
北京有色金屬研究總院國(guó)家有色金屬?gòu)?fù)合材料工程技術(shù)研究中心的先進(jìn)控制凝固團(tuán)隊(duì),在國(guó)家973、863計(jì)劃和國(guó)際合作項(xiàng)目的持續(xù)支持下,掌握了半固態(tài)金屬凝固過(guò)程的基本原理,發(fā)明了螺旋環(huán)縫式電磁攪拌新技術(shù),解決了鋁合金半固態(tài)成形的核心技術(shù)問題。
將鋁合金材料做成所需要的零件,都有一個(gè)從熔化到成形的過(guò)程,也都有一個(gè)從液態(tài)金屬到固態(tài)鋁合金的轉(zhuǎn)變過(guò)程。上世紀(jì)70年代,人們發(fā)現(xiàn)鋁合金材料從液態(tài)冷卻到固態(tài)過(guò)程中,先有部分固態(tài)從液體中凝固出來(lái),存在著一種半液態(tài)、半固態(tài)共存的過(guò)渡狀態(tài),這種液固共存的鋁合金被稱為半固態(tài)鋁合金。
半固態(tài)鋁合金鍛造
半固態(tài)鋁合金鍛造與半固態(tài)鋁合金觸變壓鑄實(shí)質(zhì)上并無(wú)明顯差別,其主要不同之處在於前者是用半固態(tài)鋁合金屬在鍛造設(shè)備上加工成形。鍛造半固態(tài)鋁合金可以在較低的壓力下進(jìn)行,這使得一些傳統(tǒng)鍛造無(wú)法成形的形狀復(fù)雜構(gòu)件可以在半固態(tài)金屬鍛造方法來(lái)生產(chǎn),其鍛造設(shè)備可分為立式和臥式壓力機(jī)兩種。半固態(tài)鍛造是將加熱到半固態(tài)的坯料,在鍛模中進(jìn)行以壓縮變形為主的模鍛以獲得所需形狀、性能制品的加工方法。半固態(tài)鍛造可以成形變形力較大的高固相率的半固態(tài)材料,并達(dá)到一般鍛造難以達(dá)到的復(fù)雜形狀。而且,可以用於制造用普通鍛造難以成形的許多超合金,有可能用半固態(tài)鍛造技術(shù)制造出特殊材料的耐熱零件。鍛造速度每秒幾百mm到一千多mm,模壓從幾Mpa到十多Mpa,甚至更高。半固態(tài)鍛造零件的總量可從20g~13.6kg,鍛造速率可達(dá)120~360件/分,并能實(shí)現(xiàn)自動(dòng)化。目前,已經(jīng)利用半固態(tài)鍛造技術(shù)進(jìn)行了聯(lián)軸節(jié)、齒輪等機(jī)械零件制造的研究。
半固態(tài)鋁合金擠壓成形
半固態(tài)擠壓成形即將坯料加熱到半固態(tài),然後放入擠壓模腔,用凸模施加壓力,通過(guò)凹模口擠出所需制品。半固態(tài)坯料在擠壓模腔內(nèi)處?kù)睹荛]狀態(tài),流動(dòng)變形的自由度低,內(nèi)部的固相、液相成分不易單獨(dú)流動(dòng),除擠壓開始時(shí)若干液相成分有先行流出的傾向外,在進(jìn)入正常擠壓狀態(tài)後,兩者一起從模口擠出,在長(zhǎng)度方向上得到穩(wěn)定、均一的制品。
其他半固態(tài)鋁合金成形
除了上述半固態(tài)鋁合金成形方法外,還有一些正處?kù)堕_發(fā)狀態(tài)下的半固體金屬成形法:如半固態(tài)壓射成形以及半固態(tài)鑄造和鍛造復(fù)合法等。
半固態(tài)成形件的力學(xué)性能
半固態(tài)坯料具有一定的固液比,和液態(tài)壓鑄相比,具有一定的粘度,所以成形時(shí)可以避免噴濺、紊流以及卷氣等缺點(diǎn);與固體鍛造相比,變形力小,可以節(jié)省能源。所以半固態(tài)金屬成形與傳統(tǒng)的固態(tài)鍛造(軋制)以及液態(tài)壓鑄相比,綜合了這兩種成形方法的優(yōu)點(diǎn):既可以提高力學(xué)性能,也可以成形復(fù)雜的零部件。
半固態(tài)成形件原始態(tài)的力學(xué)性能
由於影響半固態(tài)成形件性能的因素很多,因此各種資料中所報(bào)道的有所差異,但總體來(lái)講,其性能要比一般的成形方法好。
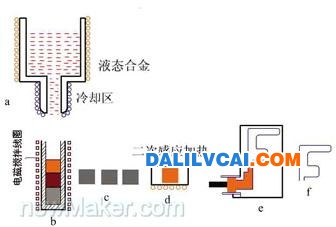
圖為:半固態(tài)化鋁合金加工工藝流程
北京有色金屬研究總院首席專家、教授級(jí)高級(jí)工程師徐駿介紹,半固態(tài)金屬成形技術(shù)從理論上講,可以在鋁、鎂、銅、鋼及金屬基復(fù)合材料等大多數(shù)金屬中獲得應(yīng)用,但是由于各種金屬合金的性質(zhì)不同,在制備半固態(tài)金屬漿料過(guò)程中會(huì)遇到不同的難題。盡管如此,該項(xiàng)技術(shù)作為一種綠色、近終成形的新技術(shù)正在不斷得到推廣應(yīng)用。
采用該方法,可制備出直徑大于300mm的高強(qiáng)鋁合金鑄棒;同時(shí),該技術(shù)已落戶到湖南文昌科技有限公司,建成國(guó)內(nèi)第一家車用耐磨鋁合金零件半固態(tài)專業(yè)化生產(chǎn)企業(yè),產(chǎn)品已經(jīng)替代進(jìn)口,實(shí)現(xiàn)了科技成果向現(xiàn)實(shí)生產(chǎn)力的轉(zhuǎn)化。
目前,該技術(shù)團(tuán)隊(duì)正在利用這項(xiàng)技術(shù)原理,開發(fā)地鐵及動(dòng)車用鋁基復(fù)合材料剎車制動(dòng)盤,該產(chǎn)品目前僅有德國(guó)和日本可以生產(chǎn)。經(jīng)過(guò)攻關(guān),現(xiàn)在該產(chǎn)品已經(jīng)通過(guò)中國(guó)鐵道科學(xué)研究院的考核試驗(yàn),預(yù)計(jì)不久,中國(guó)的地鐵和動(dòng)車將會(huì)裝上國(guó)產(chǎn)的關(guān)鍵部件——制動(dòng)盤。
將鋁合金材料做成所需要的零件,都有一個(gè)從熔化到成形的過(guò)程,也都有一個(gè)從液態(tài)金屬到固態(tài)鋁合金的轉(zhuǎn)變過(guò)程。上世紀(jì)70年代,人們發(fā)現(xiàn)鋁合金材料從液態(tài)冷卻到固態(tài)過(guò)程中,先有部分固態(tài)從液體中凝固出來(lái),存在著一種半液態(tài)、半固態(tài)共存的過(guò)渡狀態(tài),這種液固共存的鋁合金被稱為半固態(tài)鋁合金。
半固態(tài)鋁合金鍛造
半固態(tài)鋁合金鍛造與半固態(tài)鋁合金觸變壓鑄實(shí)質(zhì)上并無(wú)明顯差別,其主要不同之處在於前者是用半固態(tài)鋁合金屬在鍛造設(shè)備上加工成形。鍛造半固態(tài)鋁合金可以在較低的壓力下進(jìn)行,這使得一些傳統(tǒng)鍛造無(wú)法成形的形狀復(fù)雜構(gòu)件可以在半固態(tài)金屬鍛造方法來(lái)生產(chǎn),其鍛造設(shè)備可分為立式和臥式壓力機(jī)兩種。半固態(tài)鍛造是將加熱到半固態(tài)的坯料,在鍛模中進(jìn)行以壓縮變形為主的模鍛以獲得所需形狀、性能制品的加工方法。半固態(tài)鍛造可以成形變形力較大的高固相率的半固態(tài)材料,并達(dá)到一般鍛造難以達(dá)到的復(fù)雜形狀。而且,可以用於制造用普通鍛造難以成形的許多超合金,有可能用半固態(tài)鍛造技術(shù)制造出特殊材料的耐熱零件。鍛造速度每秒幾百mm到一千多mm,模壓從幾Mpa到十多Mpa,甚至更高。半固態(tài)鍛造零件的總量可從20g~13.6kg,鍛造速率可達(dá)120~360件/分,并能實(shí)現(xiàn)自動(dòng)化。目前,已經(jīng)利用半固態(tài)鍛造技術(shù)進(jìn)行了聯(lián)軸節(jié)、齒輪等機(jī)械零件制造的研究。
半固態(tài)鋁合金擠壓成形
半固態(tài)擠壓成形即將坯料加熱到半固態(tài),然後放入擠壓模腔,用凸模施加壓力,通過(guò)凹模口擠出所需制品。半固態(tài)坯料在擠壓模腔內(nèi)處?kù)睹荛]狀態(tài),流動(dòng)變形的自由度低,內(nèi)部的固相、液相成分不易單獨(dú)流動(dòng),除擠壓開始時(shí)若干液相成分有先行流出的傾向外,在進(jìn)入正常擠壓狀態(tài)後,兩者一起從模口擠出,在長(zhǎng)度方向上得到穩(wěn)定、均一的制品。
其他半固態(tài)鋁合金成形
除了上述半固態(tài)鋁合金成形方法外,還有一些正處?kù)堕_發(fā)狀態(tài)下的半固體金屬成形法:如半固態(tài)壓射成形以及半固態(tài)鑄造和鍛造復(fù)合法等。
半固態(tài)成形件的力學(xué)性能
半固態(tài)坯料具有一定的固液比,和液態(tài)壓鑄相比,具有一定的粘度,所以成形時(shí)可以避免噴濺、紊流以及卷氣等缺點(diǎn);與固體鍛造相比,變形力小,可以節(jié)省能源。所以半固態(tài)金屬成形與傳統(tǒng)的固態(tài)鍛造(軋制)以及液態(tài)壓鑄相比,綜合了這兩種成形方法的優(yōu)點(diǎn):既可以提高力學(xué)性能,也可以成形復(fù)雜的零部件。
半固態(tài)成形件原始態(tài)的力學(xué)性能
由於影響半固態(tài)成形件性能的因素很多,因此各種資料中所報(bào)道的有所差異,但總體來(lái)講,其性能要比一般的成形方法好。
圖為:半固態(tài)化鋁合金加工工藝流程
北京有色金屬研究總院首席專家、教授級(jí)高級(jí)工程師徐駿介紹,半固態(tài)金屬成形技術(shù)從理論上講,可以在鋁、鎂、銅、鋼及金屬基復(fù)合材料等大多數(shù)金屬中獲得應(yīng)用,但是由于各種金屬合金的性質(zhì)不同,在制備半固態(tài)金屬漿料過(guò)程中會(huì)遇到不同的難題。盡管如此,該項(xiàng)技術(shù)作為一種綠色、近終成形的新技術(shù)正在不斷得到推廣應(yīng)用。
采用該方法,可制備出直徑大于300mm的高強(qiáng)鋁合金鑄棒;同時(shí),該技術(shù)已落戶到湖南文昌科技有限公司,建成國(guó)內(nèi)第一家車用耐磨鋁合金零件半固態(tài)專業(yè)化生產(chǎn)企業(yè),產(chǎn)品已經(jīng)替代進(jìn)口,實(shí)現(xiàn)了科技成果向現(xiàn)實(shí)生產(chǎn)力的轉(zhuǎn)化。
目前,該技術(shù)團(tuán)隊(duì)正在利用這項(xiàng)技術(shù)原理,開發(fā)地鐵及動(dòng)車用鋁基復(fù)合材料剎車制動(dòng)盤,該產(chǎn)品目前僅有德國(guó)和日本可以生產(chǎn)。經(jīng)過(guò)攻關(guān),現(xiàn)在該產(chǎn)品已經(jīng)通過(guò)中國(guó)鐵道科學(xué)研究院的考核試驗(yàn),預(yù)計(jì)不久,中國(guó)的地鐵和動(dòng)車將會(huì)裝上國(guó)產(chǎn)的關(guān)鍵部件——制動(dòng)盤。

