
1 前言
隨著科學技術的進步和經濟的不斷發展,鋁合金在日常生活和生產活動中的應用越來越廣泛,除了日常使用的建筑型材外,工業型材的比例也越來越高。由于使用者對產品性能和外觀的要求越來越高,所以對于鋁合金坯料的質量要求也越來越嚴格。
鋁合金擠壓制品的常見缺陷有:外形尺寸不良、表面拉溝、劃傷、擦傷、氣泡起皮、毛刺、組織線紋、花邊狀組織、分層、縮尾、擠壓裂紋等。其中的組織線紋、花邊狀組織、分層、縮尾、擠壓裂紋等缺陷是隱性的,需要借助金相的檢測手段來檢測。下面分享我廠金相檢測在生產過程中應用的兩個實例,以供同行參考討論。
2 應用實例
2.1 圓棒分層縮尾檢測
2.1.1 產品要求簡介
我廠提供的本型號型材為長3000mm實心圓棒,合金狀態為6061-O。該產品最終使用在高山越野比賽自行車上,是自行車車輪軸承,最后的成品如圖1所示。其部位受力大,安全性能要求極高。其產品的尺寸、縮尾、硬度必須嚴格控制。
圖1 產品圖
客戶的主要要求:
(1)表面質量:允許有輕微缺陷,嚴禁碰、劃傷;
(2)尺寸:嚴格按圖紙尺寸公差控制,嚴禁超公差生產;
(3)硬度要求:完全退火后韋氏硬度為 0HW,如有硬度客戶沖壓過程中導致產品破裂;
(4)縮尾分層:此缺陷為致命缺陷,客戶主要沖壓加工成車軸、剎車等關鍵部件,安生性能要求極高,必須杜絕縮尾分層缺陷。
針對客戶對質量的上述要求,前三項都屬于顯性缺陷,可以在生產過程中借助量具來檢測并加以控制。最后也是最關鍵的要求,縮尾分層屬于隱性缺陷,必須通過金相的檢測手段來加以分析和處理。
2.1.2 檢測及質量控制
客戶加工后,因為縮尾分層造成的不良品如圖2所示。
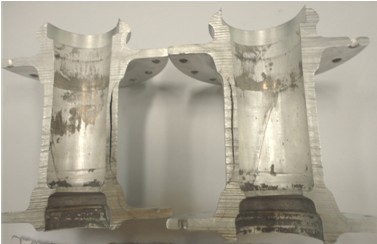
圖2 客戶加工后不良品(縮尾、分層)
根據GB/T 3246.2-2000《變形鋁及鋁合金制品低倍組織檢測方法》規定的檢測焊縫、縮尾和分層的工藝流程為:取樣→堿洗→酸洗→水洗→檢查。
參考其中的6XXX系合金,堿洗的工藝為下表1所示,檢查焊縫及氧化膜的試片堿蝕時間相應的增加1到2倍,并應以顯示組織或缺陷清晰為準。
表1

試樣經堿洗后,迅速轉入流動的清水(自來水)中沖洗,然后放入20%~30%(V/V)的HNO3溶液中進行光洗,除去黑色堿蝕產物,最后再經流動的清水沖干凈,即可進行檢查。
要做到此型號批量質量控制,使得流入客戶的坯料中分層縮尾缺陷得到完全控制,僅僅依靠取樣抽檢是無法100%保證的。同時,該取樣檢測屬于破壞性檢測,無法做到全檢。針對這種情況,參考GB/T 3246.2-2000中的檢測要求,同時結合本廠現場生產的設備和工藝條件,采用了以下幾點來加以檢測和控制:
(1)生產開始階段取樣檢測縮尾分層,固定頭尾廢料的長度。根據金屬流動的特點和縮尾分層形成的原理,對于連續擠壓,縮尾分層都發生在出料的頭部和尾部的一定長度內。所以,對于同一批次生產的坯料,生產開始階段檢測出縮尾分層的長度,然后在鋸切下料的時候固定住頭尾廢料的長度,將有缺陷的坯料去除掉。
(2)將頭部和尾部的第一手料單獨裝框并區分標識好。雖然是同一批次生產的坯料,由于鋁鑄錠的質量、溫度等擠壓條件的變化,都會對縮尾分層的長度產生影響。所以固定了頭尾廢料的長度還不能做到100%保證,后續還需要進一步的控制。
(3)對頭部和尾部的第一手料進行全批量非破壞性檢測。利用我廠氧化生產線上擁有的設備和工藝條件,結合GB/T 3246.2-2000中的要求設計出的非破壞性檢測流程:上架→除油→水洗→堿蝕→水洗→中和→水洗→下架→檢查。堿蝕的工藝為下表2所示。
表2

GB/T 3246.2-2000中雖然對于堿蝕工藝有規定,但是其最終要求是以顯示組織或缺陷清晰為準。上述堿蝕工藝能清晰的顯示出縮尾分層缺陷,滿足最終檢測要求。
2.2 厚板晶粒度檢測
2.2.1 產品要求簡介
我廠提供的本型號型材為長200mm的擠壓厚板,合金狀態為6063-T6。該產品最終加工成電子主機外殼,起到保護和裝飾的作用,所以對于性能和表面質量有很高的要求。
客戶收到坯料后需要經過CNC加工,然后氧化處理為噴砂銀白。客戶主要要求有:
(1)表面允許有輕微缺陷,嚴禁碰、劃傷,平面度、平行度必須在公差范圍內;
(2)表面硬度要達到≧73HB(巴氏硬度);
(3)保證加工后表面晶粒度在三級以下;
客戶對坯料做CNC加工和氧化的成本很高,所以對于加工后的成品率要求很高,必須將隱性缺陷降到最低點。對于客戶主要要求中的前兩項能夠在坯料加工處理之前借助計量工具得到很好的控制,最后一項往往只有在氧化處理后才能顯現出來。
2.1.2 檢測及質量控制
客戶對坯料表面CNC加工的量很小,只有1mm,如果要檢測加工后的表面晶粒度,檢測過程中對于加工樣品的要求很高,檢測成本太高。結合客戶加工的方式和要求,以及本廠生產的坯料的實際情況,要控制住加工后表面晶粒度達到要求,其實就是控制厚板在在線淬火過程中發生的表層晶粒長大,即粗晶環。
在GB/T 3246.2-2000中,對于粗晶環檢測的工藝流程為:取樣→浸蝕→水洗→檢查。對于浸蝕時間和次數沒有規定,最終以晶粒顯示清楚為準。
結合上述情況,我廠采用了以下幾點來加以檢測和控制:
(1)擠壓每個棒次的坯料頭尾都取樣檢測。粗晶環在坯料縱向的分布,從尾端向前端深度逐漸減少。我廠采用先進的宇部擠壓機控制等溫擠壓,所以只要頭尾取樣檢測合格,整個棒次的料都是合格的。
(2)每個棒次的坯料都編號標識(包括頭尾、擠壓方向)。在坯料進行人工時效的同時做出檢測結果,如果出現問題,在鋸切成發貨長度前,可以做出進一步的處理。
(3)對所取樣品進行快速檢測。結合GB/T 3246.2-2000中的要求和生產對檢測快速性的需求,我廠檢測的工藝流程為:取樣→堿洗→水洗→擦蝕→水洗→檢查。加工樣品的過程中會在表面產生油污,同時檢測的樣品數量大,如果直接采用特強混合酸溶液浸蝕,則溶液消耗量大且大量的溶液揮發對操作者也有影響。采用先堿洗去油污,后用沾溶液的棉花快速擦拭,節約溶液的使用的同時還減少了操作者對溶液的接觸。
上述檢測方法顯示出的晶粒清晰,滿足檢測要求,同時完全不會影響到生產的進度,達到了客戶對質量控制的要求。
3 結束語
本文主要介紹了金相知識在我廠鋁型材生產中的幾個應用,分享了一些金相知識與現場生產成功結合以及其在質量控制中靈活運用的實例。隨著高要求的鋁合金制品在生產和生活中的使用越來越多,金相檢測作為檢測手段中的一種,在質量控制上的使用也會越來越多。結合現有的工藝流程和產品使用的實際情況,靈活運用檢測手段,將會更好的滿足生產和客戶需求。

