
1、前言
H13模具鋼含有較高含量的碳和釩,耐磨性好,韌性相對有所減弱,具有良好的耐熱性,在較高溫度時具有較好的強度和硬度,高的耐磨性的韌性,優良的綜合力學性能和較高的抗回火穩定性,是目前應用最廣泛和最具代表性的熱作模具鋼。H13模具鋼在使用前經適當的淬火+回火等熱處理,可獲得優良的綜合性能。
擠壓模具工作時直接與高溫錠接觸,同時承受高溫、高壓、劇烈摩擦等作用,工作條件極其惡劣,使模具極易因磨損和疲勞而失效,這將使模具的使用壽命明顯下降。對H13鋼模具進行表面改性處理,是綜合改善模具壽命的關鍵。而采用表面滲氮技術來改善模具材料表面質量是常用的一種低成本、方便實用的處理方法。目前較為常用的氮化方式有氣體滲氮、液體滲氮以及輝光離子滲氮。其中氣體滲氮又有硬氮化與軟氮化之分。
2、氣體硬氮化
2.1、原理
氣體硬氮化,即氣體滲氮,是指在一定溫度下一定介質中是氮原子滲入鋼材表層的化學熱處理工藝,為將其與氣體軟氮化區分開來,又稱之為氣體硬氮化。氣體滲氮時,將工件置于爐內,將NH3氣體直接輸進500~560℃的氮化爐內, NH3氣體在高于480℃時經熱分解如下:
2NH3 →2〔N〕+ 3 H2
分解出的氮原子大部分生成為N2氣體,小部分活性氮原子被工件表面吸收,然后往工件內部擴散。經過一段時間后,工件表面即獲得了一定深度的氮化層。氮化層包括外層的化合層(又稱白亮層)以及與之相鄰的擴散層(又稱暗黑層)。白亮層對磨損起決定作用。
氣體滲氮后,其組織主要為ε相與γ′相,處理不當時易產生ξ相,應盡量避免ξ相的產生。ε相和γ′相硬度高,組成的化合物層(白亮層)結構致密,有良好的耐磨性;ε相具有較高的電極電位,抗腐蝕性能較好;因此提高了工件的耐磨性和耐腐蝕性。基體內,鐵和合金元素(Mo、V、Cr等)與氮有較強的親和力,與氮原子形成許多合金氮化物,顯著提高滲氮層的硬度;且形成的各種氮化物的比容大于鐵,滲氮之后,材料表面形成較大的殘余壓應力,可抵消不分外加拉應力,這樣就顯著提高了鋼的抗高周疲勞性能。
2.2、氮化規律
氣體氮化的主要工藝參數是氮化溫度,氮化時間和氨氣分解率,它們對于滲氮速度,氮化層深度,氮化層硬度以及耐磨性,抗腐蝕性,韌性等有著極大的影響。
當氮化時間和氨氣分解率相同時,隨溫度增加,氮化層增厚,氮化彌散度減少。當溫度升到580℃以上后,表面硬度下降。當氮化溫度降低,氮原子擴散速度減慢,滲層淺,表面硬度較高,脆性較大。氮化溫度一般控制在520-540℃。
氨氣分解率根據溫度的不同,一般控制在20%-60%范圍之內,通常為40%左右。氨氣分解率大于60%,會降低氮化層的硬度和耐磨性;大于70%之后,氮化層深度會急劇下降。
氮化保溫時間則取決于氮化溫度以及對氮化層的深度要求。保溫時間越長,則氮化層越深,但會使滲層硬度下降。
3、氣體軟氮化
3.1、原理
氣體軟氮化,即氣體氮碳共滲,是指以氣體滲氮為主,滲碳為輔的的低溫氮碳共滲。常用介質有50%氨氣+50%吸熱式氣體(Nitemper法);35%-50%氨氣+50-60%放熱式氣體(Nitroc法)和通氨氣時滴注乙醇或甲酰胺等數種。在軟氮化時,由于碳原子在ε相中的溶解度高,軟氮化的表層是碳、氮共同的化合物,這種化合物韌性好且耐磨。
在氣體軟氮化過程中,由于碳原子的溶解度極低,所以很快達到飽和狀態,析出許多超顯微的滲碳體質點。這些滲碳體質點,作為氮化物結晶的核心,促使氮化物的形成。而當表層氮濃度達到一定時便形成ε相,而ε相的碳溶解能力很高,反過來又能加速碳的溶解。
氣體軟氮化后,其組織由ε相,γ′相和含氮的滲碳體Fe3(C,N)所組成,碳會降低氮的擴散速度,所以熱應力和組織應力較硬氮化大,滲層更薄。但同時,由于軟氮化層不存在ξ相,故氮化層韌性比硬氮化后更佳。
本文通過對鋁型材擠壓用的H13模具鋼氣體硬氮化與氣體軟氮化的原理、工藝參數、氮化層組織性能等方面進行對比分析,結果表明氣體硬氮化與氣體軟氮化各有優劣,應采用適合本企業實際情況的氮化方法。H13模具鋼氣體硬氮化和氣體軟氮化后,其硬度和白亮層的差距很小,都能較好地適應鋁型材熱擠壓的工作環境。相較而言,氣體軟氮化的效率更高,但工藝相對復雜,對操作人員的要求也更高。鋁型材生產企業應根據自身需要和實際情況選擇適合本公司的氮化方式。
H13模具鋼含有較高含量的碳和釩,耐磨性好,韌性相對有所減弱,具有良好的耐熱性,在較高溫度時具有較好的強度和硬度,高的耐磨性的韌性,優良的綜合力學性能和較高的抗回火穩定性,是目前應用最廣泛和最具代表性的熱作模具鋼。H13模具鋼在使用前經適當的淬火+回火等熱處理,可獲得優良的綜合性能。
擠壓模具工作時直接與高溫錠接觸,同時承受高溫、高壓、劇烈摩擦等作用,工作條件極其惡劣,使模具極易因磨損和疲勞而失效,這將使模具的使用壽命明顯下降。對H13鋼模具進行表面改性處理,是綜合改善模具壽命的關鍵。而采用表面滲氮技術來改善模具材料表面質量是常用的一種低成本、方便實用的處理方法。目前較為常用的氮化方式有氣體滲氮、液體滲氮以及輝光離子滲氮。其中氣體滲氮又有硬氮化與軟氮化之分。
2、氣體硬氮化
2.1、原理
氣體硬氮化,即氣體滲氮,是指在一定溫度下一定介質中是氮原子滲入鋼材表層的化學熱處理工藝,為將其與氣體軟氮化區分開來,又稱之為氣體硬氮化。氣體滲氮時,將工件置于爐內,將NH3氣體直接輸進500~560℃的氮化爐內, NH3氣體在高于480℃時經熱分解如下:
2NH3 →2〔N〕+ 3 H2
分解出的氮原子大部分生成為N2氣體,小部分活性氮原子被工件表面吸收,然后往工件內部擴散。經過一段時間后,工件表面即獲得了一定深度的氮化層。氮化層包括外層的化合層(又稱白亮層)以及與之相鄰的擴散層(又稱暗黑層)。白亮層對磨損起決定作用。
氣體滲氮后,其組織主要為ε相與γ′相,處理不當時易產生ξ相,應盡量避免ξ相的產生。ε相和γ′相硬度高,組成的化合物層(白亮層)結構致密,有良好的耐磨性;ε相具有較高的電極電位,抗腐蝕性能較好;因此提高了工件的耐磨性和耐腐蝕性。基體內,鐵和合金元素(Mo、V、Cr等)與氮有較強的親和力,與氮原子形成許多合金氮化物,顯著提高滲氮層的硬度;且形成的各種氮化物的比容大于鐵,滲氮之后,材料表面形成較大的殘余壓應力,可抵消不分外加拉應力,這樣就顯著提高了鋼的抗高周疲勞性能。
2.2、氮化規律
氣體氮化的主要工藝參數是氮化溫度,氮化時間和氨氣分解率,它們對于滲氮速度,氮化層深度,氮化層硬度以及耐磨性,抗腐蝕性,韌性等有著極大的影響。
當氮化時間和氨氣分解率相同時,隨溫度增加,氮化層增厚,氮化彌散度減少。當溫度升到580℃以上后,表面硬度下降。當氮化溫度降低,氮原子擴散速度減慢,滲層淺,表面硬度較高,脆性較大。氮化溫度一般控制在520-540℃。
氨氣分解率根據溫度的不同,一般控制在20%-60%范圍之內,通常為40%左右。氨氣分解率大于60%,會降低氮化層的硬度和耐磨性;大于70%之后,氮化層深度會急劇下降。
氮化保溫時間則取決于氮化溫度以及對氮化層的深度要求。保溫時間越長,則氮化層越深,但會使滲層硬度下降。
3、氣體軟氮化
3.1、原理
氣體軟氮化,即氣體氮碳共滲,是指以氣體滲氮為主,滲碳為輔的的低溫氮碳共滲。常用介質有50%氨氣+50%吸熱式氣體(Nitemper法);35%-50%氨氣+50-60%放熱式氣體(Nitroc法)和通氨氣時滴注乙醇或甲酰胺等數種。在軟氮化時,由于碳原子在ε相中的溶解度高,軟氮化的表層是碳、氮共同的化合物,這種化合物韌性好且耐磨。
在氣體軟氮化過程中,由于碳原子的溶解度極低,所以很快達到飽和狀態,析出許多超顯微的滲碳體質點。這些滲碳體質點,作為氮化物結晶的核心,促使氮化物的形成。而當表層氮濃度達到一定時便形成ε相,而ε相的碳溶解能力很高,反過來又能加速碳的溶解。
氣體軟氮化后,其組織由ε相,γ′相和含氮的滲碳體Fe3(C,N)所組成,碳會降低氮的擴散速度,所以熱應力和組織應力較硬氮化大,滲層更薄。但同時,由于軟氮化層不存在ξ相,故氮化層韌性比硬氮化后更佳。
3.2、工藝參數
氣體軟氮化的主要工藝參數為氮化溫度,氮化時間,以及氮化氣氛。
氣體軟氮化溫度常用560-570℃,因該溫度下氮化層硬度最高。氮化時間通常為3-4小時,因為化合物層的硬度在共滲2-3小時達到最高,而隨時間的延長,氮化層深度增加緩慢。氮化氣氛由氨氣分解率和含碳滲劑的滴量速度所決定。
4、對比分析
4.1、試驗內容
取同一批次H13模具鋼共4件,其中2件做氣體硬氮化處理,另外2件做氣體軟氮化處理。
氣體硬氮化采用氮化工藝如下:氮化溫度530±10℃,氮化時間15小時,氨氣分解率25%-30%。試樣編號為1-2號。
氣體軟氮化采用氨氣和甲酰胺為共滲介質,氮化工藝如下:氮化溫度570±10℃,保溫期氨氣分解率控制在25%-30%,甲酰胺滴量為70-80滴/分,保溫時間3-4小時;凈化期氨氣分解率為65-80%,時間1小時。試樣編號為3-4號。
4.2、試驗數據及分析
圖1為所得試樣滲氮層硬度梯度對比。從中可以看出,4件試樣表面硬度以及硬度梯度曲線都較為相近,說明H13模具鋼經氣體硬氮化和氣體軟氮化后滲氮層硬度相差不大。表層硬度達到了1000-1200HV,均能滿足鋁型材熱擠壓的需要。氣體軟氮化硬度曲線更陡的特性未表現出來,可能是測量的滲層深度還不夠的原因。
圖2至圖5依次為1-4號試樣氮化后白亮層的金相顯微圖,可以發現,4件試樣的白亮層厚度差距很小。
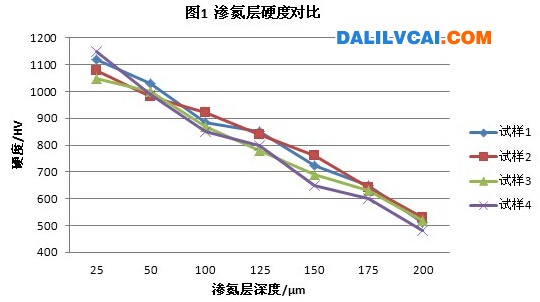
圖2

圖3

圖4

圖5

本文通過對鋁型材擠壓用的H13模具鋼氣體硬氮化與氣體軟氮化的原理、工藝參數、氮化層組織性能等方面進行對比分析,結果表明氣體硬氮化與氣體軟氮化各有優劣,應采用適合本企業實際情況的氮化方法。H13模具鋼氣體硬氮化和氣體軟氮化后,其硬度和白亮層的差距很小,都能較好地適應鋁型材熱擠壓的工作環境。相較而言,氣體軟氮化的效率更高,但工藝相對復雜,對操作人員的要求也更高。鋁型材生產企業應根據自身需要和實際情況選擇適合本公司的氮化方式。

