示,鋁型材槽口精度太差,經滾壓后,隔熱條已經開裂了。
加工階段
穿條式隔熱型材的加工工序為開齒——穿條——滾壓。
我們首先來探討下開齒這道工序。
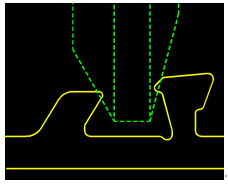
圖9 慕勒設備開齒情形
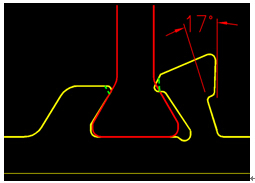
圖10 隔熱鋁型材滾壓后情形
在系統設計階段我們提到過內夾頭的設計是為了隔熱條能夠垂直就位于鋁型材槽口中,在滾壓中起隔熱條的支撐作用;外夾頭的設計是為了在隔熱型材經滾壓后,外夾頭能插進隔熱條內,從而保證隔熱型材的各項機械性能;另外還有就是這樣的設計能夠使隔熱條頭部與型材槽口緊密結合,確保了隔熱條與型材之間的最低限度的水滲漏、空氣滲透的問題。從以上情況和圖10可以看出來,隔熱型材在經過滾壓后,只有外夾頭的齒紋插進了隔熱條內,所以在開齒過程中保證在外夾頭上有深而鋒利的齒紋對經滾壓后的隔熱型材是非常重要的。這樣的話就要使得開齒盤必須定位在夾頭槽口之間略偏外夾頭處(如圖9所示)。
圖11 最佳開齒
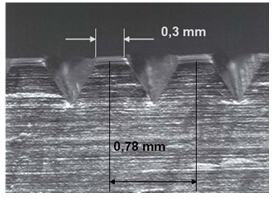
圖12 好的開齒
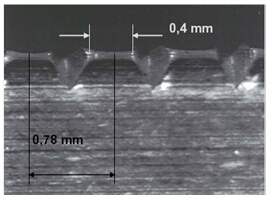
圖13 差的開齒
圖14 沒有開齒
還有就是外夾頭齒紋的鋒利情況,類似圖11和圖12是好的開齒,齒紋深而鋒利,在滾壓過程中,齒紋能夠插進隔熱條內,從而能確保隔熱型材的各項機械性能(特別是縱向剪切特征值),如圖15所示。類似圖13則反之,更不用說圖14了。
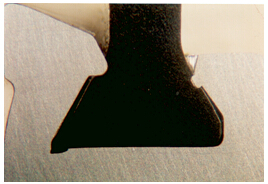
圖15 齒紋插進隔熱條
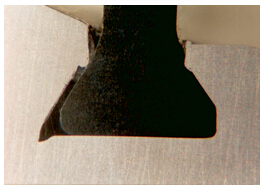
圖16 齒紋沒有插進隔熱條
隔熱鋁型材不同開齒情況在不同狀態下的抗剪性能差別,在這里我們可以看出來,不管怎樣的檢測狀態,開齒質量直接影響到最終隔熱鋁型材的抗剪切特征值,開齒質量越高。抗剪切特征值越高。
總結:穿條式隔熱鋁型材因其美觀大方、易加工、高強度等特性已廣泛使用在隔熱門窗幕墻中。對于它的加工工藝,鋁型材生產廠家各位人士來已是很熟悉,有些還積累了一定的加工經驗,但是對有些剛入門窗幕墻行業的設計人員和房產公司的材料選用技術人員來說并不一定很了解。本文通過簡單介紹穿條式隔熱鋁型材的組合工藝,希望能增強門窗幕墻的設計人員在系統設計中對型材結構工藝性的考慮和房產公司的材料選用人員對影響隔熱型材質量因素的認識。 簡單來說,穿條式隔熱鋁型材就是將兩支預先擠出的鋁材和隔熱條廠家提供的隔熱條,通過復合加工將三者組合成一體的復合型材。因此,除了材料本身的質量外,組合加工的工藝水平是決定隔熱型材質量的重要因素。一般來說,組合工藝是由開齒、穿條、滾壓和檢測四道工序通過專用的設備來完成。 工廠生產隔熱型材(穿條式)時各階段須注意的事項:系統設計階段、材料選擇階段和加工階段等展開,論述穿條式隔熱型材質量控制要素。


