
1.前言
本文介紹氧化膜開裂的三種檢測方法:直接目視法、手電筒輔助目視法和硫酸銅溶液顯色法,并敘述三種方法的檢測要點和應用范圍。
根據GB5237.2標準修訂的試驗項目《磷酸溶液測試鋁及鋁合金陽極氧化膜封孔質量—電動勢法》,用北京有色院生產的耐蝕儀對氧化膜進行耐蝕性能試驗提出建議。
2.氧化膜開裂的三種檢測方法簡述
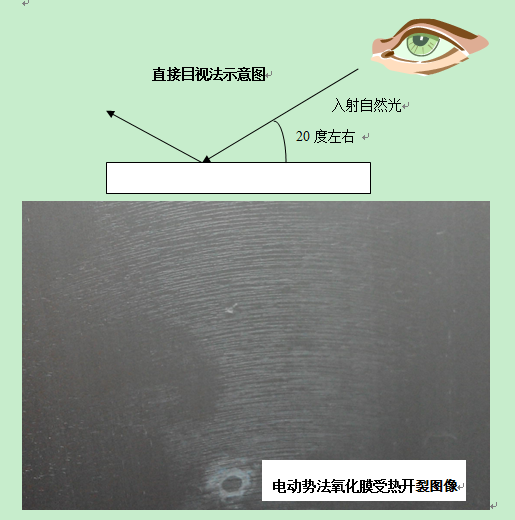
2.1直接目視法是通過肉眼直接觀察氧化膜是否出現裂紋,見下圖。
檢查的要點是在非直射光線下,順著光觀察氧化膜,距離為20厘米左右,角度為20度左右。建議盡可能旋轉試樣從多個角度進行觀察,以避免對不明顯裂紋的漏判。
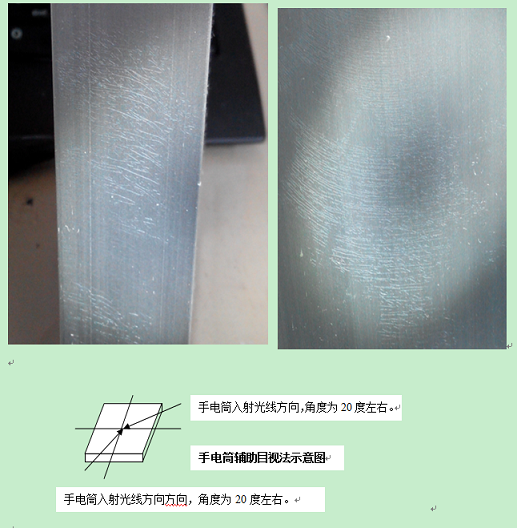
2.2手電筒輔助目視法是借助LED手電筒從不同方向照射氧化膜,角度為20度左右。以光線入射方向與氧化膜裂紋方向垂直時最為清晰。見下圖
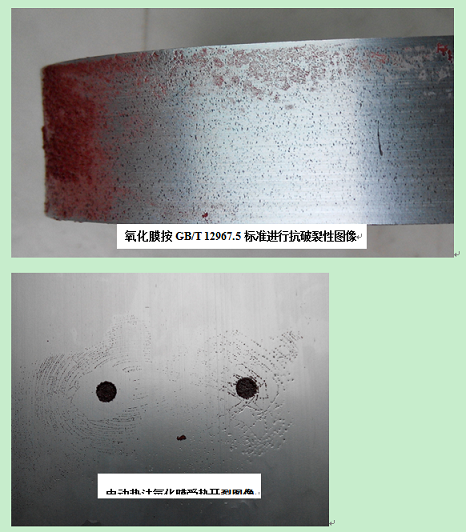
2.3硫酸銅溶液顯色法是按GBT12967.5-2013《鋁及鋁合金陽極氧化膜檢測方法第5部分:用變形法評定陽極氧化膜的抗破裂性》,用CuSO4?5H2O 20克、HCl ρ=1.18g/ml 20ml(均為分析純),定容于1000ml容量瓶中,搖勻。將氧化膜浸泡5分鐘,如有裂紋則在氧化膜表面顯現棕色紋路。見下圖
3.三種方法的應用范圍
3.1直接目視法受人眼的視力、現場型材的放置及角度的影響,不易觀察出氧化膜裂紋,不是一種很準確的方法,容易產生漏判。
3.2手電筒輔助目視法可以方便、快捷、準確地判定是否產生氧化膜裂紋,便于現場環境下檢查,是三種方法中予以推薦的方法。
3.3硫酸銅顯色法是實驗室條件下的一種檢查方法,對于產生細小裂紋有較好的檢查效果。
4.應用
4.1我司在GB5237.2標準修訂過程中承擔了《磷酸溶液測試鋁及鋁合金陽極氧化膜封孔質量——電動勢法》試驗項目,試驗目的是通過硝酸預浸磷鉻酸法與電動勢法的試驗結果對比,探討電動勢法替代硝酸預浸磷鉻酸法的可行性。
試驗原理是用電動勢法檢驗陽極氧化膜的封孔質量:采用北京有色金屬研究總院研制的耐蝕性試驗儀,將試板預熱至規定溫度(80℃、70℃、60℃),倒入一定濃度的磷酸溶液,開始計時,至試板與金屬容器之間產生大于1mV的電動勢時,停止計時,將該持續時間作為陽極氧化膜封孔質量的評定結果。
在試驗過程中,我司先選用80℃的溫度,試驗數據很不穩定,出現了相同的型材的相同面第一個點96.5秒,第二個點就只有2秒的現象,從目視觀察就可以發現其表面出現明顯的氧化膜裂紋。在第二個點時因氧化膜已開裂,在很短時間內就將氧化膜腐蝕穿,達到1mV。在復查已試驗完的試樣,多數已有氧化膜裂紋。
|
氧化型材封孔失重與耐磷酸比對試驗記錄 |
|||||||
|
型號 |
表面 |
封孔失重 |
溫度 |
耐蝕時間(s) |
|||
|
面1 |
面2 |
面3 |
面4 |
||||
|
DQ5506 |
砂面 |
16 |
80 |
6.2 |
38 |
|
|
|
140A05 |
砂面 |
25 |
80 |
102 |
87 |
|
|
|
90*25 |
銀白 |
22 |
80 |
37.2 |
10.5 |
12.5 |
60 |
|
46.2 |
|
|
70 |
||||
|
HX12B |
砂面 |
18 |
80 |
35 |
26.2 |
12.2 |
|
|
23 |
|
15 |
|
||||
|
C30*20 |
銀白 |
20 |
80 |
96.5 |
0.5 |
|
|
|
2 |
0.5 |
|
|
4.2既然氧化膜受熱會產生裂紋影響試驗結果,需選擇適當的試驗溫度才能達到試驗數據的具有重現性和穩定性。故首先要了解氧化膜在受熱情況下開裂的基本性能指標,根據我司參加的《鋁型材陽極氧化膜耐高溫試驗》的數據如下表:
|
鋁型材陽極氧化膜耐高溫試驗數據記錄表 |
|||||||
|
試 驗 溫 度 樣 品 規 格 |
55℃ |
61℃ |
67℃ |
73℃ |
79℃ |
85℃ |
|
|
廠家編碼 |
膜厚級別 |
||||||
|
8-4-4 |
AA10 |
未裂 |
未裂 |
未裂 |
裂 |
||
|
AA15 |
未裂 |
未裂 |
裂 |
||||
|
AA20 |
裂 |
||||||
|
AA25 |
未裂 |
裂 |
|||||
|
8-4-7 |
AA10 |
未裂 |
未裂 |
裂 |
|||
|
AA15 |
未裂 |
裂 |
|||||
|
8-4-11 |
AA20 |
未裂 |
未裂 |
裂 |
|||
|
AA25 |
未裂 |
未裂 |
未裂 |
未裂 |
未裂 |
未裂 |
|
|
8-4-17 |
AA10 |
未裂 |
未裂 |
未裂 |
裂 |
||
|
AA25 |
未裂 |
裂 |
|||||
|
8-4-18 |
AA10 |
未裂 |
未裂 |
未裂 |
裂 |
||
|
AA15 |
未裂 |
未裂 |
裂 |
||||
|
AA20 |
未裂 |
裂 |
|||||
|
AA25 |
未裂 |
裂 |
|||||
|
8-4-22 |
AA10 |
未裂 |
裂 |
||||
|
AA15 |
未裂 |
裂 |
|||||
|
AA20 |
裂 |
||||||
|
AA25 |
裂 |
試驗是氧化型材在每個溫度下保溫30分鐘后用手電筒輔助目視法檢查,上述型材的封孔工藝為室溫封孔及60℃中溫封孔。
從上表可以看出,氧化膜的熱裂性能不好,受熱后易產生開裂現象,并且隨著膜厚的增加性能呈不斷下降趨勢。所以試驗時的溫度不能一概而論,需針對每種不同膜厚的氧化膜的選用不同的試驗溫度。AA10的膜厚一般在60℃時不會開裂,AA15的膜厚一般在55℃時不會開裂,AA20的膜厚一般在55℃時會開裂。
5.結論及建議
本文介紹三種鋁型材氧化膜開裂的檢測方法:直接目視法、手電筒輔助目視法和硫酸銅溶液顯色法并對《磷酸溶液測試鋁及鋁合金陽極氧化膜封孔質量——電動勢法》試驗項目提出建議。
5.1手電筒輔助目視法是一種檢查氧化膜是否產生裂紋的較好方法。
5.2在《磷酸溶液測試鋁及鋁合金陽極氧化膜封孔質量——電動勢法》試驗中對試驗溫度的選擇應選擇較低溫度,并對不同膜厚的氧化膜選用不同的試驗溫度。在試驗前后均需檢查氧化膜表面,確定其是否開裂,如果有開裂現象則該個試驗結果無效。
5.3目前對氧化膜的耐高溫性能還沒有具體的規定,希望能在行業內加強此項目的研究,給出具體指標。

