
1 前言
在鋁合金型材擠壓生產過程中,模具起著至關重要的作用。合理的模具結構,是產品成型和尺寸精度的重要保證,特別是在控制空心鋁型材的焊縫組織和力學性能方面尤其重要。而模具加工是實現模具設計者的理念和保證模具結構精度的重要環節。但由于加工設備的性能和精度的限制,再加上加工人員的水平參差不齊,往往是使制造出來的模具存在著或多或少的缺陷,給后續的擠壓生產帶來不必要的困擾,也使得有些產品的交貨日期延誤。我公司通過采取一系列措施,使模具的加工質量得到控制,模具的加工精度穩步提高。下面就我公司在模具加工過程中碰到的質量問題及采取的控制措施作具體闡述。
2 模具加工的質量狀況
2.1 模具加工工藝流程

圖1 模具加工工藝流程圖
2.2 加工過程的容易出現加工缺陷
由于制造設備的性能與精度以及操作人員的水平等因素。造成加工的模具與設計圖紙不完全相符但又不報廢,這樣就生產出了不完全合格的模具,既是有加工缺陷的模具。這些模具在擠壓生產中會造成型材產品的質量問題。例如;模具的加工空刀精度對型材產品的起骨,拖鋁,偏壁,線紋等質量問題生產影響;工作帶的角度不正。會影響型材產品的成形等。圖2為我公司統計的加工缺陷對產品品質質量影響的比例狀況。由圖可以看出工作帶與空刀缺陷占得比例最大,其余缺陷影響較均衡
2.3 缺陷的成因及對質量影響
2.3.1 工作帶精度不高
工作帶直接與金屬鋁接觸摩擦,對型材的成型與尺寸起著關鍵的作用。但由于加工人員在銑電極時,工作帶分段不準確,高低工作帶之間不采用圓弧過渡,會造成成型材表面起骨或骨影。另外,工作帶角度不正,平面度不夠,往往是由于線切割紋比較粗,拋光量過大,拋光人員的水平和習慣造成工作帶的正角度或負角度,使得模具在使用中出料變得阻慢或加快,給模具設計或修模人員以誤導,并使型材的成形變得困難。工作帶的光潔度差及進出口的倒角不夠易造成型材表面的機械紋變多。
 s
s
圖2 模具加工缺陷對產品質量的影響
2.3.2 空刀尺寸過大或過小
在銑加工多模芯空刀時,由于粗銑模芯為整體,各模芯之間壁厚沒有加工出來,加工人員經常按圖紙事先預定的空刀尺寸加工,極易造成小模芯處的空刀過大而穩定性變差,形成型材的壁厚不均即偏壁。而在加工空刀尺寸較小的懸臂部分尤其是接近工作帶部分,電火花沒有精打造成塞模,或拖鋁紋粗,或是電極在對刀時偏離中心,使懸臂部分的空刀不均勻,即一邊空刀大,一邊空刀小,擠壓時懸臂偏向一邊或者斷裂,致使模具報廢。
2.3.3 分流孔、焊合室、導流的光潔度,平整度及錐度不夠
分流模加工,在分流模模芯與分流橋處常常出現三角形的死區位,這主要是因為銑刀在擺度時不到位或者擺的角度次數太少引起的。擠壓生產時該區域金屬流動不暢,焊合性能差,使型材產生陰陽面或者該處的表面線紋增多。焊合室導流的光潔度與平整度(有些帶錐度)不夠。主要是精銑或者磨平面時,工件擺放不平,或銑加工轉速過慢,錐度不夠時是磨銑刀時錐度沒有磨準,這些缺陷會引起型材的線紋增粗增多。
2.3.4 分流橋倒角不圓潤,供料孔(槽)不順暢
分流橋尤其是帶斜擴的分流橋,由于橋的斜擴中帶有一定深度的直深部位以保證橋的強度,加工時經常在擺角度時沒有將直深位銑出來,并且橋的滴水位沒有用圓弧接順,造成型材的焊合性能不好,形成明顯的焊合線且分流橋易裂。上模筋位,螺絲位的供料槽深度不夠,這些部位在成形時供料不足,型材表面易產生凹面,噴涂產生亮線(或亮帶)。
2.3.5 模具硬度不足(或過硬),硬度不均勻,氧化層剝落等
模具鋼原料的質量不穩定,以及熱處理工藝控制不好,造成模具硬度不均勻,硬度不足或過硬,使模具在生產中成形不穩定,壽命也不長。氮化時模具清洗不干凈或氮化工藝不穩定致使氮化層過厚使工作帶剝落。
除上述缺陷外,還有裝配止口,裝配銷釘的松緊,線切割預變形超差以及跳絲,斷絲造成壁厚及尺寸超差等等。
3 模具加工質量的改善及控制
基于以上對加工缺陷成因的分析,我公司采用一系列措施,調整加工工藝,取得良好的效果,具體做法如下:
(1)保證原材料質量的穩定。對每批鋼材抽查,通過金相組織和內部探傷分析,基本上消除由原材料引起的缺陷。
(2)粗車加工:為了減少模具在熱處理時應力集中造成裂紋,在車外圓直徑過渡部位時留有R連接,一般為R3~R5.
(3)利用CNC來加工分流孔,導流,焊合室,橋位。通過CNC的編程建模,可預先直觀看到加工后的三維形狀,并可及時進行修改以達到設計圖紙的要求。
(4)對簡單形狀的分流模,模芯的工作帶,空刀完全由CNC完成,而對于多模芯復雜的分流模采用CNC雕刻電極,套打出空刀和工作帶。
(5)采用CNC配模。定位銷和螺絲孔用CNC定位加工,壁厚也由CNC接余量配出,盡量減少手工配的加工量。
(6)上模供料槽,先由CNC定位并加工出芻形,等模芯加工出來后,由電火花繼續完成。小懸臂處采用錐形空刀,既保證懸臂強度,又不造成塞模或拖鋁。
(7)電火花精打的電極由CNC雕刻機完成。形狀復雜的模孔以及預變形的模孔由慢走絲線切割,減少人工的拋光量,保證模孔工作帶的精度和光潔度。
(8)定期送檢一批試塊,檢查熱處理和氮化工藝的穩定性,根據試塊檢驗的結果,及時調整熱處理工藝。
4 效果
通過采用上述措施,模具的加工缺陷大大降低,模具的精度得到極大提高,模具上機合格率也比以前有大提高。
(%)
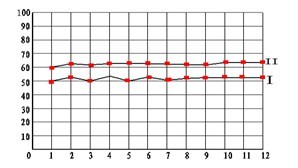
(月份)
曲線I:工藝改善之前合格率統計
曲線Ⅱ:工藝改善之后合格率統計
圖3 工藝改善前后合格率比較圖
5 結束語
如何提高模具加工質量保證鋁型材擠壓生產成品率,減少型材的缺陷,模具加工質量是由每道工序質量來保證,其中人為的因素占據絕大部分。除了加強人員的培訓,提高其技能和責任心外,還要充分利用高精度,高性能的設備。只有盡量減少人的加工量和工序,避免人為的差錯,才能生產處高精度的模具,推動鋁擠壓生產的不斷發展。


