
目前,鋁型材生產的質量要求隨著市場需求的變化而變得越來越高,尤其是針對國外太陽能光面氧化電泳料的生產,更是達到精益求精的狀態。如何改善生產手段,提高光面氧化電泳料的一次性成品率以及提升其表面質量,是每個氧化生產車間都要面對的問題。在氧化立式生線的生產過程中,氧化電泳經常會有“碰漆”、“漆痕”不良,在日常返工料所占的比例較高。使用合適的夾具及合理裝夾技術可以避免陽極氧化膜層表面出現裝夾印痕或形成空氣袋;防止工件從夾具上脫落或因接觸不良而燒毀工件;不致因工件裝夾過密而影響焦耳熱的散發引起陽極氧化溶液溫度驟然上升,影響持續生產等問題的發生。
現由我司研發人員與某型材生產公司的工藝部門合作,共同設計出一套防撞夾具,通過在實踐應用中逐步完善,在短時間內通過試驗,現已能滿足生產的實際需求,很好地輔助了批量性流水線生產作業,并且進一步完善了整套生產操作及工藝規范流程。
1.高效防撞夾具的結構及使用簡介
氧化立吊式生產線使用的防撞夾具,顧名思義其功能是防止生產過程中的碰撞情況,最初主要是針對立吊式生產電泳料出現“碰漆”不良而開發的夾具,目的是為了減少擦花、碰傷、碰漆等,從而最終實現一次成品率的提高。
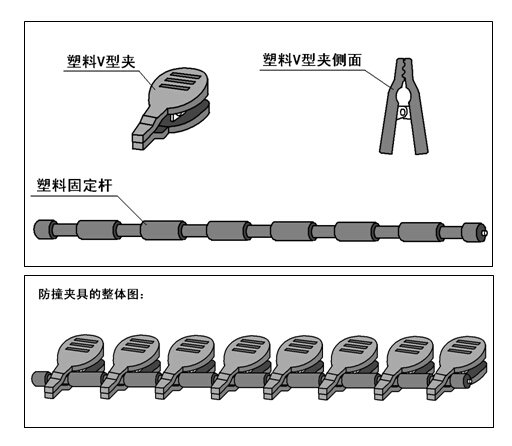
其結構非常簡單,就是若干個小型的V型夾具再加上一根固定桿組成。小V型夾采用先進的注塑設備制作,夾持面使用齒條結構,兩個手持操作面上制作有防滑條紋;中間彈簧結構是整個夾具的核心所在,采用成熟的卷制技術制造而成,夾持性好,使用壽命長;固定桿采用波形槽結構,可以讓夾具均勻分布并保持在不碰撞的狀態(結構簡圖如圖所示)。
基本的操作方法如下:
1)上架方式:只要在上架區完成大梁的夾持工序后,在型材的下端用小V型夾全數夾住即可(個別間隔稍大的型材可示情況夾持);
2)下架方式:一般情況下捉住兩端的夾具,用力并順勢往后便能整套夾具一塊取出,非常方便;
3)夾具的收集:用塑料膠桶進行一般的收集,再從下架轉運到上架。
由此可見,一整套的生產操作都極為方便快捷,
2.高效防撞夾具在生產中的優勢
一般夾具設計之時必須考慮實用性、經濟性、可靠性、藝術性等問題,而高效防撞夾具同樣在各個方面都做了最優化的考慮,因此在生產中的優勢較其他防撞夾更加明顯,具體表現如下:
1)材質性能效果好:耐溫可達攝氏280度;耐濃硫酸、耐強堿,遇強酸堿無有害氣體揮發;
2)使用壽命較長:可循環再用5000次以上(約一年半);
3)工藝優勢較大:提高生產效率并減少返工不良,降低成品浪費;
4)操作性能好:操作手法簡單易執行,減少員工的勞動強度;
5)日常維護保養工作方便:夾具使用到一定程度,表面將有少量殘留物,此時只要用稀酸浸泡后再用清水沖洗即可。
6)可調節性大:面對排布間隔稍大的型材生產時,可以適當定制一些距離不同的固定桿,通過對固定桿距離的調節,可以滿足各種生產廠家的不同生產需求。
3.高效防撞夾具對提高生產效率及一次成品率的實踐分析
立式氧化線生產電泳料的過程中,采用高效防撞夾進行生產,在上架數量上的優勢特別明顯,以某型材生產廠家的實際生產情況為例:原來一排上108支,現在能上168支,原來一槽料上324支,現在能達到504支,多了180支,可以推算出,一槽料比原來的上架數量提升了55%,以氧化立式全自動化連續性規模生產方式來看,這55%的提升是一個很大的成績。
在一次成品率方面作分析,原來傳統立吊式生產時,經常出現碰漆不良,該類不良品可返工處理,但返工難度稍大,從而提高了生產成本的消耗,直接影響成品率,據該合作生產廠家的統計數據:碰漆不良率最高達4%,其中返工報廢約0.15%;采用高效防撞夾生產后,已基本杜絕了碰漆的出現,而對擦花不良也有一定的改善,大大改進了工藝水平,減少了返工損耗。
4.高效防撞夾具使用注意事項及推廣性
4.1高效防撞夾具在使用過程中應注意的細節有以下幾點:
1)注重保養工作:為了提高生產質量及穩定性,防止夾具殘留物粘付在型材表面或對槽液造成污染,應定期對防撞夾具進行清洗;
2)回收利用工作:在夾具循環使用的過程中,對不良損壞的夾具應及時更換,以免影響防撞效果;
3)及時打撈工作:針對槽組生產區域,對發現夾具異常脫落的情況,最好進行及時的打撈,以免產生其他不良影響;
4)生產工藝協調:在生產投入量的提升上,防撞夾具的效果明顯,但一定要保證在生產工藝范圍內進行生產,即要優先考慮:上架面積、電流電壓、設備負載等因素,結合實際,制定相關的工藝規定,保障防撞夾具生產時的實用性、安全性。
4.2高效防撞夾具有良好的推廣性:
雖然高效防撞夾具是為電泳料生產而開發的專用型夾具,但在防撞性方面,它的適用性還是比較強的,在生產非電泳料的鋁型材時,同樣可以推廣使用,對防止料與料之間碰撞的擦花有良好效果;對個別要求較高的樣板料、試驗料的生產,可以使用防撞夾提高生產穩定性;針對排布不太規則的生產情況,可示訂單的量,進行固定桿的調整制作,小夾具本身可通用。
夾具安裝使用注意事項
1 大批量小件的裝夾 批量大的小件經設計者 同意可由化學法氧化處理, 可氧化成帶色的或無色 的, 如工件無大的帄面也可采取捆式陽極化, 方法 堿、污物在陽極化過程中會溢出來, 在孔壁上方形成 一道下寬上尖的暗黑印痕, 嚴重影響外觀質量。
2深凹件的裝夾 深凹件裝夾時要考慮方向, 要為陽極化時深凹部位產生的氣體能得到自由排放 創造條件。
3 陽極化后尚需不同處理件的裝夾 不染色或 需染不同顏色的工件裝夾時都必須分別裝夾, 否則 因所需陽極化時間的不同而引起麻煩。
4 大面積件的裝夾 大面積件或一只夾具夾多 件較大面積件時都要估計到夾具主桿所允許通過電 流強度的能力, 否則夾具會發熱、燒紅, 在液位交界 處由于氧化膜的溶解速度快于氧化膜的形成速度而 被溶斷。 是: 取 500 mm ×500 mm 塑料紗窗布一塊, 工件撒 在上面, 放上二根鋁質導線, 然后卷起來緊扎后即可 進行陽極化處理。這種處理方法效果也很好, 能大大 的提高工作效率。
5 盲孔件的裝夾 盲孔件陽極化前除必須甩去 孔內的積液之外, 還要考慮到盲孔的朝向, 孔眼以朝 上為宜, 否則陽極化時有可能因盲孔內尚存殘留酸、
結束語
本文主要闡述鋁型材氧化生產線的立吊式防撞夾的使用效果及工藝應用情況,具體包括:立吊式生產線高效防撞夾的設計使用范圍的探討,工藝相對應的一些改良及配套規范,防撞夾的使用效果、數據分析以及生產推廣性等。
隨著國內市場良好的經濟發展態勢,人民生活水平的不斷提高,使他們對生活品位的追求必然提升,而鋁型材產品的應用越來越廣泛,使得關注型材生產質量的重視度也將越來越高。因此,對一家優秀的鋁型材生產企業而言,其競爭力將通過型材表面質量上的優勢得到更大的體現。而優質鋁型材的生產,其相應的輔助生產工具的出現與發展也是必然的,如何在今后的發展形勢下繼續拓展鋪助夾具的性能,提高生產企業的生產潛力是輔助工具制作企業的責任。希望我司在日后的工作中,能與更多的型材生產企業進行合作交流,為我國的鋁型材發展貢獻自己的一分力量。


