
前言
鋁合金噴涂型材的前處理通過除去表面油污、塵埃、氧化皮后,再形成一層鈍化膜,該膜不僅能增強(qiáng)耐腐蝕性,而且能提高涂層與基材的附著力。傳統(tǒng)的前處理采用六價鉻鈍化工藝(即鉻化),眾所周知,鉻化工藝以其完善的工藝操作性及無與倫比的性能在該領(lǐng)域占據(jù)著極其重要的地位,但六價鉻系重金屬(具有很強(qiáng)的毒性),其應(yīng)用領(lǐng)域受到越來越多的限制。因此各國都在不斷地進(jìn)行無鉻鈍化工藝的研究,目前在批量應(yīng)用的無鉻鈍化工藝有Zr-Ti系無鉻鈍化膜、硅烷處理、稀土金屬鈍化膜以及陽極氧化處理等 ,其中硅烷處理、Zr-Ti系無鉻鈍化還處于逐步成熟階段。特別是Zr-Ti系無鉻鈍化工藝由于其轉(zhuǎn)化膜呈略白色及淺藍(lán)色,不能通過目測來直觀的檢測鈍化膜的質(zhì)量,在生產(chǎn)的過程控制難度較大,曾經(jīng)有部分企業(yè)在無鉻鈍化工藝上經(jīng)歷了挫折。在此,本文將Zr-Ti系無鉻鈍化工藝在我公司的應(yīng)用經(jīng)驗與大家分享。
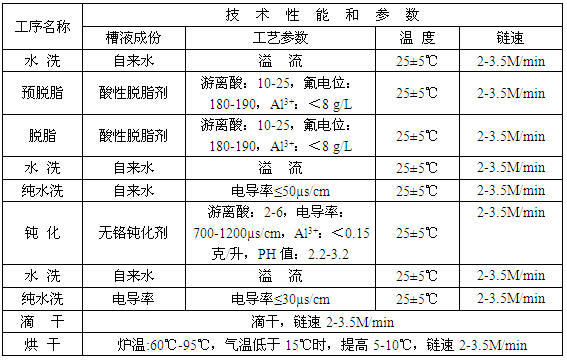
1.Zr-Ti系無鉻鈍化處理在立噴前處理線上的工藝流程
表1無鉻鈍化工藝流程及參數(shù)
2.Zr-Ti系無鉻鈍化處理的成膜機(jī)理
Zr-Ti鈍化劑主要成分為無機(jī)基礎(chǔ)液復(fù)配有機(jī)物添加劑,基本配方含氟鈦酸鹽、氟鋯酸鹽、硼酸,有機(jī)物、添加劑等。鋁型材表面經(jīng)過鋯鈦鈍化、有機(jī)高分子締合從而生成了有機(jī)-無機(jī)復(fù)合膜層。反應(yīng)成膜機(jī)理如下:
鋁表面在酸性溶液中溶解成Al3+:2Al+6H+→2Al3++3H2↑
Al3+與水反應(yīng)生成氧化鋁:2Al3++3H2O→Al2O3+6H+
在氟鈦酸根離子、氟鋯酸根離子酸性環(huán)境中,鋁表面反應(yīng)如下:
2Al+6H++3TiF62-+5H2O→2AlOF.3TiOF2+10HF↑+3H2↑
2Al+6H++3ZrF62-+5H2O→2AlOF.3ZrOF2+10HF↑+3H2↑
此時,溶液中也生成了一定量的Al3+、Ti4+、Zr4+,與有機(jī)分子(如聚丙烯酸)反應(yīng):
鈍化液加入聚丙烯酸等有機(jī)物后,溶液中的Al3+、Ti4+、Zr4+與有機(jī)物的羧基或其他活性原子發(fā)生反應(yīng),生成含有Al-O鍵、Ti-O鍵、Zr-O鍵的有機(jī)絡(luò)合物,該絡(luò)合物形成了一種網(wǎng)狀結(jié)構(gòu),在鋁基表面由于化學(xué)反應(yīng)使PH值有一定程度的升高而沉積于表面,與Al2O3、AlOF.3TiOF2、AlOF.3ZrOF2等沉積物通過Al、Ti、Zr的橋架作用形成了結(jié)構(gòu)復(fù)雜的鈍化膜,而且鋁合金表面的Si、Mg也參與了反應(yīng),形成了SiO2、MgO,與上述膜結(jié)合,一起構(gòu)成了更為復(fù)雜的膜層。因此,無機(jī)、有機(jī)沉積膜、聚丙烯酸部分羧基吸附在鋁材表面,與鋁表面構(gòu)成了致密復(fù)雜膜結(jié)構(gòu),同時部分聚丙烯酸分子鏈延伸到外部,有利于吸附、結(jié)合表面涂料的分子鏈,增強(qiáng)了涂料附著力 。
3.鈍化膜的影響因素
鋁型材表面形成的鈍化膜性能主要體現(xiàn)在防腐蝕能力與粉末噴涂涂層的附著性,鈍化膜質(zhì)量受鈍化液的PH值、電導(dǎo)率、雜質(zhì)離子(Cl-、SO42-、Fe3+、Al3+)、前期脫脂蝕刻量以及時間、溫度的影響。鈍化液在使用過程中不斷消耗其溶液中的有效成分;同時酸性環(huán)境使鋁材表面不斷反應(yīng)、溶解鋁原子,鋁合金表面的其他合金成分也不斷溶解到溶液中,改變了溶液體系;此外,純水的不斷補(bǔ)充,溫度的波動,人為的操作失誤,儀器的檢測誤差都會對鈍化過程造成一定的影響。
3.1 電導(dǎo)率變化對鈍化膜重的影響
本文采用了我公司立式噴涂生產(chǎn)線2013年5-9月份的鈍化槽液檢測數(shù)據(jù),取PH值范圍2.4~2.8,鈍化時間35s,優(yōu)化實驗數(shù)據(jù)后,對電導(dǎo)率-膜重進(jìn)行分析(圖1)。
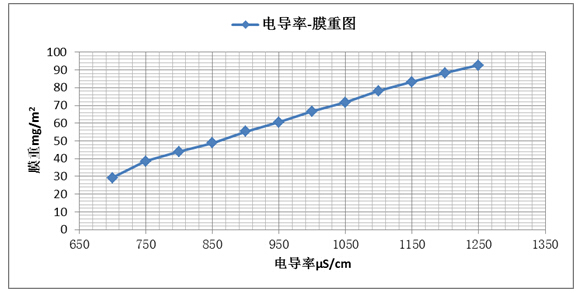
圖1 電導(dǎo)率-膜重圖
由圖1優(yōu)化數(shù)據(jù)可得出:當(dāng)溶液PH值保持不變,鈍化液電導(dǎo)率在700 ~1250 μS/cm時,鋁材表面膜重在29.1~92.56 mg/m2之間呈線性分布,膜重隨電導(dǎo)率上升而增大。這是由于當(dāng)其他因素不變時,電導(dǎo)率上升代表溶液中TiF62-、ZrF62-以及溶液中的水性樹脂濃度變大,因此鋁材表面的Al2O3、AlOF.3TiOF2、AlOF.3ZrOF2無機(jī)物與含有Al-O鍵、Ti-O鍵、Zr-O鍵的有機(jī)絡(luò)合物沉積膜膜厚增大。結(jié)合生產(chǎn)過程中槽液維護(hù)成本的思路,以及生產(chǎn)經(jīng)驗,產(chǎn)成品的質(zhì)量檢測,最佳電導(dǎo)率應(yīng)控制在900~1100μS/cm時,膜重與鈍化槽溶液都能夠保持較好的穩(wěn)定。
3.2 PH值變化對膜重的影響
選擇電導(dǎo)率為900~1100μS/cm,反應(yīng)時間35s的數(shù)據(jù),對PH值-膜重進(jìn)行分析如圖2
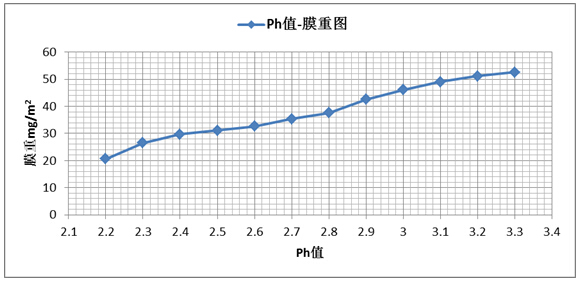
圖2 PH值-膜重圖
由圖2,經(jīng)優(yōu)化數(shù)據(jù)可得出:在溫度、Al3+濃度、電導(dǎo)率不變的情況下,膜重隨溶液PH值在2.2~3.3范圍內(nèi)隨PH值變大逐步增大,在PH值2.2~2.3時,曲線斜率稍高,其原因為酸性大的環(huán)境導(dǎo)致了無機(jī)鈍化膜的溶解,從而沉積膜較為緩慢,在一定的時間范圍內(nèi)膜重偏小;而PH值在2.4~2.8時,曲線斜率較低,表示較為適度的PH值范圍,沉積膜生成-沉積-溶解速率保持了平衡;當(dāng)PH值高于2.9時,酸性減弱,鋁材表面沉積量偏大。實際生產(chǎn)過程中還需要考慮溶液的穩(wěn)定性,較高的PH值將導(dǎo)致部分無機(jī)離子沉降以及水性樹脂的絮凝,從而導(dǎo)致溶液各組分平衡遭到破壞,影響正常的生產(chǎn),通常最佳PH值應(yīng)該保持在2.4~2.8范圍內(nèi)。
3.3 雜質(zhì)離子對鈍化膜的影響鈍化槽液的雜質(zhì)離子主要是Al3+,其他雜質(zhì)成分對鈍化液也有一定影響。根據(jù)鈍化成膜機(jī)理可知,Al3+主要來源于鋁材表面的鋁原子與酸性溶液中的H+發(fā)生了反應(yīng)生成的。隨著鈍化槽液使用時間的增長,Al3+濃度就會逐步上升,可能會導(dǎo)致鈍化膜疏松或增厚,影響附著力。Al3+與氟鈦酸、氟鋯酸以及水性樹脂的活性基團(tuán)結(jié)合,其締合物并沒有沉積在鋁基表面,反而產(chǎn)生了空間位阻效應(yīng),使鈍化劑不能較好的進(jìn)攻鋁基表面的中心原子,導(dǎo)致不能生成致密、均勻的沉積膜;同時較高濃度的Al3+影響了槽液電導(dǎo)率檢測,因此不能準(zhǔn)確控制鈍化液的濃度;另外,槽液的Al3+含量基本反映了鋁合金Mg、Fe、Cu、Mn、Si等元素 的溶解程度,而鈍化劑的抗硬水能力差,Mg2+的存在破壞了鈍化劑穩(wěn)定性,從而影響了鈍化膜性能。Fe2+即使是在低濃度下,也會與聚合物絮凝,該凝聚物會沉降到工件上;脫脂段使用的酸性清洗劑含有PO33-、SO42- ,而磷酸鹽會抑制轉(zhuǎn)化膜生成,少量SO42-、Cl-可以加快處理速度,過多則影響成膜。
3.4 鋁材蝕刻量對鈍化的影響
鈍化前的酸蝕脫脂階段,去除表面油污、氧化層,對鋁基有一定的蝕刻程度,使鋁基活性鋁原子暴露在表面,參與鈍化反應(yīng)。蝕刻量的大小,反映了鋁材表面原子的活性大小,活性大則鈍化反應(yīng)后膜層致密,反之則膜層疏松。在生產(chǎn)過程中,一般將蝕刻量控制在1.5g/m2左右,,控制太低影響鈍化膜質(zhì)量,控制太高則酸洗劑消耗量大,影響生產(chǎn)成本。
3.5 其他因素對鈍化膜的影響
鈍化反應(yīng)受溫度的影響較大。實際生產(chǎn)中環(huán)境溫度的變化,會造成槽液溫度波動,一般槽液溫度較高時鈍化反應(yīng)速度較快,但膜較為疏松,耐腐蝕性較差,而溫度較低,鈍化反應(yīng)緩慢,膜層較薄,影響生產(chǎn)效率。
根據(jù)鈍化膜性能測試,發(fā)現(xiàn)膜重控制在40~80mg/m2為最佳。膜重與鈍化反應(yīng)時間的關(guān)系為:鈍化時間短,則膜重小;而鈍化時間較長,膜層較厚。當(dāng)鈍化液PH值為2.4±0.1,電導(dǎo)率為850±10μS/cm時,時間與膜重關(guān)系如圖3。
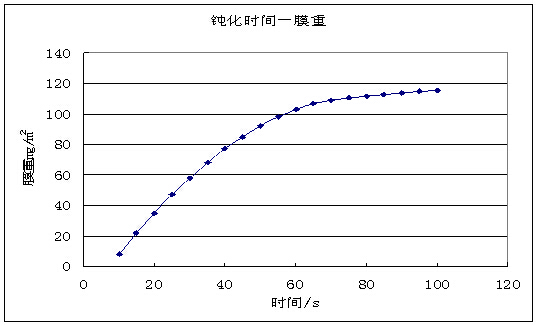
圖3 時間-膜重
實驗數(shù)據(jù)顯示,當(dāng)鈍化液PH值為2.4±0.1,電導(dǎo)率為850±10μS/cm時,鈍化膜重增長由快到慢,當(dāng)鈍化時間超過50s時,成膜-溶解速率基本平衡,鈍化膜膜重增加極其緩慢。
4.控制措施
4.1 局部油污以及嚴(yán)重氧化皮的處理
鋁材表面的油污來源于擠壓過程中的液壓油、潤滑油以及儲存、轉(zhuǎn)運(yùn)過程中的油污,其成分為石油烷烴、合成酯等,這些油污的油性基團(tuán)難溶于水,即使在酸洗過程中,酸液腐蝕以及表面活性劑乳化也不能徹底清除。對此,要用石油醚、乙醇、乙二醇、丙酮等溶劑進(jìn)行清除。而基材表面局部的氧化皮較為嚴(yán)重時酸洗也不能清除徹底,需用砂紙進(jìn)行打磨。
4.2 蝕刻量的控制
歐洲QUALICOAT標(biāo)準(zhǔn)對前處理蝕刻量要求大于1g/m2(海邊建筑使用前處理蝕刻量大于2g/m2) ,蝕刻量的控制要點(diǎn)在于控制其酸洗工藝,包括鏈速、槽液溫度、游離酸、氟電位以及Al3+濃度。立式噴涂生產(chǎn)線脫脂清洗一般采用瀑布淋洗方式,由于部分鋁型材結(jié)構(gòu)較為復(fù)雜,這種單一的淋洗方式可能會出現(xiàn)鋁材局部清洗不徹底,為了避免這種現(xiàn)象,須對前處理淋洗方式進(jìn)行改造,提高瀑布溢流盆的位置,同時在瀑布側(cè)下方增加清洗噴頭,使酸洗劑通過化工泵,以一定的壓力從噴頭噴出,覆蓋鋁材頂端,這種淋洗、噴洗一體裝置達(dá)到了完全清洗,避免了鋁材表面的清洗不良。淋洗、噴洗一體裝置如圖4。
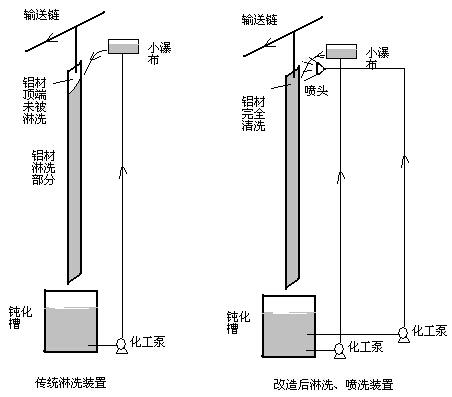
圖4 改造前后前處理噴淋裝置比較
4.3 鈍化前水洗控制及純水制備
酸洗脫脂后,有一道自來水洗以及純水洗。自來水洗的作用是去除鋁材表面的酸洗液以及被乳化的油污、泡沫以及大部分附著粒子。其流量控制要求適度,既能保持水槽的一定潔凈程度,水排放量也不能過大,造成后期水處理負(fù)載量大。而純水洗是為了去除游離于鋁材表面的離子,使鋁原子暴露在基體表面,同時保持前期處理的離子不影響鈍化過程。一般要求純水的電導(dǎo)率小于50?s/cm。
4.4 鈍化時間控制
鋁型材的Zr-Ti系鈍化對時間要求較為嚴(yán)格,因此在實際生產(chǎn)過程中應(yīng)根據(jù)鏈速嚴(yán)格把控鈍化時間。在生產(chǎn)過程中鈍化槽長度固定,輸送鏈鏈速可調(diào),根據(jù)鋁材的截面大小以及掛料方式,鏈速調(diào)節(jié)為2~3.5m/min,使其鈍化時間為35s左右。當(dāng)出現(xiàn)停鏈時,雖然系統(tǒng)停止供應(yīng)鈍化液,但藥品殘留在鋁型材表面繼續(xù)反應(yīng),導(dǎo)致鈍化時間長,表面不能得到及時清洗,鈍化效果變差。為此,對設(shè)備進(jìn)行改造,安裝純水淋洗裝置,在出現(xiàn)意外情況而停鏈時,純水淋洗裝置自動開啟2min,清除鋁材表面的殘留藥品。
4.5 鈍化槽的維護(hù)4.5.1 鈍化槽槽液參數(shù)維護(hù)
采用自動控制加熱方式(蒸汽加熱、電加熱、水熱加熱等),保持槽液溫度為25±5℃;同時通過在線檢測自動加藥系統(tǒng)保證槽液成份穩(wěn)定在工藝范圍內(nèi)。槽液溢流方式通常有三種,即定期排放--補(bǔ)充方式、浮球定位溢流方式、閥門流量控制方式。
4.5.2 鈍化槽設(shè)備維護(hù)
鈍化槽使用一定時間,應(yīng)該定期清理槽體沉渣,調(diào)整槽液。同時清理槽體周邊腐蝕繡渣,灰塵以及污垢,避免污染槽內(nèi)溶液;定期檢查溢流盆位置、噴嘴是否堵塞以及各個泵的工作壓力。
4.6 滴干及烘干段控制
鋁材滴干及烘干過程中應(yīng)防止用手觸摸鋁材表面,以免污染、破壞鈍化膜。
結(jié)束語
本文講述了鋯-鈦系無鉻鈍化膜在鋁型材立式噴涂中的應(yīng)用情況,工藝流程及成膜機(jī)理,分析了影響鈍化膜的因素及其控制方法。本文從Zr-Ti系無鉻鈍化工藝的基本原理、使用工藝以及鈍化膜膜層的結(jié)構(gòu)、膜重、耐腐蝕性能以及后期涂層附著性進(jìn)行了較為全面的探討,Zr-Ti系無鉻鈍化后粉末靜電噴涂型材經(jīng)檢測完全能達(dá)到GB 5237.4-2008標(biāo)準(zhǔn)的要求,初步表明Zr-Ti系無鉻鈍化膜具有較好的綜合性能。在立式噴涂生產(chǎn)線上,Zr-Ti系無鉻鈍化工藝有較好的可控制性,在生產(chǎn)過程中基本實現(xiàn)自動化控制,其廢水處理以及排放相比鉻化液具有壓倒性優(yōu)勢,生產(chǎn)成本處于可控范圍。在立式噴涂生產(chǎn)線上,Zr-Ti系無鉻鈍化替代鉻酸鹽處理是可行的。
在金屬表面處理行業(yè),無鉻鈍化的研究、生產(chǎn)處于白熱化階段,然而研究方向各異,研究實力參差不齊,技術(shù)并不完全成熟,市場上沒有統(tǒng)一的標(biāo)準(zhǔn)來衡量鈍化液質(zhì)量好壞。因此在選用Zr-Ti系無鉻鈍化劑時,盡量選擇實力雄厚,知名度較高,技術(shù)服務(wù)優(yōu)良的品牌企業(yè)。
由于Zr-Ti系無鉻鈍化膜呈略白色及淺藍(lán)色,不能通過目測來直觀的檢測鈍化膜的質(zhì)量,在生產(chǎn)的過程控制難度較大。國內(nèi)外的相關(guān)研究人員已經(jīng)深入開展了研究,通過加入某些小分子助劑或者水溶性樹脂能使鈍化膜顯色 ,但生產(chǎn)應(yīng)用上還需要檢驗印證其可行性。
在鋁型材噴涂生產(chǎn)過程中,鈍化處理、噴涂工藝、固化工藝是影響涂層質(zhì)量指標(biāo)的關(guān)鍵因素 。鈍化處理質(zhì)量是噴涂線的前提,但不能忽視噴涂、固化工藝的控制。我公司立式噴涂生產(chǎn)線采用無鉻鈍化工藝僅有半年時間,實驗數(shù)據(jù)還需要完善,在生產(chǎn)經(jīng)驗上也存在不足,因此將長期跟蹤無鉻鈍化應(yīng)用技術(shù),以供各位業(yè)內(nèi)專家指導(dǎo)!


