
1 前言
粉末靜電噴涂方式不僅因其工藝流程相對簡單,方便自動化生產,能耗低、人工少、涂裝成本低等優點而受生產商的親睞,同時又因其表面顏色鮮艷多彩、耐腐蝕等各項性能優良而備受用戶喜愛。然而與之相應的涂裝廠對粉末涂料的進貨質量控制卻未引起普遍的重視,加之我國還沒有粉末涂料的國家標準,因而很難識別粉末涂料產品的優劣。為保證及提高涂裝產品質量,有必要對粉末來料質量進行檢驗。筆者專就粉末涂料關鍵質量指標之一的粉末粒徑進行研究性檢測,力圖在行業內推廣粉末涂料粒度檢驗和對回收粉粒度檢測來監測生產工藝的穩定性,以此來提高鋁型材涂裝廠的產品質量并促進涂料生產及涂裝技術的提升。
2 涂裝廠開展涂料粒度檢驗的作用
2.1 涂裝廠開展粒度進貨檢驗的作用
眾所周知:粒徑小于10μm的粉末涂料為超細粉,其流動性及帶電性差,容易受潮結團,且因質量輕易被抽走,造成粉末上粉率低下。此外,超細粉涂裝時容易堵槍,影響生產效率。另一方面,盡管粉末的上粉率與帶電性成正比,而帶電性與粒徑的平方成正比,但研究發現:粉末粒徑分布中過粗粉末(粒徑大于75μm)所占比例過多時,會造成涂膜流平性差,上粉率下降,還因涂裝靜電效果差而容易脫粉[1]。其中上粉率下降是因為粒徑過大其重力大于靜電吸附力,粉末飛行未達工件而落下的緣故。同時,粒徑大于90μm的粉末顆粒,容易產生橘皮,降低涂膜的外觀質量。生產實踐證明粉末涂料的粒徑控制在20μm~80μm較適合靜電噴涂的要求。為保證涂料粒度滿足生產的要求,對涂料粒度進行進貨檢驗,是把好涂裝質量的第一關。通過激光粒度儀對粉末進行粒度檢測,不僅可以得到粉末顆粒的大小,還能得到各粉末粒徑范圍對應的體積分數的分布數據,因而,可以粗略的判斷來料粉末質量的優劣。
我司是行業內最先開展粉末粒度進貨檢驗的公司之一,綜合近一年來的統計分析結果,其粒度分布如下: 90%的來料粉末,粒徑≤10μm和>90μm的體積分數均小于10%,這為公司制定粉末采購技術標準提供了依據。而有色標準YS/T 680-2008規定粒徑≤10μm的粉末體積分數不大于13%,且對粒徑無上限要求,這種寬松的要求,無益于涂料生產技術的提升,更是影響涂裝技術的發展。我司通過對超細粉的體積分數要求加嚴3%(≤10%),同時對粒徑上限給予兩項限制:>90μm的體積分數均小于10%和>125μm的粒徑不允許存在。通過對超細粉和過粗粉體積分數的嚴格控制,公司噴涂車間2013年上粉率較去年得到了較大的上升。
2.2涂裝廠開展回收粉粒度檢測的作用
2.2.1一級回收粉的檢測
原粉與一級回收粉粒度分析對比見表1 。
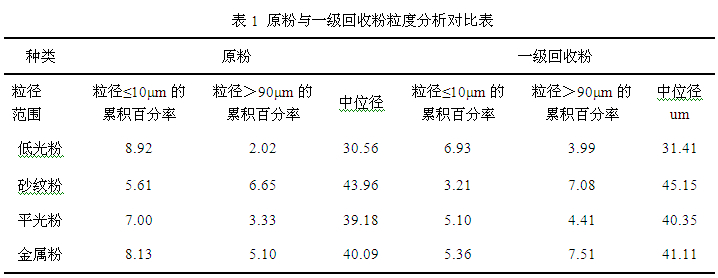
由上表1可知,一級回收粉中的超細粉所占比例比原粉的降低了近30%,這是因為超細粉容易被抽走的緣故。同時,因為30%左右的超細粉被抽走,顯然能導致中位徑增大,但增幅不大。增幅不大的原因與大顆粒粉末的質量及噴槍與工件的距離有關,未達工件的粗大顆粒也未進一級回收系統,直接掉落地下所致。有研究表明:粉末回收率隨粒徑的增大而增大[2].因此,對一級回收粉進行檢測,能夠了解粉末的回收率和涂裝回收系統的工作狀況。
2.2.2 二級回收粉(廢粉)的檢測
二級回收粉即廢粉,是在生產過程中,被管道回收系統抽走的粉末,因其粒徑以超細粉為主,且是各種粉末的混合體,因此涂裝廠不能回收使用。考慮系統抽風力度對粉末上粉率的影響,為控制廢粉的粉末粒徑分布,我司對廢粉進行抽樣檢測,并以檢測結果為依據持續改進涂裝工藝。本文以立式線為例,檢測結果如下:
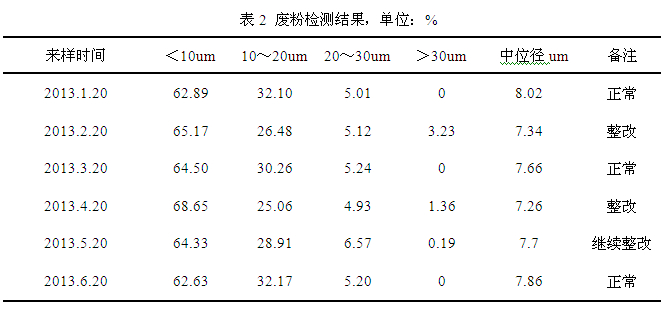
由上表2可知,廢粉的粒徑分布為:<10μm的約占65%,10μm~20μm的約占30%,20μm~30μm的約占5%。當>30μm的粒徑出現時,則表示系統抽風力度過大,意味著系統將最佳粒徑的粉末變成了廢粉,因此需進行設備整改和調試,同時應加大檢測頻次。廢粉粒徑特別是>30μm的粒徑是可以管控的,其所占比例的多少,直接關系到一個企業的經濟效益。在保障涂裝環境無塵的前提下,怎樣避免>30μm粒徑的粉末出現在廢粉中,是各個企業值得高度關注的工作。所以,開展廢粉粒度的分析,對監測涂裝工藝很必要。
3、涂裝廠開展涂料粒度分析的可行性
1975年,世界第一臺激光衍射法粒度分析儀問世,于80年代初期首先進入我國的石油化工領域。由于它具有分析范圍廣、速度快、自動化程度高及重現性好等特點而獲得廣泛應用。它是基于光的衍射現象設計的,當顆粒通過光束時,顆粒表面會衍射光。不同大小的顆粒在通過激光光束時其衍射光會落在檢測器的不同位置,位置反映粒徑大小。粒徑相同的顆粒通過激光束其衍射光會落在相同的位置,即在該位置衍射光疊加后的強度就比較高,所以衍射光強度的信息反映相同粒徑的顆粒占樣品的百分比。檢測器同時收集衍射光強度和位置信息,經過計算機系統,就能檢測出顆粒的粒度分布。
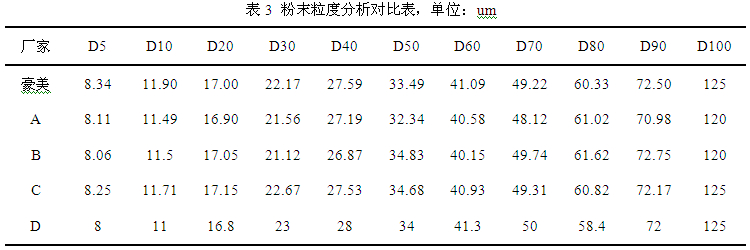
隨著激光粒度儀普及和國產激光粒度儀的發展進步,儀器的價格也不再動輒幾十萬元,十萬元以內就可以買到性價比很高的產品。本文中使用的儀器是國產BT-9300S型激光粒度分析儀,因為市場上的激光粒度儀價格差距較大,直接關系到檢測結果的準確性和可信度。為檢驗該儀器的可靠性,豪美公司在投入粉末涂料來料檢驗使用之前,筆者將同一份樣品分發給多家涂料生產廠進行了對比檢測,檢測結果見表3:
上表3說明國產BT-9300S型激光粒度分析儀性能可靠,檢測數據可信。
4、提高檢測準確性的方法
校準儀器是基礎,選擇有代表性的樣品是前提,將樣品分散均勻是關鍵。在日常檢測中發現:檢測的粒徑值隨超聲強度增大和超聲分散時間延長而逐漸減小[3],在3分鐘內趨于穩定。為保證檢測數據的準確性,應該進行至少3次檢測,并留意粒徑值的變化:如果數值逐漸變小,可適當增大超聲強度,以縮短粒徑值趨于相對穩定的時間,來提高分析速度;如果粒徑值有變大的趨勢,是因為循環的泵速太快,產生氣泡所致,應立即降低泵速。BT-9300S激光粒度儀能自動采集3組瞬間值求平均后作為結果給出;同時,如果進行多次測定,該儀器能將多組數據進行分析對比,選擇最理想的結果給出。因此對同一個樣品進行多次采集數據是必要的。
5、結論
本文闡述了鋁型材廠開展粉末粒度分析對保證涂料進貨質量和監測涂裝工藝的作用、可行性,并介紹了保證粉末粒度分析數據準確性的方法,說明了鋁型材粉末涂裝廠開展粉末涂料粒度檢驗的必要性。經過以上實驗和分析,得出如下結論:
1)對粉末粒度開展進貨檢驗,能有效控制超細粉和過粗粉的含量,為提高上粉率和保證涂裝質量打下基礎。
2)對一、二級回收粉進行檢測,除了能了解粉末回收率及設備抽風系統的運行狀況外,更重要的是通過主動控制>30um粒徑的粉末在廢粉中所占的比例,能直接減少抽風系統造成的損失。
3)10萬元以內的國產BT-9300S激光粒度儀,能夠滿足鋁型材廠用涂料的粒度分析要求,再現性好。因此粉末涂裝廠開展粉末粒度分析,具備明顯的可行性和極大的必要性。


