
1 前言
穿條式隔熱鋁型材是由鋁合金型材與PA66GF25低導熱材料復合加工而成。目前國內鋁型材行業穿條式隔熱鋁型材常用的加工方法是鋁型材先做表面處理,再進行穿條復合,而歐美等發達國家已普遍采用先穿條復合后再做表面處理加工方法。理論上,先復合后噴涂比傳統的隔熱鋁型材加工方法生產效率提高將近一倍,且穿條時的滾壓等生產缺陷因后噴涂而覆蓋,表面質量顯著提高。
隔熱鋁型材開齒和滾壓的質量是影響隔熱鋁型材抗剪切性能特征值的主要因素,良好開齒及穩定滾壓對隔熱鋁型材復合后的抗剪切特征值極為重要[1]。先復合后噴涂加工的隔熱鋁型材雖然在滾壓后有較高的抗剪切力,但經過固化工序時,在約200℃的高溫作用下,由于熱脹冷縮,導致鋁型材槽口的外夾頭松動,不能緊密的咬合隔熱膠條,從而使得隔熱鋁型材的縱向抗剪切性能特征值大幅降低,常規隔熱膠條加工成的隔熱鋁型材比未固化前的隔熱鋁型材的室溫抗剪切性能下降約50%。因隔熱膠條尺寸和材質直接影響到隔熱鋁型材的復合加工質量。本文通過使用國內、外不同的隔熱膠條以先復合后噴涂的加工方式,研究在不同固化工藝條件下生產的隔熱鋁型材的抗剪切性能特征,為先復合后噴涂新工藝在國內的推廣做好前期研究工作。
2 試驗過程
2.1 試樣材料
國內及國外廠家的常規膠條和耐高溫隔熱膠條,型號為I14.8,建筑鋁合金鋁型材用粉末及鋁合金基材。試驗用粉末及鋁合金基材分別符合YS/T 680及GB 5237.1標準要求。
2.2 噴涂前隔熱鋁型材的工藝要求
按同一生產工藝一次性成批開齒、滾壓復合;穿條后的鋁型材同時進行臥式噴涂前處理,鉻化、烘干后噴粉處理。
2.3 試樣規定
按GB/T 28289-2012標準要求取樣。
3 試驗結果及討論
3.1 相同固化工藝,不同隔熱鋁型材的復合性能
下表1為固化溫度200℃,固化時間15min時,國內、國外常規隔熱膠條及耐高溫隔熱膠條復合成的隔熱鋁型材的室溫及高溫抗剪切性能特征值。
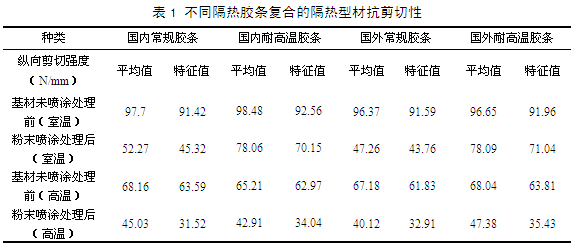
從表1可知,隔熱鋁型材的基材(隔熱膠條未經固化溫度考驗)的室溫及高溫抗剪切性能特征值基本無差異,且性能值都能滿足國家標準要求,室溫性能值在91N/mm-92N/mm之間,高溫抗剪切性能特征值值在60N/mm-65N/mm之間;使用國內、外常規膠條復合的噴粉隔熱鋁型材的室溫及高溫抗剪切性能特征值分別約為45N/mm、33N/mm,而使用國內、外耐高溫隔熱膠條復合的噴粉隔熱鋁型材的室溫及高溫抗剪切性能特征值分別約為70N/mm、35N/mm。相比之下,常規膠條復合的隔熱鋁型材室溫抗剪切性能下降51.6%,而耐高溫隔熱膠條復合的噴粉隔熱鋁型材的室溫抗剪切性能只下降25%;耐高溫抗剪切性能方面,常規膠條、耐高溫膠條復合的隔熱鋁型材的高溫抗剪切性能分別下降48.1%、44.6%。這是因為國外耐高溫隔熱膠條是在膠條中加入熱熔膠線(國內的耐高溫膠條采用特殊材質加工),在噴涂處理過程中,熱熔膠線在溫度達到100℃左右就開始熔化, 當噴涂處理完成熱熔膠線隨著溫度的下降開始固化,隔熱膠條與鋁型材粘合在一起,從而使得帶熱熔線隔熱膠條復合的隔熱鋁型材在室溫抗剪切性能特征值及氣密性、水密性方面都比常規隔熱膠條復合的隔熱鋁型材更優。但在高溫80℃抗剪切試驗時,熱熔膠隨著試驗溫度上升而軟化,導致高溫抗剪切性能特征值下降。
以上數據分析表明,國內、外常規膠條及耐高溫膠條復合成的隔熱鋁型材,其抗剪切性能都能滿足國家標準要求。常規工藝生產下的隔熱鋁型材,其抗剪切性能只與滾壓、開齒咬合的程度有關,而與隔熱膠條的種類基本無關。耐高溫膠條比常規隔熱膠條復合成的隔熱鋁型材的室溫抗剪切性下降幅度少26%,而耐高溫抗剪切性能相差不大。說明耐高溫隔熱膠條能減少先復合后噴涂隔熱鋁型材的室溫抗剪切性能下降幅度,而對高溫抗剪切性影響不大。
3.2 不同固化溫度下,隔熱鋁型材的復合性能
使用以上國內、外不同的隔熱膠條先復合后噴涂,分別經過190℃×15min、200℃×15min、200℃×20min、210℃×15min的固化工藝進行固化,檢測隔熱鋁型材的室溫、高溫及低溫縱向抗剪切性能,檢測結果見圖1、圖2、及圖3。
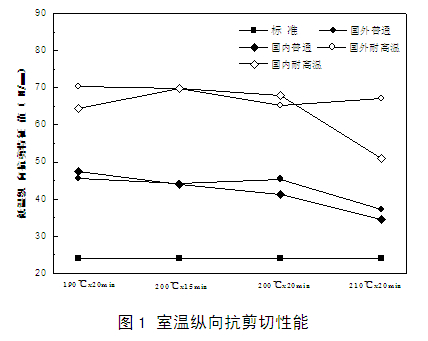
從圖1可知,國內、外耐高溫膠條比常規膠條復合的隔熱鋁型材的室溫抗剪切性能特征值高,最高達到約70N/mm,常規膠條復合的隔熱鋁型材的室溫抗剪切性能小于45N/mm。從以上數據也可看出,在不同固化工藝下,國外耐高溫膠條復合的隔熱鋁型材的室溫抗剪切性能特征值比國內耐高溫膠條復合的隔熱鋁型材的性能值較穩定,基本維持在65N/mm~70N/mm之間。在200℃×15min及200℃×20min的固化工藝條件下,國內耐高溫膠條復合的隔熱鋁型材的室溫抗剪切性能與國外耐高溫膠條復合的隔熱鋁型材的室溫抗剪切性能特征值相當,性能特征值也比較穩定。在200℃×15min的固化工藝下,不同隔熱膠條的綜合剪切性能最好。
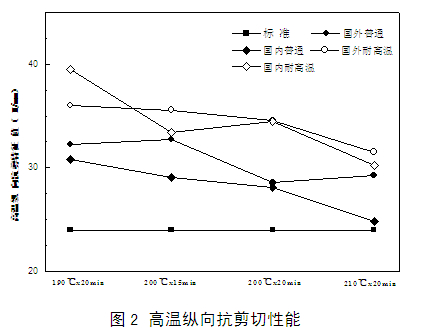
從圖2可知,隔熱鋁型材固化后,經80℃的高溫抗剪試驗,其特征值基本都低于40N/mm。在以上不同的固化工藝下,不同隔熱膠條復合成的隔熱鋁型材的高溫抗剪切性能都能達到標準要求。使用國內常規隔熱膠條復合的隔熱鋁型材高溫抗剪切性能基本低于30N/mm,在固化工藝為210℃×15min時,高溫抗剪切值不到25N/mm,只有24.8N/mm,性能剛好達到標準要求。在200℃×15min的固化工藝下,不同隔熱膠條的高溫抗剪切性能都高于30N/mm。相對來說,在不同固化工藝條件下,國內常規隔熱膠條的質量穩定性較其它膠條要差。
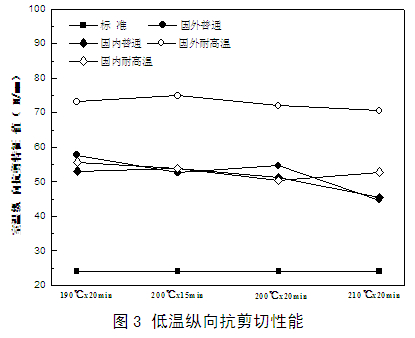
從圖3可知,不同固化工藝下,不同隔熱膠條復合成的隔熱鋁型材的低溫抗剪切性能特征值都能達到國家標準要求,國外耐高溫膠條的低溫抗剪切性能最好,特征值約為75N/mm。而在200℃x15min及200℃x20min的固化工藝條件下,其它三種隔熱膠條復合成的隔熱鋁型材的低溫抗剪切性能值相差不大,且相對穩定,特征值約為55N/mm。
綜合以上分析得出,使用國內、外耐高溫隔熱膠條通過先復合后噴涂加工成的隔熱鋁型材,在以上不同的固化工藝條件下,隔熱鋁型材的復合性能基本都能滿足GB 5237.6-2012國家標準要求。使用國內、外常規膠條先復合后噴涂的隔熱鋁型材,經固化后,室溫抗剪切性能下降幅度太大,不建議使用。使用國外耐高溫隔熱膠條先復合后噴涂的隔熱鋁型材抗剪切性能最好。但綜合成本考慮,國外耐高溫隔熱膠條的價格是國內耐高溫膠條的價格的2~3倍,所以,在先復合后噴涂隔熱鋁型材的實際產業化生產中,國內耐高溫膠條更值得考慮。
此外,隔熱膠條易吸水,水中浸泡的時間長短將不同程度的影響先復合后噴涂隔熱鋁型材上膠條的起泡。且粉末噴涂處理時,隔熱膠條不能導電,易導致隔熱膠條上粉固化后的粘附力不夠,容易脫落及表面起泡。在這方面,國家標準也沒有相關的要求,所以為了避免因隔熱膠條涂層脫落引起質量方面的糾紛,在后續包裝及成窗加工時需注意加工操作方式,以規避隔熱膠條上的涂層因外力原因而造成的脫落現象。
4 結論
本文主要研究了國內、外常規隔熱膠條與耐高溫隔熱膠條先復合后噴涂加工生產的穿條式隔熱鋁型材的抗剪切性能,研究表明:國內、外隔熱膠條都能滿足先復合后噴涂工藝加工隔熱鋁型材的抗剪切性能要求。國內常規膠條的質量穩定性相對其它膠條較差,且不適宜在固化溫度高于210℃時生產隔熱鋁型材。使用國外耐高溫隔熱膠條,固化工藝為200℃x15min時,先復合后噴涂工藝加工成的隔熱鋁型材抗剪切性能最好。耐高溫隔熱膠條能減少先復合后噴涂隔熱鋁型材的室溫抗剪切性能下降幅度,但對高溫抗剪切性影響不大。1)使用國內、外常規隔熱膠條及耐高溫隔熱膠條先復合后噴涂的隔熱鋁型材的復合性能基本都能滿足國家標準要求。
2)先復合后噴涂加工成隔熱鋁型材的最佳方案為:從抗剪切性能方面,選用國外耐高溫膠條, 固化工藝為200℃×15min;綜合成本,選用國內耐高溫膠條,固化工藝為200℃×15min。
3)耐高溫隔熱膠條能減少先復合后噴涂隔熱鋁型材的室溫抗剪切性能下降幅度,但對高溫抗剪切性影響不大。
4)國內常規膠條的質量穩定性相對其它隔熱膠條較差,且不適宜在固化溫度高于210℃的先復合后噴涂工藝生產隔熱鋁型材。

