
眾所周知,穿條式隔熱型材的加工方法有兩種:一種是鋁型材先做表面處理,再進行開齒、穿條、滾壓等復合工序加工成隔熱型材(也就是“先表面處理后復合”,如圖1),這是目前我們常用的加工方法;另外一種是先進行開齒、穿條、滾壓等復合工序加工成隔熱型材,再做表面處理(也就是“先復合后表面處理”,如圖2),這種加工方法在歐洲比較常用。雖然第二種加工方法是把第一種加工方法的幾道工序給交換了下位置,但是其在隔熱條的選用和一些加工工藝上確有重大的變化和特殊的要求。
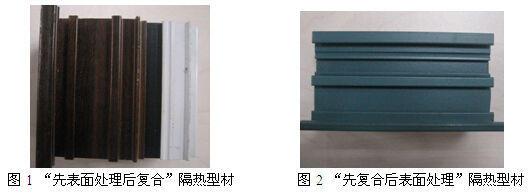
圖為:先表面處理后復合與先復合再表面處理的鋁型材實物對比
首先是隔熱條的選擇。
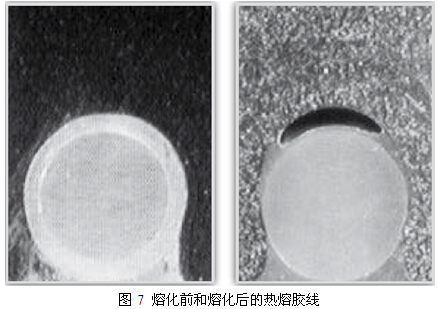
先表面處理后復合的隔熱型材對隔熱條的要求是:滿足尺寸精度、強度等常規要求,隔熱條頭部如圖3所示;而先復合后表面處理的隔熱型材對隔熱條的要求除了上述的常規要求外,還必須要保證隔熱型材在表面處理過程后,其強度必須滿足GB 5237.6的相關要求,隔熱條頭部如圖4所示,應帶熱熔膠線。
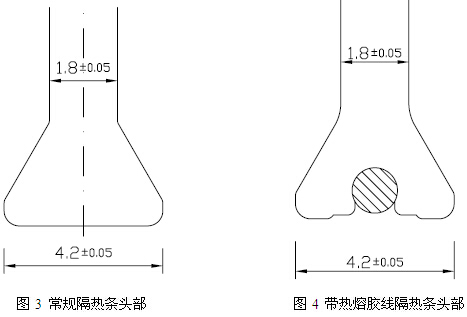
圖為:常規隔熱條頭部與帶熱熔膠線隔熱條頭部截面對比
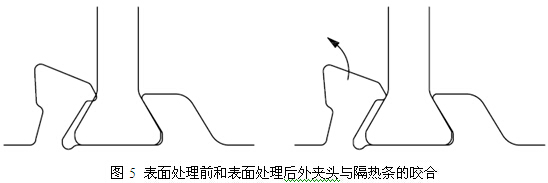
圖為:表面處理前和表面處理后外夾頭與隔熱條的咬合圖對比
從圖5可以看出,在鋁型材槽口沒有開齒的情況下,隔熱型材復合完畢后,其縱向剪切力有15N/mm,在經過表面處理后,因高溫的原因,隔熱型材外夾頭松動,其縱向剪切力基本上就只有0N/mm了;對于有開齒但開齒比較差的隔熱型材,在復合完畢后,其縱向剪切力有64N/mm,經過表面處理后,其縱向剪切力就只有18N/mm了,剪切力損失了72%;對于有良好開齒的隔熱型材,在復合完畢后,其縱向剪切力有90N/mm,經過表面處理后,其縱向剪切力就只有47N/mm了,剪切力損失了48%;對于有最佳開齒的隔熱型材,在復合完畢后,其縱向剪切力有110N/mm,經過表面處理后,其縱向剪切力就只有58N/mm了,剪切力損失了47%。從這里我們可以看到,選用常規隔熱條進行先復合后表面處理工藝生產隔熱型材,最終的產品的剪切力損失在50%以上,對于生產和使用都不能提供可靠的保證。
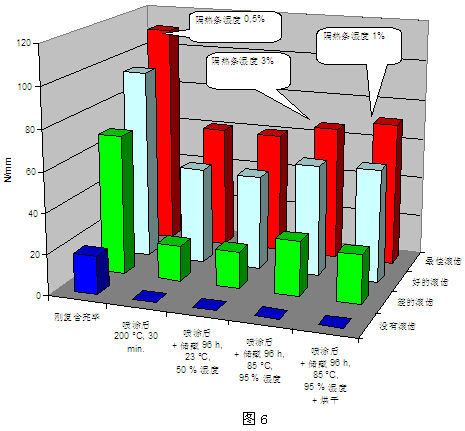
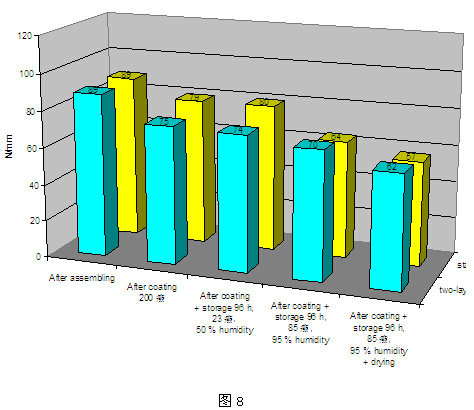
從圖8可知,對于具有良好開齒的隔熱型材,在復合完畢后,其縱向剪切力有89N/mm,經過表面處理后,其縱向剪切力有80N/mm了,剪切力損失僅10%。與使用常規隔熱條的隔熱型材,在表面處理完畢后,剪切離損失達50%以上對比,足以說明帶熱熔膠線的隔熱條在先復合后表面處理工藝中對隔熱型材的作用。
其次是隔熱條的干燥。
隔熱條的主要材質是聚酰胺66加25%的玻璃纖維,聚酰胺66是一種可吸水材料,吸水飽和率在5%左右。如果隔熱條內的水處于飽和狀態,就進行表面處理,并去烘烤的話,會使得隔熱條內的水分在烘烤過程中蒸發出來,造成隔熱條表面出現大面積氣泡(如圖9所示)或隔熱條斷裂。
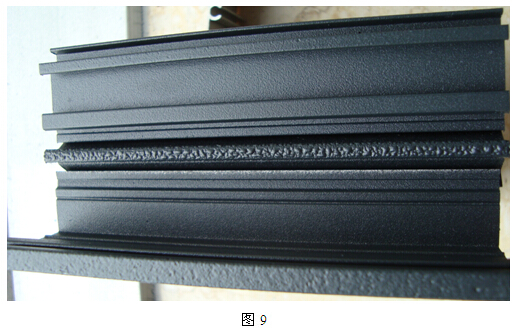
因此在隔熱型材在進行噴粉前,浸泡完各個池之后,應該用壓縮空氣吹干,確保型材上、空腔或縫隙里不存在從池里帶出來的殘留物;然后將隔熱型材放在干燥箱內干燥一段時間,使得隔熱條內部水分揮發出來。這樣才能確保隔熱型材在烘烤過程中隔熱條表面不出現氣泡或起皮。
再次是烘烤過程中的溫度控制。
隔熱條的軟化溫度在230℃左右,熔化溫度在250℃,因此在烘烤過程中必須將烤箱的溫度設置在180℃~200℃之間,持續時間大約20分鐘。如果超過規定溫度或時間,則會影響隔熱條的穩定性,導致隔熱型材變形等情況出現。
最后關于氟碳漆。
對于表面處理是氟碳漆的隔熱型材,不適宜采用先復合后表面處理這種工藝生產,只能是采用先表面處理后復合這種工藝生產。這是因為氟碳漆烤漆時間比較長(有兩涂、三涂等)和烤漆溫度較高(在220℃左右),這都有可能導致隔熱型材變形。
本文就“先復合后表面處理”這種隔熱型材加工方法的三個關鍵環節:帶熱熔膠線的隔熱條、隔熱型材烘干、烤漆溫度和時間控制等進行分析和探討。總之,對于先復合后表面處理這種工藝生產隔熱型材,要選擇帶熱熔膠線的隔熱條,并要對復合后的隔熱型材進行烘干處理,最后還要控制烤箱的溫度和烘烤的時間。



