
一、前言
1、汽車(chē)天窗導(dǎo)軌鋁型材是汽車(chē)天窗的主要結(jié)構(gòu)部件,其斷面尺寸對(duì)天窗的使用有很大的影響。天窗導(dǎo)軌型材的特點(diǎn)如下:
a.產(chǎn)品形狀結(jié)構(gòu)復(fù)雜,對(duì)稱(chēng)性差,懸臂大,配合尺寸多,壁厚薄(一般為3mm),擠壓難度系數(shù)大。
b.型材的機(jī)械滑槽多,尺寸要求嚴(yán)格,部分?jǐn)嗝娉叽绻畛鰢?guó)家標(biāo)準(zhǔn)GB/T14846超高精級(jí)標(biāo)準(zhǔn)。
c.汽車(chē)天窗導(dǎo)軌型材安裝在天窗系統(tǒng)中,與車(chē)頂相配,屬于功能件。
d.汽車(chē)天窗導(dǎo)軌鋁型材具有一定的抗腐蝕性能,表面要進(jìn)行陽(yáng)極氧化處理。
2、 使用模具的種類(lèi):按產(chǎn)品結(jié)構(gòu),汽車(chē)天窗導(dǎo)軌型材選用導(dǎo)流平面模具和分流組合模進(jìn)行擠壓生產(chǎn)。
a、分流組合模的工作原理
分流組合模采用實(shí)心鑄錠,在鋁材擠壓機(jī)壓力的作用下,金屬在經(jīng)過(guò)分流孔時(shí)被劈成幾股金屬流,匯集于焊合室(模腔),在高溫、高壓、高真空的模腔內(nèi)又重新被焊合,然后通過(guò)模芯與模子所形成的間隙流出,而形成符合一定尺寸要求的空腔閉合型材。
b、導(dǎo)流平面模具工作原理
導(dǎo)流平面模具是由模面和導(dǎo)流板裝配而成的模具,其優(yōu)點(diǎn)是,可以通過(guò)導(dǎo)流板進(jìn)行金屬流量的控制,保證不對(duì)稱(chēng)截面的流量均勻,而產(chǎn)品順利成型,避免了起浪和扭擰等不良。
二、從以下4個(gè)方面對(duì)汽車(chē)天窗導(dǎo)軌型材的尺寸控制進(jìn)行闡述。
1、模具試擠控制
擠壓模具是保證擠壓產(chǎn)品的形狀、尺寸精度和表面質(zhì)量的關(guān)鍵工具,也是提高產(chǎn)品產(chǎn)量、生產(chǎn)效率、成品率、擴(kuò)大品種、降低生產(chǎn)成本的主要因素之一。但是,由于影響模具質(zhì)量的因素很多,盡管設(shè)計(jì)者和制造者在盡力設(shè)計(jì)和制造出完美無(wú)缺,完全符合工藝要求的模具,但要實(shí)現(xiàn)產(chǎn)品的全尺寸合格是十分困難的。因此模具必須試制合格后才能投入生產(chǎn)。在確認(rèn)模具設(shè)計(jì)合理的前提下,擠壓工藝(鋁棒溫度、模具溫度、盛錠筒溫度、擠壓速度)和設(shè)備狀態(tài)穩(wěn)定也是非常重要。而在試模時(shí)必須保證設(shè)備狀態(tài)穩(wěn)定,必須設(shè)定合理的擠壓工藝。
在模具試擠之后,長(zhǎng)料經(jīng)拉直,切頭尾余料,然后在長(zhǎng)料頭、中、尾部取樣,進(jìn)行尺寸檢驗(yàn),確認(rèn)擠壓尺寸的穩(wěn)定性。試模后樣段的檢驗(yàn)判定應(yīng)遵循以下原則:
(1)針對(duì)壁厚實(shí)體尺寸,將其尺寸控制公差允許范圍的中下限 ,因?yàn)槟>咴诮?jīng)過(guò)多次擠壓和工作帶拋光后,擠出件壁厚尺寸會(huì)越做越大,超出公差允許范圍。
(2)針對(duì)空間開(kāi)口尺寸,因其變化較大,必須確認(rèn)頭、中、尾樣段開(kāi)口尺寸是否都在公差范圍內(nèi),且預(yù)留0.05mm的控制余量,如10±0.2,則按10±0.15進(jìn)行判斷。
(3)對(duì)于非壁厚實(shí)體尺寸,盡可能靠近中間值,當(dāng)實(shí)測(cè)尺寸處于上下極限時(shí),暫定合格,通知模具車(chē)間維修。
2、鋁材模具維修控制
(1)修模的基本原理
鋁合金在擠壓過(guò)程中,由于受到擠壓筒壁、模具端面、分流孔、焊合腔、舌頭表面和模孔工作帶表面的強(qiáng)烈摩擦,其流速是極不均勻的,當(dāng)擠壓形狀不對(duì)稱(chēng),各部分尺寸、形狀相差很大的制品時(shí),這種流動(dòng)不均勻性會(huì)顯著增加。為了模孔流出產(chǎn)品輪廓基本平直,就必須力求使產(chǎn)品橫斷面各質(zhì)點(diǎn)或各部分及多孔模的各模孔間的流出速度一致,力求保證產(chǎn)品斷面上的各質(zhì)點(diǎn)同時(shí)流出模孔工作帶,即各質(zhì)點(diǎn)的流動(dòng)應(yīng)力均等。這是模具設(shè)計(jì)和修模的基本原理。
(2)模具維修舉例
因汽車(chē)天窗導(dǎo)軌鋁擠壓型材尺寸變化最大、最難以控制的尺寸是開(kāi)口尺寸和倒邊尺寸,所以維修模具以保證擠出型材的開(kāi)口尺寸和倒邊尺寸合格成為模具維修的重點(diǎn)。以下舉例說(shuō)明:
a. 維修模具保證開(kāi)口尺寸
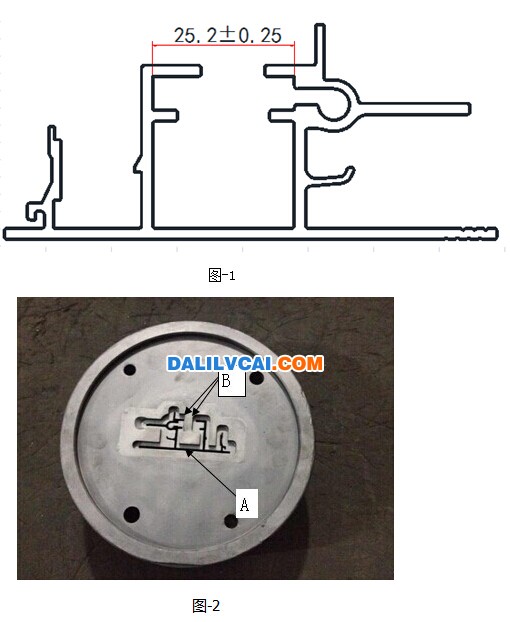
圖-1所示,某天窗導(dǎo)軌鋁型材擠壓件橫斷面。圖-2所示,是該天窗導(dǎo)軌擠壓模具。25.2開(kāi)口尺寸超出控制限,必然是流出斷面的各質(zhì)點(diǎn)應(yīng)力不均等導(dǎo)致,要通過(guò)維修模具,保證其在控制限范圍波動(dòng)。當(dāng)開(kāi)口尺寸超出控制上限,說(shuō)明開(kāi)口處金屬流速過(guò)快,底面金屬流速相對(duì)較慢。可以減小圖-2中A處底面的工作帶長(zhǎng)度、加大底面處的二級(jí)焊合區(qū)域或者在B處加點(diǎn)焊,從而保證開(kāi)口尺寸合格。當(dāng)開(kāi)口尺寸小于控制下限,可以加大B處二級(jí)焊合區(qū)域或在A處進(jìn)行點(diǎn)焊,來(lái)保證開(kāi)口尺寸合格。

3、 現(xiàn)場(chǎng)巡檢控制
(1)汽車(chē)天窗導(dǎo)軌擠壓過(guò)程的壓力變化
鋁合金在擠壓過(guò)程中的塑性流動(dòng)規(guī)律非常重要,它與擠壓制品的組織、性能、表面質(zhì)量、成型狀況和尺寸精確度以及模具設(shè)計(jì)原則等有著十分密切的關(guān)系,可用金屬網(wǎng)格法來(lái)研究擠壓時(shí)的金屬流動(dòng)景象。第一階段為填充擠壓階段,在此階段,擠壓力直線上升至最大值。第二階段為平流擠壓階段,當(dāng)擠壓力達(dá)到突破壓力峰值,金屬開(kāi)始從模孔流出瞬間進(jìn)入這一階段。這一階段,鑄錠的內(nèi)外層金屬基本不發(fā)生交錯(cuò)或反向的紊亂流動(dòng),錠坯在同一橫斷面上的質(zhì)點(diǎn)均以同一速度或保持一定的速度進(jìn)入模孔擠出,擠壓力隨錠坯長(zhǎng)度的減少而下降。
(2)開(kāi)口尺寸和倒邊尺寸的變化規(guī)律
由于在擠壓過(guò)程中,擠壓力由高到低的變化,一般情況下,擠壓長(zhǎng)料頭部的開(kāi)口尺寸大,尾部的開(kāi)口尺寸小于頭部,倒邊尺寸頭部小,尾部大。
(3)現(xiàn)場(chǎng)巡檢
基于以上規(guī)律,質(zhì)檢員在做完取樣首檢后,可根據(jù)以上規(guī)律對(duì)天窗導(dǎo)軌擠壓材進(jìn)行巡檢,可以盡快地判斷出模具的合格與否和擠壓過(guò)程中尺寸超差,盡快卸模,避免擠出過(guò)多不合格品,從而降低成本。

表-1是圖-1天窗導(dǎo)軌型材在擠壓過(guò)程中的變化情況。25.2開(kāi)口尺寸隨著擠壓錠的變化,越做越大,且頭部尺寸大于尾部尺寸。
4、 檢驗(yàn)工具的使用
(1)對(duì)于壁厚和開(kāi)口尺寸,可以用卡尺進(jìn)行測(cè)量的,使用卡尺進(jìn)行測(cè)量。
(2)對(duì)于功能性特性尺寸,使用通規(guī)和止規(guī)進(jìn)行檢測(cè),以通止規(guī)滑動(dòng)順暢為準(zhǔn),一般通規(guī)尺寸大于尺寸控制下限0.015-0.02mm,止規(guī)尺寸小于控制下限0.015-0.02mm。
(3)對(duì)于一些卡尺和通止規(guī)無(wú)法測(cè)量的尺寸,如孔位尺寸,使用投影儀、掃描儀、三坐標(biāo)進(jìn)行測(cè)量。
四、總結(jié)
汽車(chē)天窗導(dǎo)軌鋁型材產(chǎn)品的斷面尺寸精度要求越來(lái)越高,為提高產(chǎn)品生產(chǎn)成品率,降低生產(chǎn)成本,有必要采取一定的措施和方法對(duì)其尺寸的過(guò)程穩(wěn)定性進(jìn)行控制。汽車(chē)天窗導(dǎo)軌鋁型材的尺寸較多,過(guò)程變差較大,我們可以通過(guò)以下方法進(jìn)行控制:
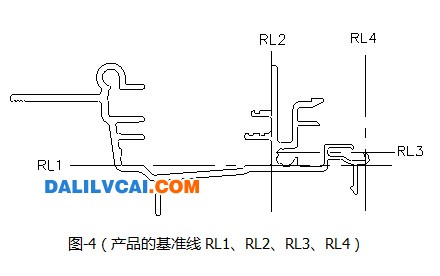
1、 找基準(zhǔn)線,一般分為橫向基準(zhǔn)和縱向基準(zhǔn),按順時(shí)鐘方向?qū)Ω鱾€(gè)尺寸進(jìn)行編號(hào),用特殊符號(hào)識(shí)別出特性尺寸。確定
各個(gè)尺寸的檢測(cè)方法和使用的檢測(cè)工具。
2、 模具試制合格后才能投入生產(chǎn),避免降低良品率。
3、 調(diào)整模具的流量,使得尺寸符合公差要求。
4、 擠壓工藝的穩(wěn)定,保證穩(wěn)定的溫度和速度,防止模具發(fā)生彈性變形,引起尺寸的變化。
5、 擠壓設(shè)備的運(yùn)行穩(wěn)定,擠壓中心線保持一致(即擠壓桿、盛錠筒、模座的中心在一條線上),保證擠壓流量的平穩(wěn),從而保證尺寸的穩(wěn)定。
6、 采取首件、巡檢、尾檢的過(guò)程檢驗(yàn),發(fā)現(xiàn)異常,立即進(jìn)行處理,降低不良品的概率。

