
1 前言
鋁型材因具有質量輕、比強度高、蘊藏量大、外形美觀、耐腐蝕性、耐候性好等特點,被建筑、交通、航天、通訊設備、運動器械、家居裝飾等行業廣泛采用。同時鋁合金產業是世界各國的重點發展領域,其發展速度僅次于鋼鐵且遠高于其他金屬材料。鋁型材制品質量的高低取決于擠壓設備、擠壓模具的質量。模具設計制造作為鋁型材生產的重要環節,它的優劣直接影響擠壓型材的性能、外觀甚至生產的成敗。然而,傳統的擠壓模具設計主要依靠經驗和類比設計的方法,其參數的采用往往與模具設計者的工作經驗以及技術水平密切關聯。同時,鋁型材截面復雜多樣,難以保證設計的模具能均勻擠出坯料。往往生產出來的坯料出現扭曲、波浪、裂紋等現象,導致模具反復返工,試模。傳統設計流程一般按照“設計、制造、試模、反復修模、改模、調整擠壓工藝參數”的流程重復進行才能達到理想的效果。這樣不僅嚴重影響了生產效率,而且會造成人員、物料的大量浪費。
計算機技術的應用,可有效減少試模次數,縮短設計開發周期。隨著有限元數值模擬技術在擠壓鋁型材制造的應用,將把擠壓模具的設計制造領進了一個新的發展階段。這種基于有限元模擬技術的基礎上的技術,具有多方面的優勢:在模具初始設計后,可以在計算機上進行仿真試模代替現實試模,降低模具設計開發成本;大幅度縮短設計開發周期;為設計人員提供可靠的數據結果,給設計者優化設計模具提供系統的數據依據;更有利于設計知識的積累。近年來,許多國家都對鋁型材擠壓力學理論和數值模擬技術進行了研究,在設計模具提供科學性依據和指導模具生產方面,取得了一定的成果。
2 國內外擠壓模具仿真模擬的情況
對鋁型材擠壓進行仿真模擬,可以預先得出擠壓模具實際擠壓過程中出現的問題,及早優化設計擠壓模具結構,調整有關工藝參數等解決方案。國內外學者都在此方面做了很多研究,取得了顯著的成果。韓國學者HyunWooShin等早在1993年對非軸對稱擠壓進行了有限元分析,利用二維剛塑性有限元方法結合厚板理論將三維問題進行了簡化,對整個擠壓過程進行了不失準確的數值模擬,同時也減少了計算量[1]。
在二次開發方面,國內的一些研究也值得關注。深圳大學的李積彬[2]用C語言編寫了鋁型材擠壓模具參數設計的程序,以流程圖的形式引導擠壓模具的設計過程;以人機交互的形式實現擠壓模具參數優化設計。江蘇戚墅堰機車車輛工藝研究所的盛偉[3]等用Ansys軟件進行金屬塑性成形過程模擬軟件的二次開發,并應用該軟件對鍛件塑性成形過程進行了模擬,為提高鍛件質量、預測金屬成形中的缺陷、制定合理工藝提供了理論依據。
對于變形模擬的研究,國內專家取得了不少的成果。于滬平、彭穎紅[4]等在《平流分流焊合模成型過程的數值模擬》一文中采用塑性模擬軟件Deform,對平面分流模具進行了仿真分析,從而得出應力、溫度和流速的分布和變化。劉漢武、于樺[5]等在《鋁型材擠壓分流組合模有限元分析和計算》中利用Ansys有限元分析軟件進行有限元分析計算,得出原模具設計中不易發現的結構缺陷。
近年來,越來越多企業投身于擠壓模具數字模擬技術的研究應用。采用HyperXtrude等的仿真模擬軟件進行模具仿真模擬。HyperXtrude作為專業的鋁型材仿真軟件,是Altair公司旗下Hyperworks下的一個模塊。HyperXtrude能夠實現鋁型材擠壓過程中的穩態變形分析、瞬態變形分析、壓余長度預測、焊合長度預測、正反向擠壓模擬、擠壓模具優化等多種分析。
3 利用有限元仿真軟件進行優化設計的過程
進行有限元仿真模擬是利用基于流體力學和結構力學的有限元分析軟件,對設計出來的模具三維模型進行有限元分析,研究金屬流動規律以及模具和擠壓加工過程中各質點各時刻的應力場、應變場、流變速度場等的動態數據,而且可對擠壓模具的受力和溫度變化進行動態分析,由此可為擠壓工藝的制定和擠壓模具結構進行有效優化。以下將以HyperXtrude軟件為例介紹有限元仿真軟件進行優化設計的過程。
3.1 分析結果
根據模具初步設計方案,模具設計二維圖如圖1所示,在三維建模軟件Solidworks中建立三維模型。將其導入有限元分析軟件HyperXtrude中,如圖2所示,進行網格劃分,并加入具體的擠壓工藝參數:材料為6061鋁合金圓棒;擠壓筒直徑258mm;鋁錠預熱溫度490℃;擠壓筒溫度35℃;模具溫度490℃;擠壓機推頭流速10mm/s,提交計算,可得到如下結果,結果顯示:

圖1 模具設計二維圖
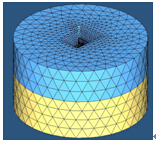
圖2 擠壓模具三維幾何模型
(1)型材速度和變形模擬分析:整體流速不平衡,相差較大,圖3顯示, 型材左側的流速慢,右側流速較快 ,最快速度為圖3中 。且最快與最慢兩者相差177.3 mm/s,所以料頭向左側彎曲。
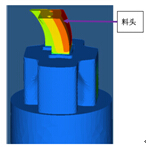
圖3 鋁型材擠出圖
(2)工作帶位置型材流速和變形分析:圖4是工作帶位置的型材流速情況。結果顯示, 型材右邊比左邊快,且差距較大,上邊比下邊稍稍快。這將導致料頭擠出時,分別向慢的兩個方向彎曲。
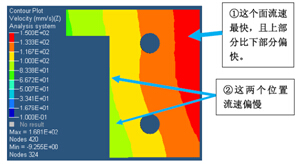
圖4 工作帶部分材料流速分析圖
(3)分流孔流速分析:如圖5所示上、下兩個分流孔流速較快。其中,上面分流孔流速最快,中間橋位處流速非常慢。圖6所示的料頭顯示,上下分流孔對應的部分流速較快,兩個分流孔之間的橋位流速較慢。模擬分析結構與料頭結構一致。
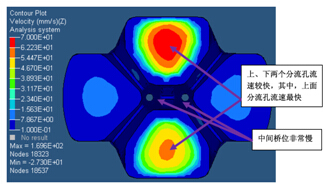
圖5 分流孔部分材料流速分析圖

圖6 料頭示意圖
(4)型材流速和實際變形分析對照:圖8試模料頭顯示型材向左側彎曲,其彎曲變形趨勢與模擬結果圖7一致。
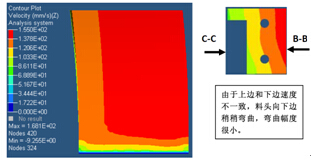
圖7 A-A方向料頭流速分布和變形圖(向左邊彎曲,且幅度較大)

圖8 從A-A視圖方向看過去的料頭(向左邊彎曲,且幅度較大)
(5)鋁型材流速和實際變形分析對照:
圖10試模結果,C-C視圖顯示,從C-C方向看過去,型材向右邊彎曲;
圖9模擬結果,B-B視圖顯示,從B-B方向看過去,型材向左邊彎曲;C-C 視圖和B-B視圖方向剛好相反,顯示的彎曲方向也相反。表明模擬結果和試模結果是一致的。
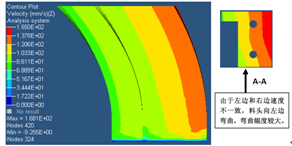
圖9 B-B 料頭流速分布和變形圖 (向左邊稍微彎曲)

圖10 從C-C 視圖方向看過去的料頭(向右邊稍微彎曲)
3.2 根據模擬結果進行優化設計
根據以上結果進行綜合分析結果對初始設計方案進行修改。對二級導流(二級導流二維圖如下圖11所示)進行優化修改,如下圖12所示:
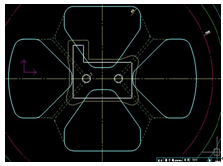
圖11 模具二級二維圖
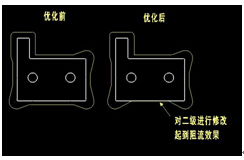
圖12 鋁型材擠壓模具優化設計示意圖
3.3 優化結果分析
根據優化好的設計加工模具,并上機試模,通過跟蹤發現,根據后續跟進,優化后模具生產出的型材得到優化,料頭較為平整。
從實際生產中可以找到很多型材,未優化的時,大多出現料頭不平,單孔中快慢相差大、多孔出料速度差距較大等缺陷,如圖13所示。由此可見使用有限元軟件進行優化設計是有有必要的。

圖13 未經優化產出的料頭
4 結論
討論了國內外鋁型材擠壓模具仿真模擬設計的情況,并以HyperXtrude軟件為例子詳述利用有限元仿真軟件進行優化設計的過程,同時驗證了有限元分析在擠壓模具優化設計中的應用的必要性。為擠壓模具設計及工藝優化提供依據。
(1)利用HyperXtrude平臺能夠有效地對擠壓過程進行仿真模擬,可節省大量設計時間,模擬結果對實際生產具有很高的參考價值。
(2)運用有限元分析軟件對擠壓過程進行模擬,可有效減少試模次數,發現憑借經驗難以發現的結構缺陷,從而降低企業成本,提高型材質量。


