
1 概述
近年來,隨著我國鋁加工技術的發(fā)展,鋁型材的應用越來越廣泛,結構也趨于大型化和復雜化,驗收要求也愈發(fā)的嚴格。模具設計是鋁型材生產的最主要環(huán)節(jié),而模具的成功與否很大程度依賴設計者的經驗,而且還要經過試模來驗證模具設計的合理性。當模具在試模過程出現與設計者預期不一致的時候,只能對模具修改再進行試模。而利用計算機仿真技術可以達到縮短設計周期,減少試模次數的目的。本文針對一截面較復雜的鋁型材模具,采用Altair公司的HyperXtrude專業(yè)鋁型材仿真軟件,分析了該模具在擠壓過程中可能會遇到的問題,并根據結果對模具做對應的修改。
2 鋁型材實例分析
下圖所示鋁型材是需要做模擬的鋁型材截面,從圖1中可以看出該類鋁型材截面的懸臂較多,兩個空心之間連接的橫邊較長且壁厚不均,在擠壓時容易引起大面不平、偏壁、開收口等一系列缺陷,嚴重的會產生起波浪不成型的情況,這樣就在模具設計上帶來一定的難度,之前幾套外廠模具均試模8到9次并經過修模工反復修模才合格。
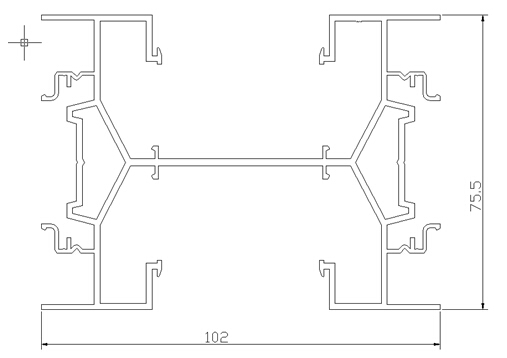
圖1 鋁型材截面
3 設計方案與仿真模型的建立
鑒于以上幾個因素,設計人員結合自身的經驗,得出以下設計方案,如圖2所示(圖3為該模具的三維模型):
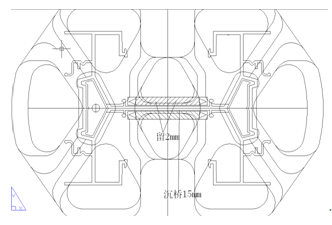
圖2 鋁型材擠壓模具設計方案
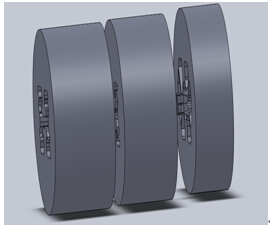
圖3 鋁型材擠壓模具設計三維模型

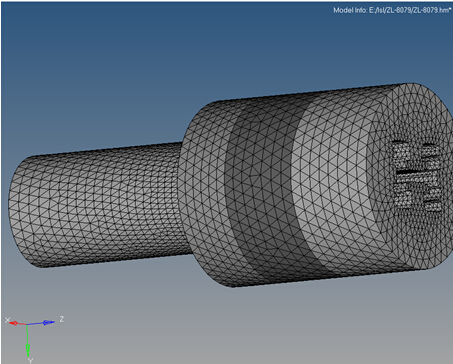
圖4 仿真分析模型
4 仿真模擬結果及結果分析
使用HyperXtrude軟件進行仿真分析后得到的結果如下:
A.速度云圖
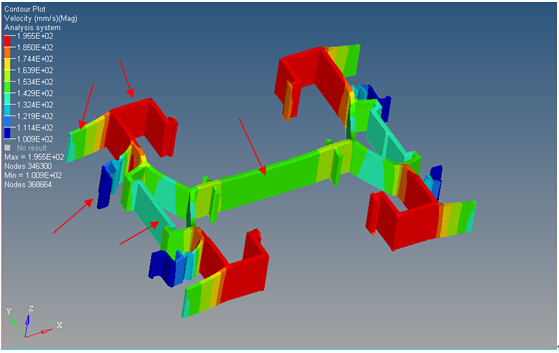
圖5 擠壓速度云圖
B.小模芯橫向(X方向)的偏移:
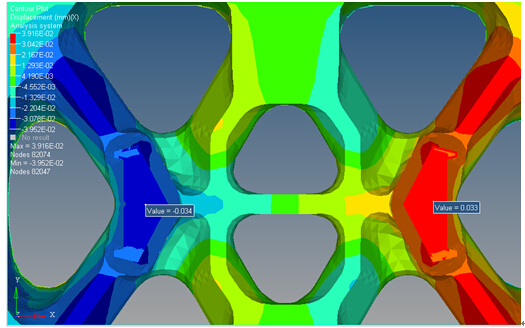
圖6
從圖中可以看出左右兩模芯各向外均勻地偏了0.3-0.4mm,說明該設計模芯周邊的孔分配流量得當,模芯不至于偏得太大;
C.上模受力:
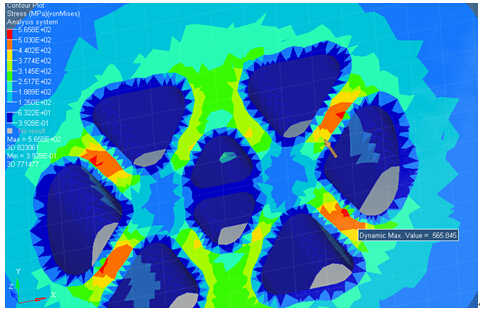
圖7
D.下模受力: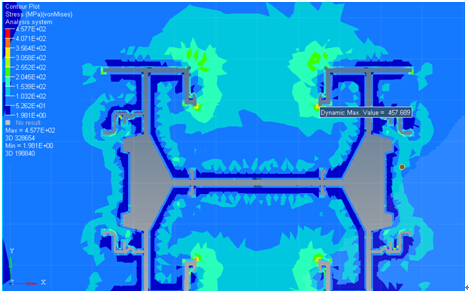
圖8
E.上模正面受壓下沉:
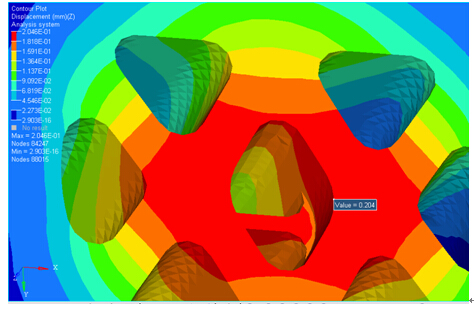
圖9
從圖7~圖9中可以看出上模橋位所受應力最大為565.8MPa,出現在兩模芯外側的4個橋上;而下模受到最大應力也只是458MPa,結合有關H13鋼許用應力的資料及以往經驗可以得出,該模具設計方案比較理想,強度足夠。而上模受壓最大下沉量也僅僅為0.20mm。一般情況下,我們可以通過觀察上模下沉情況,分析模具受壓中心是否就是模具的正中心,以防止模芯扭擰,該模是上下左右對稱的模具,這點可以不考慮。
F. 下模受壓下沉:
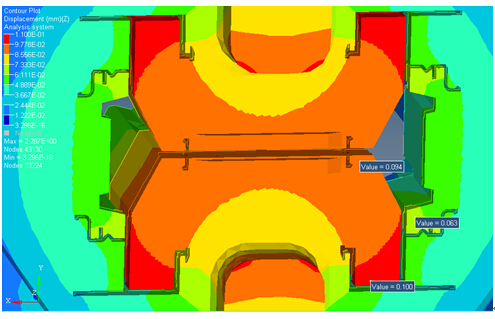
圖10
從圖中可以看出下模的工作帶受鋁流體的沖擊壓沉了最多0.10MM,出現在角位。
G. 結果分析及優(yōu)化
從出料速度的云圖中可以看出:最快的速度出現在四周靠近中間的懸臂處;最慢的速度出現在兩個模芯的上下壁厚最薄的懸臂上;結合以往經驗,整體出料趨勢形狀最好呈中間凹陷狀,這樣的出料趨勢目的是為了防止型材中間部分由于下模彈變,而引起促流導致該部分出料快甚至起波浪;通過比較上下模彈變量的大小來給予長懸臂部分出料速度的補償,所以模芯間的橫邊是要比模擬的結果要更快一些;彈變對于幾懸臂的影響也是可以預料得到的;而兩模芯偏壁量并不大,只是會對外側面產生一點點阻礙作用;基于以上考慮,設計人員對設計方案做了以下的修改:
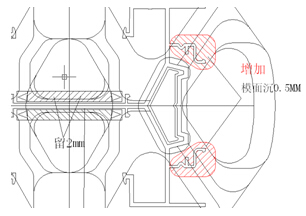
圖11 壁厚薄的懸臂下模精沉
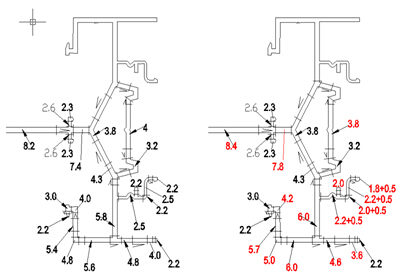
圖12 工作帶修改情況
從圖中可以看到,設計在型材外端壁厚最薄的4支懸臂做了精沉處理,考慮到工作帶過短會容易引起下模失效,要使該處速度盡可能加快,在焊合室入料面精沉,是有效的方法;除了大幅度的修改工作帶調整流速以外,還對應的修改了型材各處的壁厚,尤其是模芯間的橫面壁厚。經過大量經驗積累,我們知道,根據模擬結果下模各處下沉量的大小來對型材做預變形的補償,是基本合理的。5 鋁 型材實際試模情況

圖13鋁材擠壓模具上機試模后的料頭實拍
從實際擠壓的料頭可以看出,整體出料較平,各懸臂速度差異不大,且并沒有產生開收口等現象,鋁型材截面尺寸也在公差范圍內,一次試模合格,達到模擬分析目的。
6 結論
基于 HyperXtrude 鋁型材模具熱擠壓仿真系統(tǒng),對鋁型材擠壓模具初始方案的穩(wěn)態(tài)流動過程進行數值模擬,分析了型材出口處的金屬流動速度及模具結構的變形(包括上模模芯的偏移與下模工作帶的偏移引起流速變化),指出模具擠壓過程中潛在的問題并且做了相應的修改,以達到盡可能地減少試模次數的目的,從而減少了模具上機及維修所需的相關費用,并提高模具的產量與壽命,為鋁型材企業(yè)創(chuàng)造更大的效益。
1.針對特定型材提出一種分析方法,指出通過結合上下模的變形量做出相應的設計修改,以達到模具設計優(yōu)化效果。
2.通過有限元分析, 證明了HyperXtrude的數值模擬分析能有效指導鋁合型材模具的設計, 發(fā)現潛在的問題并給予修正,提高設計的成功率,為鋁型材企業(yè)提高效益。


