
一、前言
隨著經濟的發展,人們消費水平的不斷進步,生活的環境也趨于高檔化、環保性,而鋁型材行業也隨著消費者要求不斷提升,新型的門窗幕墻結構不斷顯現,鋁型材的發展市場日趨多樣化。
近年來隨著人們對鋁合金門窗型材隔熱要求越來越高,而鋁合金具有良好的導熱性能,這種物理特性卻又是建筑門窗保溫節能所要避免的,故隔熱型材也應運而生,目前市場上的鋁合金隔熱型材主要為穿條式隔熱型材和澆注式隔熱型材,通過膠條或塑料阻隔內外兩部分鋁合金的熱傳導性,從而有效的提高了建筑鋁型材門窗的保溫節能性能。并以此迅速打入市場,逐漸發展壯大。
二、生產簡要
隨著隔熱鋁型材市場的不斷推廣,廣大用戶的需求也與日俱增,肇慶亞洲鋁廠在多年的生產力里,通過不斷的摸索、嘗試、改進,終于有一套屬于自己的生產管理模式,在這里以亞洲鋁廠穿注膠車間隔熱型材穿條式和斷橋式的生產為實例,扼要概述隔熱型材鋁合金生產工藝控制,以便共同參考學習。
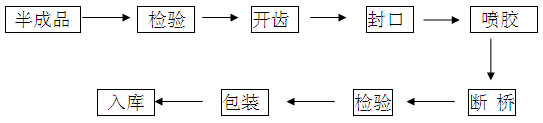
三、工藝流程
1、 穿條式隔熱型材

四、穿條式隔熱型材工藝控制
1、 穿條式隔熱型材原理
穿條式隔熱鋁型材通過開齒、穿條、滾壓等三道工序后,將隔熱條穿入鋁型材的隔熱條槽口內,使鋁型材的內外兩部分連接起來,通過鋁型材牢固咬合的復合方式達到隔熱保溫的效果。
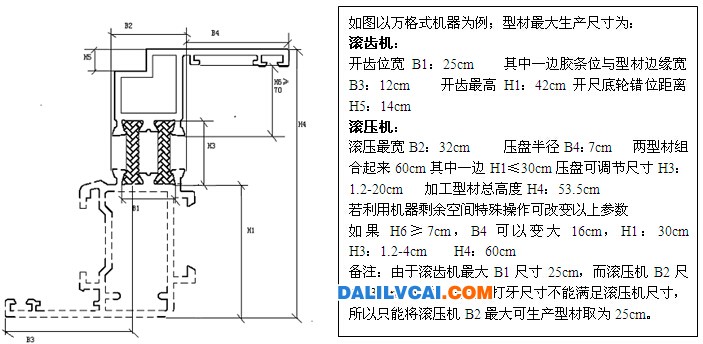
2、 滾齒的目的是使鋁型材卡槽內表面產生相對均勻排列的齒口,除去卡槽內鋁型材在表面處理時形成的涂層,同時加大型材與隔熱條之間剪切時的摩擦力,提高成品剪切力。不同規格型材滾齒時,必須擺放在水平線上,以免滾齒的深度深淺不一,影響剪切力。同時應根據需滾齒的產品用卡尺測量并確認其齒間距離,然后根據材料的齒間距離調整壓齒模具與之相符。再把產品輸入壓齒位置,調整好開齒模具的距離往下壓,使滾齒模具剛好接觸到型材的穿條槽,然后再往下壓0.2-0.4mm,固定好所有限位裝置;實際生產過程中注意固定機械螺桿,以免因機械螺桿松動走位,造成開齒過深或過淺,以致成品性能達不到要求(24N/MM)。生產時應先點動開動滾齒機進行壓齒,并檢查確認壓齒合格后方可正批量壓齒,每種型號都必須先慢后快進行操作;
3、 穿條前必須了解所需膠條的型號、長度、數量,以免用錯膠條導致批量不合格品。穿膠條時必須將膠條拉直并保持與導向杠在同一直線上,確保所剪膠條與所需膠條的長度誤差為±1cm,且在穿條過程中禁止斷條相接。穿條時根據圖紙先把隔熱條穿入比重小的一半產品上,然后再將比重較小的一半產品連同膠條均速輸入另一半產品,不能過快,否則易刮傷隔熱條。穿入后要使隔熱條兩端整齊到位,絕不能縮位或過長,要分品種整齊單層擺放,以備工序滾壓之用,不能疊放以免刮傷產品。
4、 滾壓前先調試滾壓機,調整型材與滾壓機之間的距離,再將型材自然放平,人工輸入滾壓機內至三組壓盤位置,調整壓盤高度使之與滾輪工作點位置相符。慢慢調上壓樣使之輕微接觸產品的程度為止,絕不能過力下壓。然后調整第一組壓盤與開作點接觸后輕微壓緊,調整第三壓盤與工作點接觸后輕微壓緊,調整第二組工作盤使之壓力至390±20(顯示表壓力),調慢輸送速度,慢慢后退至第一組盤后再前進滾壓操作。檢查成品在水平線上的尺寸、彎曲度、剪切力,再重新調整第三組壓盤使之不彎曲,確認合格才批量生產。型材滾壓時端頭易翹起或扭擰,原因主要是三組滾壓輪位置不在同一水平線上,可調節滾壓輪的水平位置;同時也可能是兩支型材本身翹曲現象比較嚴重。大瀝鋁材網
五、澆注式隔熱鋁型材工藝控制
1、 澆注式隔熱鋁型材保溫節能原理
澆注式隔熱鋁型材是把液態隔熱材料注入鋁合金型材隔熱槽內并固化,切除鋁合金型材隔熱槽內的臨時連接橋使之斷開金屬連接,靠液態隔熱材料固化后與鋁型材的粘接力連接內外腔鋁型材,通過隔熱材料將鋁合金型材斷開的兩部分結合在一起的復合方式。
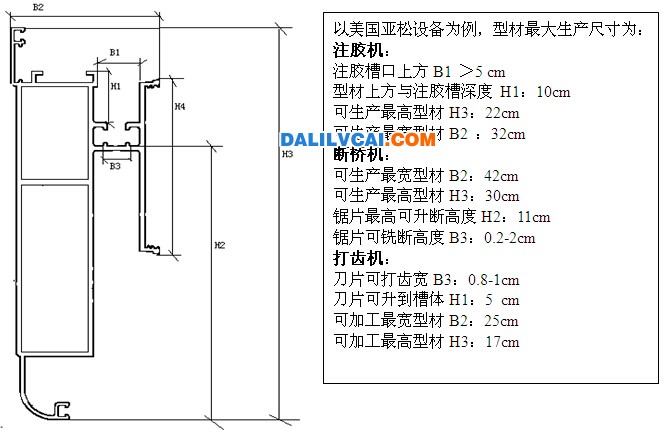
澆注完后若混合物上出現氣泡,則澆注槽中可能存有水分(混合物被水或非常潮濕的空氣污染),應該檢查澆注槽體。從材料罐中取出材料驗證。另澆注完后型材堆放時應保持水平,以免膠水未完全冷卻向低處流動。注膠后冷卻半小時方可斷橋,斷橋時鋸片厚度是最大所需切橋寬度的75%—100%。鋸切必須將鋁型材的臨時橋完全切除,控制切除的隔熱膠深度不超過1mm,切金屬臨時連接橋時,切口避免切口過深。
六、結束語
隨著市場的多樣性,隔熱型材憑其卓越的性能,深受廣大用戶親睞,本文將以穿注膠車間鋁合金隔熱型材生產為實例,扼要概述鋁合金隔熱型材生產工藝控制,生產過程中常見的質量問題。隔熱型材以鋁合金為主,以塑料為型材中間腔體達到隔熱保溫的目的,兼顧了塑料和鋁合金兩種材料的優勢,它除了具有作為建筑型材所具有的特性外,還具有優良的保溫性能和隔聲性能。隨著節能門窗的發展,鋁合金隔熱型材必將在建筑行業中被廣泛的應用,其優良的性能也得到廣大用戶的青睞,在鋁行業將會擁有更好的發展前景。

