
一、擠壓機工作原理
此開始擠壓前,將擠壓盛錠筒、擠壓模具、鋁棒先進行加熱,達到工藝溫度時由控溫儀自動控制,使其保持恒溫。擠壓時,裝上規格模具后合上中動板,使模具端面與擠壓筒面鎖緊,將已加熱的鋁棒放進擠壓筒的內孔,放入擠壓餅,然后主缸活塞帶動擠壓桿快速前進,當擠壓餅進入擠壓筒內孔時主缸快進速度由于受壓力繼電器的作用上位機電腦發出指令自動轉為擠壓速度進行擠壓加工,擠壓速度根據鋁型材的生產工藝來調節,擠壓完成后開中動板,中動板開到中位時主缸自動后退,中動板開停后由剪切裝置將模具上的壓余殘料部份剪除,完成后等待下一個工作循環。
二、擠壓機結構性能概述
本設備為臥式結構的四柱式液壓機,前板和主缸是通過四根導柱用螺母緊固成封閉的受力系統,當承受液壓機工作時的作用壓力,中動板和主缸動板則以四根導柱為導向前后移動,在前板上裝有承模座,當中動板后退之后就可裝卸模具,中動板和主缸動板在四條導柱的位置配有注油孔及防污裝置,其中有幾個主要部件作一介紹;
機身:主要由基礎腳、前固定板、中動板、主缸、油箱組成。
油缸:本機主油缸、中動板油缸、剪刀油缸均為活塞式結構。
空氣濾清器:本機的油箱是全封閉裝置,當液壓系統工作時,油箱內浪面高度發生變化時,對油箱內吸入空氣進行過濾,保持油液清潔,延長液壓元件的使用壽命。
動力系統:由電機帶動液壓油泵的機組、濾油器、液位顯示器、液壓元件集成塊等組成,實行電子調速。
限位裝置:主油缸和副油缸的行程和定位都用接近開關作為定位,使油缸定位準確穩定。

三、伺服系統配置
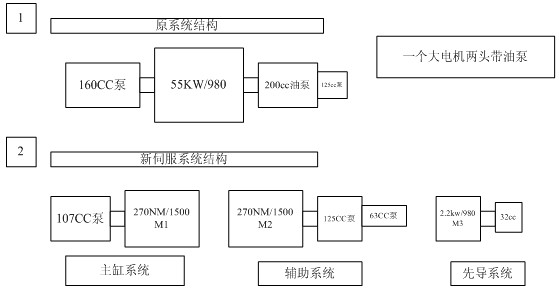
QT600T擠壓機原來動力參數
主柱塞泵160CC/REV,輔助雙聯泵是200CC+125CC
電機雙軸三相異步機 55KW/980
根據原有要求進行配型,型號如下:
驅動器:IS300T140C (匯川) 1臺
IS300T100C (匯川) 1臺
制動單元:MDBUN-90-B (匯川) 兩臺
制動電阻:3.7KW/8 兩支
主油缸電機:永磁同步伺服電機:ISMG2-60D15CD-R131F(匯川) 1臺
輔助油缸電機:永磁同步伺服電機:ISMG2-42D15CD-R131F(匯川) 1臺
主缸柱塞泵:A2F125R2P3柱塞泵(貴陽航空) 一臺
輔助油泵:雙聯葉片泵 YB--E 125/63ml/r(國產) 一臺
先導油泵:葉片泵 32CC/REV(國產) 一臺
四、系統動作流程
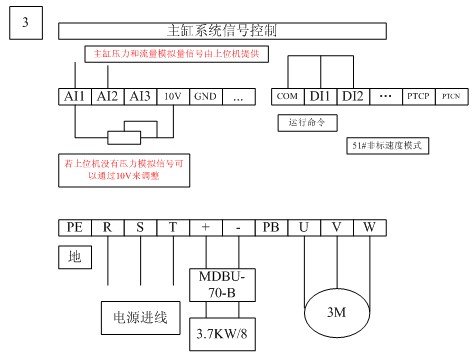
(1)主缸快速前進
擠壓筒預熱完成后,啟動主電機;變量柱塞泵A7V、葉片泵運轉提供液壓力。由葉片小泵125L提供5Mpa的先導壓力。
主缸前進時,變量柱塞泵、葉片泵處于大流量,小壓力的合流(Y6/KA26)狀態;主缸前進所形成的真空力使得充液閥(Y27/KA27)打開,油液從上部大油箱經手動蝶閥進入主缸內。主缸輔助油缸、中板鎖緊油缸的液壓油由柱塞泵、葉片泵合流泵入。主缸前進的動作維持到擠壓軸頂緊鋁棒至模具接觸面,此時,主缸內壓力逐漸升高,達至預設擠壓筒排氣壓力10Mpa時,壓力繼電器動作,發出分流信號,擠壓開始。
葉片大泵200CC在擠壓過程中不參與工作,葉片小泵125CC繼續提供5Mpa先導壓力。
(2)擠壓過程(工進)
鋁棒在擠壓筒被擠壓敦實,中板排氣結束后,繼續鎖緊模具,擠壓軸頂緊鋁棒,使鋁棒擠壓入模具內腔。擠壓力達到一定值時,型材被擠出。該狀態下,可調柱塞泵A7V完成對主缸、主缸輔助油缸、中板鎖緊油缸的油量泵入,形成足夠的擠壓力。擠壓時的設定壓力通常為21Mpa,超壓限制設定為23 Mpa;
擠壓速度根據不同標號鋁棒、不同的模具、不同的加工型材而有所不同(不同標號的型材有相應的出料限制速度,不能任意調節),一般在30%---90%之間變化。隨著擠壓過程的持續,主缸壓力(擠壓力)逐步下降。
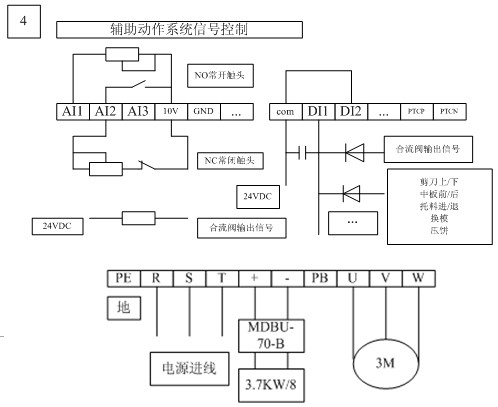
(3)中板移動、剪切及主缸快速后退過程
擠壓結束,中板后退至設定位置,切余剪刀下降(完成后上升)。同時主缸后退。此時柱塞泵、葉片泵合流共同完成快速后退動作。剪切工序完成后,中板前進頂緊模具,等待下一個擠壓動作循環。
(4)輔助動作
包括:托料(主缸快速前進,機械手提升托起鋁棒,擠壓軸推動鋁棒進入擠壓筒)、壓餅(將擠壓墊片向鋁棒端面壓緊)、換模(模具導入/出)等。
五、伺服系統設計思想
此套方案是根據擠壓機的工藝流程進行優化而制定的,傳統擠壓機是雙軸三相異步機兩頭帶油泵,一頭變量泵主要控制主缸系統,另一頭定量泵作輔助作用,全機主缸單比例變量控制,因此分析工藝時,主缸動作擠壓階段,輔助動作是沒有的,但實際上輔助油泵還在工作,基于這樣的考慮,把單臺電機一分為二,主缸作一套系統,定量泵作一套系統,根據工藝的需要決定是主缸系統啟動還是輔助動作系統啟動還是兩個系統同時啟動,因為原來系統輔助動作沒有模擬量控制,完全采用高壓溢流的方式,同時調節節流閥來調整動作快慢,毫無疑問存在很大的能源浪費,又因為原系統當中上位機是靠幾個壓力傳感器來切換動作速度,所以在這個方案中采用52#非標力矩限定,速度跟蹤的模式來進行調節,相當于變頻控制,它通過調節頻率來改變電機轉速,從而改變流量,按需供油,盡量減少高壓溢流損失,達到節能效果,所不同的是采用的電機是同步機,其響應要快很多,完全解決了早期用變頻改造造成的效率下降的問題。
電氣改動;上位機控制系統不作大的改動,原來單電機改成兩電機控制,因此多了一套電路。
油路改動;原有油路基本不作改動,但因加了獨立先導泵系統,所以要從原葉片雙聯泵上小泵處單獨分開油路,讓先導油路自成一體。
下面是整個控制的原理和接線圖
IS300接線圖
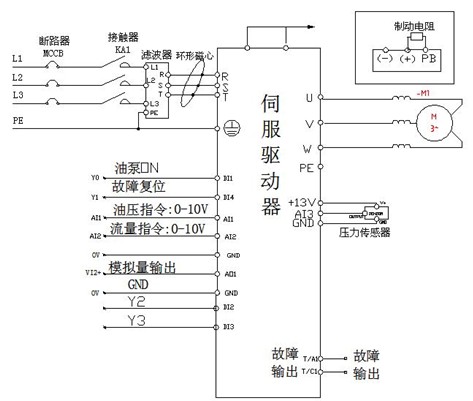
動力控制與主缸是一樣的,不多講。
5、先導控制油系統
兩種方案,一種通過葉片泵上的小泵來實現,給驅動器加一點底流和底壓,另一種是獨立開來,單獨從葉片泵小泵處分開先導管的油路,直接控制。此時要加一個小三相異步機來驅動一個小排量的油泵。
六、伺服系統在擠壓機上的應用優勢
傳統擠壓機上很多輔助動作是沒有比例閥的,完全通過手動來限定,恒速供油高壓溢流來完成的,勢必造成液壓油通過高壓擠壓而至油溫升高,而擠壓機的油缸通常比較大,其密封件比較昂貴,且維修起來非常麻煩,耗時耗力,得不償失,伺服系統完全減少溢流損失,按需供油,所以相對來講它的油溫要低一些,一般低8-10度,這對于終端客戶來說,是非常有好處的,密封件的壽命會延長,同時通過油水交換器的運水也不要那么多。另電機也是采用大功率低損耗的高效能伺服電機應用在擠壓機上加上工藝流程的調整,勢必會給傳統擠壓機行業帶來一次革命,總之,節能/精密/高效/環保是伺服應用的主題。
七、衍生行業
通過對鋁型材擠壓機工藝的深入研究,其實他還可以應用在銅/鋅/錫擠壓機行業,所以擠壓機行業將是一塊非常大的行業,據了解一臺QT600T鋁型材擠壓機單電機55KW一年的耗電量是36.97萬度電(經過實測),在某種程度上講它是電獅子,比注塑機電老虎厲害得多,只不過它的市場基數相對注塑機來講小一些而已。
未來的行業發展方向將是朝著持續創新,節能環保的理念方向發展。
八、現場調試圖片
現場調試(一)

現場調試(二)

隨著低碳時代的到來,節能環保已經成為各行業倡導的主題。匯川IS300伺服系統的強勢推出,正是迎合了液壓行業多年來的需求,推動了整個行業技術的創新和進步!在短短的時間內,匯川伺服伺服系統以其快、準、穩的優良特性已經在注塑機、油壓機領域占領了一席之地,為行業提供了更具有競爭力的新一代節能高效產品!對油壓擠出機而言,工藝過程一般分為快進,工進,保壓,泄荷,加料,回程及輔助動作等階段,各個階段所需要的工作壓力和流量是不同的,對于馬達而言,整個加工過程是處于不斷變化的負載狀態,而目前油壓系統絕大部分使用定量泵,其馬達以額定的轉速輸出一定的流量,而在生產過程中有些階段只需極少的流量(如保壓),多余的液壓油通過溢流閥回流至油箱,該過程稱為高壓溢流,據統計由高壓溢流造成的能量損失高達36%~68%。匯川IS300伺服驅動器從根本上克服了傳統油壓擠出機的這一弊病,當系統需要的流量發生變化時,馬達的轉速隨流量命令大小而改變,使得泵的排出的流量發生變化,即真正做到“要多少給多少”的控制,因此在油壓機上的節能應用,對于減少能源浪費具有非常重要意義。