
一、前言
隨著科學(xué)技術(shù)的進(jìn)步和經(jīng)濟(jì)的發(fā)展及人民生活水平的提高,各種鋁合金擠壓材在航空航天、交通運(yùn)輸?shù)炔块T廣泛應(yīng)用,特別是在飛機(jī)和航天器材上成為輕量化首選材料。目前,鋁合金在民用飛機(jī)結(jié)構(gòu)上用量為70%-80%。
二、直升旋翼機(jī)簡(jiǎn)介
旋翼機(jī)的旋翼依靠前方來(lái)流吹動(dòng)始終處于自轉(zhuǎn)狀態(tài),因而一旦發(fā)動(dòng)機(jī)空中停車,可以直接依靠旋翼自轉(zhuǎn)著陸,而直升機(jī)旋翼還需要一個(gè)轉(zhuǎn)入自轉(zhuǎn)的過(guò)程,所以旋翼機(jī)沒(méi)有直升機(jī)的低速回避區(qū),安全性更好。旋翼機(jī)由于其旋翼自轉(zhuǎn),沒(méi)有自發(fā)動(dòng)機(jī)至旋翼的減速和傳動(dòng)裝置也不需要平衡旋翼反扭矩的尾槳,因而結(jié)構(gòu)大大簡(jiǎn)化。

圖1:鋁合金直升旋翼機(jī)
現(xiàn)代自轉(zhuǎn)旋翼飛行器采用旋翼預(yù)轉(zhuǎn)技術(shù),起飛前通過(guò)簡(jiǎn)單傳動(dòng)裝置將旋翼預(yù)先驅(qū)轉(zhuǎn),然后通過(guò)離合器切斷傳動(dòng)鏈路后起飛,使得它可以跳躍式或超短距起飛(起飛距離0~30m);自轉(zhuǎn)旋翼飛行器降落時(shí),通過(guò)操縱旋翼錐體后傾,可實(shí)現(xiàn)點(diǎn)式著陸,不需要專用機(jī)場(chǎng)。因而近十幾年來(lái),直升旋翼機(jī)再次成為航空領(lǐng)域關(guān)注的熱點(diǎn)。
三.旋翼片介紹
旋翼機(jī)的旋翼片主要給旋翼機(jī)提供升力,是一個(gè)高速旋轉(zhuǎn)的部件,因此對(duì)旋翼材料的抗拉強(qiáng)度、屈服強(qiáng)度和疲勞強(qiáng)度都有很高的要求。國(guó)外的旋翼片主要有復(fù)合材料制作(意大利Magni、西班牙Ela)和鋁型材擠壓(德國(guó)Autogyro、法國(guó)Averso)兩種工藝。復(fù)合材料旋翼生產(chǎn)周期長(zhǎng)、成本高,優(yōu)勢(shì)在于無(wú)疲勞壽命,鋁合金擠壓旋翼片具有質(zhì)輕高強(qiáng)度高性能,生產(chǎn)效率高和成本低的優(yōu)勢(shì)。
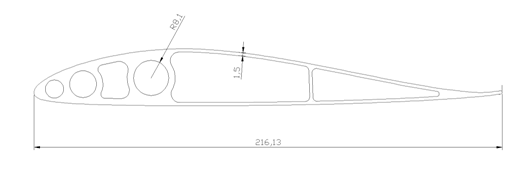
圖2:直升機(jī)旋翼片鋁型材截面示意圖
四.旋翼性能要求
我們對(duì)國(guó)外擠壓旋翼進(jìn)行了分析研究。德國(guó)Autogyro公司旋翼寬度198mm,使用6005A-T6鋁合金進(jìn)行擠壓,抗拉強(qiáng)度265Mpa,屈服強(qiáng)度230Mpa,硬度15HW,延伸率≥8%。法國(guó)Averso公司旋翼寬度216 mm,使用6106-T6鋁合金進(jìn)行擠壓,強(qiáng)度高于6063-T6,低于6005A-T6。6061-T6強(qiáng)度高于6005A-T6,并且6061鋁合金也是擠壓常備棒材,結(jié)合旋翼強(qiáng)度要求,我們選擇6061合金進(jìn)行擠壓。
旋翼片各項(xiàng)指標(biāo)要求:
1、擠壓執(zhí)行標(biāo)準(zhǔn):GJB 2507A-2008 航空航天用鋁合金擠壓型材規(guī)范
2、力學(xué)性能:抗拉強(qiáng)度Rm≥265Mpa,非比例延伸強(qiáng)度Rp0.2≥260Mpa,斷后伸長(zhǎng)率≥8%。
3、表面處理:陽(yáng)極氧化和氟碳噴涂。
五.生產(chǎn)分析
此次擠壓旋翼給我們帶來(lái)了巨大的挑戰(zhàn)。首先,6061鋁合金硬度大于6005A和6063,擠壓難度高。T6狀態(tài)要用強(qiáng)風(fēng)和水霧冷卻,產(chǎn)品變形量大,成品率底。其次,從旋翼結(jié)構(gòu)分析,旋翼寬度216mm,厚度26mm,每根長(zhǎng)度4米。旋翼前緣厚,25%之后壁厚變得很薄,只有1.5mm,大大超出了擠壓工藝100:1的寬厚比,這給模具制作和擠壓工藝帶來(lái)了很大難度。
目前國(guó)內(nèi)外還沒(méi)有使用6061-T6生產(chǎn)的自轉(zhuǎn)旋翼機(jī)旋翼,因此我們決定挑戰(zhàn)這一世界高度。
六.生產(chǎn)過(guò)程控制
在初期生產(chǎn)過(guò)程中型材出現(xiàn)周期性鋸齒、扭彎和波浪等現(xiàn)象。針對(duì)以上出現(xiàn)的質(zhì)量問(wèn)題,經(jīng)公司生產(chǎn)總經(jīng)理和總工程師指導(dǎo),結(jié)合技術(shù)團(tuán)隊(duì),專題研討做出以下方案來(lái)生產(chǎn)。
1.優(yōu)化模具設(shè)計(jì),保證工模具維修品質(zhì)。
模具對(duì)實(shí)現(xiàn)整個(gè)擠壓過(guò)程起著十分重要的意義,是保證產(chǎn)品成型,具有正確形狀,尺寸和精度的基本工具。
在設(shè)計(jì)模具時(shí),盡量使各部分受力均勻,要避免尖角、凹角和壁厚差懸殊,以免產(chǎn)生過(guò)大的應(yīng)力集中,引起熱處理變形、開(kāi)裂和使用過(guò)程中脆性破裂。
模具鋼材選用耐高溫,具有高強(qiáng)度、高韌性、高耐磨、高抗疲勞度,包括淬透性良好的鋼材,并做好模具熱處理來(lái)保證模具韌性和屈服強(qiáng)度。
模具維修增加導(dǎo)流和阻流,合理設(shè)計(jì)分流孔和橋部結(jié)構(gòu)來(lái)調(diào)節(jié)金屬的流量。
2.設(shè)備、裝置的調(diào)整
擠壓桿、擠壓筒、模座三點(diǎn)中心位對(duì)中,嚴(yán)禁中心位不對(duì)中進(jìn)行生產(chǎn)。我公司在以下情況下會(huì)對(duì)擠壓機(jī)的中心位進(jìn)行調(diào)整:
①每擠壓一定時(shí)間后;
②對(duì)擠壓機(jī)相關(guān)設(shè)備檢修之后;
③擠壓機(jī)升溫前與升溫后。會(huì)對(duì)加熱前與加熱后的中心位進(jìn)行對(duì)比,查看是否偏移以及偏移的程。
調(diào)整中心位時(shí),將所調(diào)整的數(shù)據(jù)記錄存檔、分析,以提高一次調(diào)整成功的合格率,減少時(shí)間及人力、物力的浪費(fèi)。
3.鑄錠均勻化處理
6061合金鑄錠進(jìn)行高溫均勻化處理,目的是消除或減少晶內(nèi)偏析,提高材料熱變形和冷變形的能力,改善制品的力學(xué)性能,消除凝固時(shí)產(chǎn)生的內(nèi)應(yīng)力,使鑄錠具有較大的化學(xué)和組織均一性。
均質(zhì)工藝為560℃±10℃保溫4小時(shí)。出爐后快速冷卻至室溫。
4.溫度和速度調(diào)節(jié)
生產(chǎn)方式為高溫低速擠壓,鋁棒采用工頻感應(yīng)爐加熱來(lái)實(shí)現(xiàn)每條棒梯度加熱。從棒前端到棒后端的溫度逐漸降低,前端與后端的溫度相差50℃。擠壓筒的實(shí)際溫度控制在430—450℃,模具的實(shí)際溫度控制在470—490℃。為了保證出料口溫度控制在520℃--535℃,擠壓的出料速度控制在10—15米/分鐘。
擠壓生產(chǎn)過(guò)程中,及時(shí)對(duì)鋁棒以及擠壓機(jī)出口溫度進(jìn)行測(cè)量,合理地選擠壓速度,確保工藝參數(shù)在所要求的范圍內(nèi)。并根據(jù)機(jī)臺(tái)不同留有合適的壓余量,保證了型材的內(nèi)在質(zhì)量。
5.精密在線淬火
6061-T6合金要達(dá)到高的力學(xué)性能,我們公司采用智能化數(shù)控在線淬火設(shè)備,具備滿足各種不同截面形狀所需要的冷卻強(qiáng)度的差異性調(diào)節(jié),很好的解決型材的冷卻變形問(wèn)題。
6.擠壓型材的牽引
生產(chǎn)時(shí)使用先進(jìn)的直線式雙頭牽引機(jī)牽引。工作時(shí)牽引車上鉗口咬著型材前端,并保持與型材一定的拉力,且自動(dòng)地與擠壓機(jī)的擠出速度實(shí)現(xiàn)同步,把型材從模腔中平直地引出,免得各擠壓型材的長(zhǎng)度參差不齊,防止型材懸掛、扭曲,從而提高型材的成材率和表面質(zhì)量;以一定的張力牽引型材,使型材在張力下冷卻,減少變形,使多根擠壓時(shí)金屬流動(dòng)均勻,單根型材擠壓時(shí)幫助使模具定徑帶處金屬流動(dòng)慢的部位加快,整個(gè)截面上金屬流動(dòng)均勻。保證了型材的力學(xué)性能均勻,表面質(zhì)量良好。
7.拉伸矯直
拉伸率控制在1.5%—2.5%。選用操作熟練的員工作為前拉伸手,能使其根據(jù)鋁型材的不同而進(jìn)行適當(dāng)?shù)睦途嚯x的調(diào)整。根據(jù)型材橫截面積的不同,設(shè)計(jì)專用的仿形墊塊,防止型材在拉伸時(shí)由于受力不均而造成的型材頭尾彎曲、幾何尺寸等缺陷,確保了型材的力學(xué)性能穩(wěn)定。
七、時(shí)效工藝
在實(shí)際生產(chǎn)中,根據(jù)現(xiàn)場(chǎng)經(jīng)驗(yàn),當(dāng)6061鋁棒溫度控制在510~520℃之間,時(shí)效溫度控制在175℃,保溫時(shí)間8h時(shí),能得到較好力學(xué)性能的型材。而擠壓后的冷卻速度直接影響著型材的力學(xué)性能,冷卻太慢往往會(huì)造成強(qiáng)度達(dá)不到要求,而且在現(xiàn)在生產(chǎn)中,要根據(jù)型材的不同截面適當(dāng)調(diào)整擠壓工藝參數(shù),比如比較薄的就應(yīng)該降低擠壓速度、降低棒溫,遇到壁厚較厚的型材,應(yīng)該適當(dāng)升高棒溫,加大冷卻系統(tǒng)的作用,這樣才能保證擠壓固溶后,能夠得到過(guò)飽和的固溶體,不至于在現(xiàn)場(chǎng)冷卻速度跟不上,從而導(dǎo)致強(qiáng)化物Mg2Si不能完全固溶于鋁基體中。冷速太快,往往會(huì)使得型材中有較大的殘余應(yīng)力,從而變得很脆,其延伸率達(dá)不到國(guó)標(biāo)要求。
由于固溶處理得到的過(guò)飽和固溶體都是具有高能量狀態(tài)的亞穩(wěn)相,只要可能(如加熱到一定溫度或室溫保持較長(zhǎng)時(shí)間),它就會(huì)向較低能量的穩(wěn)定狀態(tài)轉(zhuǎn)化,從而形成穩(wěn)態(tài)相,而這種轉(zhuǎn)化是通過(guò)過(guò)飽和固溶體的分解而實(shí)現(xiàn)的,所以固溶處理后通常要進(jìn)行室溫或加熱條件使過(guò)飽和固溶體分解的熱處理即時(shí)效處理時(shí)效的強(qiáng)化效果主要取決于淬火得到的過(guò)飽和固溶體的濃度及時(shí)效制度有關(guān)系。過(guò)飽和固溶體的濃度越高,則時(shí)效強(qiáng)化效果越好;時(shí)效溫度越高,則時(shí)效強(qiáng)度達(dá)到峰值的速率越快,但往往在達(dá)到峰值后,如果繼續(xù)時(shí)效,其軟化的速度也更快,所以說(shuō),時(shí)效不是溫度越高,時(shí)間越久越好,如人工時(shí)效,當(dāng)制品達(dá)到強(qiáng)度峰值后,如果繼續(xù)延長(zhǎng)時(shí)效時(shí)間,強(qiáng)度不但不會(huì)提升,反而會(huì)下降。這就是所謂的過(guò)時(shí)效。所以說(shuō),溫度與時(shí)間的合理匹配,才能取得最佳的時(shí)效強(qiáng)化效果。
6061-T6工藝控制參數(shù)為175℃保溫8小時(shí),某些鋁合金制品,淬火和人工時(shí)效間的間隔時(shí)間對(duì)時(shí)效效果也有一定的影響,這就是所謂的 停放效應(yīng) ,如果在淬火后停放24h以后再去時(shí)效,其強(qiáng)度值將明顯低于立即時(shí)效獲得的強(qiáng)化效果。因此,對(duì)于具有停放效應(yīng)的鋁合金制品,應(yīng)盡可能地縮短淬火與時(shí)效間的間隔時(shí)間。
八.表面處理工藝
旋翼片常年處于高溫與低溫交替變化,要求具有很高的防腐、抗紫外線能力和一定的表面硬度。我們根據(jù)客戶要求,選擇陽(yáng)極氧化和氟碳漆噴涂?jī)煞N表面處理工藝。
1、陽(yáng)極氧化采用中溫封孔陽(yáng)極氧化,膜厚25μm。
2、氟碳噴涂具有優(yōu)異的抗褪色性、抗起霜性、抗大氣污染(酸雨等)的耐腐蝕性,抗紫外線能力強(qiáng),抗裂性強(qiáng)以及能夠承受惡劣天氣環(huán)境。氟碳噴涂采用三涂,平均膜厚≥40μm。
九.結(jié)束語(yǔ)
本文結(jié)合生產(chǎn)實(shí)際,對(duì)直升機(jī)高強(qiáng)度鋁合金旋翼片的生產(chǎn)過(guò)程進(jìn)行了研究分析,對(duì)擠壓、在線淬火、時(shí)效、表面處理等關(guān)鍵工序的控制點(diǎn)進(jìn)行了探討,提出了相應(yīng)的防止措施
在執(zhí)行以上工藝后,我公司成功做出高強(qiáng)度直升機(jī)旋翼片,客戶使用滿意度較高。
隨著高精度型材的不斷研發(fā), 我公司在生產(chǎn)過(guò)程中,會(huì)繼續(xù)確保持設(shè)備運(yùn)轉(zhuǎn)穩(wěn)定,先進(jìn)生產(chǎn)工藝和人員操作標(biāo)準(zhǔn)化相結(jié)合,質(zhì)量檢驗(yàn)不放松,生產(chǎn)出更多質(zhì)量合格穩(wěn)定、客戶滿意的產(chǎn)品。

