
1 引言
我國擁有極其豐富的鋁礦資源。隨著國民經(jīng)濟(jì)的發(fā)展和人民生活水平的不斷提高,除航空航天工業(yè)外,建筑、交通運(yùn)輸、電力電器、化工、石油、農(nóng)機(jī)和日常用品等部門對鋁的需求量也越來越大。用擠壓的方法生產(chǎn)鋁型材,既節(jié)約金屬,生產(chǎn)效率又高[1]。
分流組合模廣泛地應(yīng)用于生產(chǎn)各種規(guī)格和形狀的管材和空心鋁型材的擠壓模具結(jié)構(gòu)類型。該類模具不僅可以生產(chǎn)復(fù)雜內(nèi)腔的鋁型材,而且可拆換、加工容易、成本較低[2]。目前該類模具的設(shè)計(jì)很大程度上取決于經(jīng)驗(yàn)和反復(fù)試模,在反復(fù)試模的過程中浪費(fèi)大量的人力物力和財(cái)力。
本文采用Simufact有限元軟件對我公司設(shè)計(jì)的模具進(jìn)行擠壓過程的數(shù)值模擬,揭示金屬的真實(shí)流動規(guī)律和各種物理場的分布,預(yù)測實(shí)際生產(chǎn)中可能產(chǎn)生的各種缺陷,從而在設(shè)計(jì)階段對模具進(jìn)行優(yōu)化,以提高模具的質(zhì)量。
2 Simufact軟件介紹
在傳統(tǒng)有限元模擬中,多采用Lagrange法[3-6],但鋁型材擠壓過程屬于非線性大變形,擠壓比非常大,金屬變形劇烈,這就不可避免地遇到網(wǎng)格再劃分的問題。而由于鋁型材壁厚一般很薄,這給網(wǎng)格劃分帶來極大的困難,從而使得金屬塑性成形的有限元模擬無法進(jìn)行下去[7]。
有限體積法以前多用于模擬流體的流動過程。近年來,部分學(xué)者也逐漸將有限體積法用于模擬金屬的塑性成形問題。基于Euler的有限體積法是將網(wǎng)格固定在空間,材料在流動過程中Euler網(wǎng)格不發(fā)生變化。因此,用有限體積法模擬大變形塑性成形問題可以很好地避免網(wǎng)格再劃分問題。
Simufact軟件是基于MSC.SuperForm和MSC.SuperForge開發(fā)的材料加工工藝仿真優(yōu)化平臺[8]。同時(shí)擁有MARC(有限元法)和Dytran(有限體積法)求解器。在鋁型材的模擬過程中,一般采用Dytran有限體積法。
Simufact使用專業(yè)化語言,便于專業(yè)人士使用;提供專業(yè)的材料數(shù)據(jù)庫,并可以由用戶自己輸入數(shù)據(jù)或修改數(shù)據(jù);提供各種壓力加工設(shè)備;擁有IGES、UG、Pro/E、CATIA、Parasolid和Solidworks等各種主流CAD接口;分析計(jì)算的自動化程度高,用戶不需要輸入很多計(jì)算控制參數(shù);界面設(shè)計(jì)簡單易懂。
3 數(shù)值模擬方案
3.1 幾何模型的建立
本文以一幕墻鋁型材為例,鋁型材截面及初始工作帶設(shè)計(jì)如圖1所示。
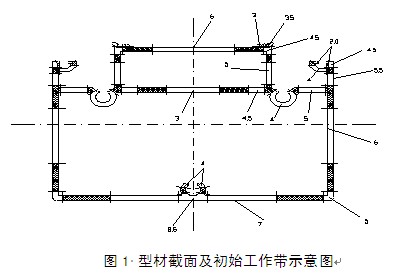
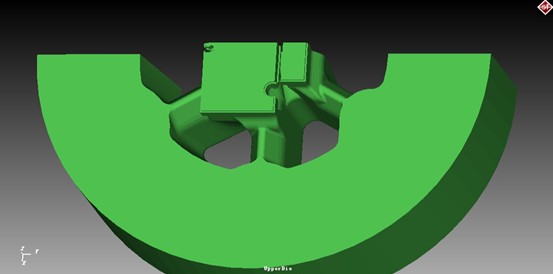
圖2 上模示意圖
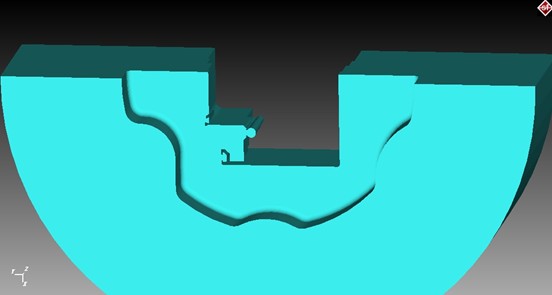
圖3 下模示意圖
3.2 邊界條件的設(shè)定
數(shù)值模擬所設(shè)定的邊界條件如下:擠壓坯料選用直徑為230mm的鋁棒,長度為170mm。在Simufact軟件自帶的材料庫中選擇模具材料為H13,鋁棒材料為6063;模具預(yù)熱溫度為480℃,鋁棒預(yù)熱溫度為450℃,環(huán)境溫度設(shè)定為50℃;鋁棒與模具工作帶處的摩擦類型選為庫倫摩擦類型,摩擦因子為0.3,與其它模具之間的摩擦選塑性剪切摩擦類型,摩擦因子為0.6;擠壓速度為10mm/s。鋁棒與模具的材料性能如表1所示。
表1 鋁棒與模具的材料性能
|
性能 |
6063 |
H13 |
|
密度(Kg/m3) |
2700 |
7800 |
|
楊氏模量(GPa) |
40 |
210 |
|
泊松比 |
0.35 |
0.3 |
|
比熱(J/Kg.K) |
900 |
460 |
|
熱導(dǎo)率(W/m.K) |
198 |
24.6 |
4 模擬結(jié)果及分析
4.1 應(yīng)力應(yīng)變場分析
圖4與圖5分別是坯料等效應(yīng)力場及等效應(yīng)變場云圖。
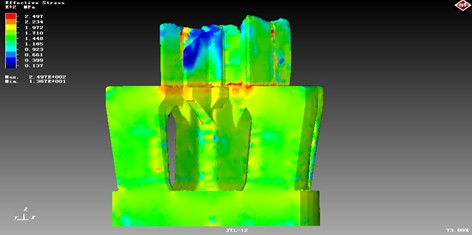
圖4 應(yīng)力場云圖
從圖4中可知最大等效應(yīng)力發(fā)生在坯料與工作帶接觸的部位,超過了200MPa,遠(yuǎn)遠(yuǎn)大于6063的屈服應(yīng)力。
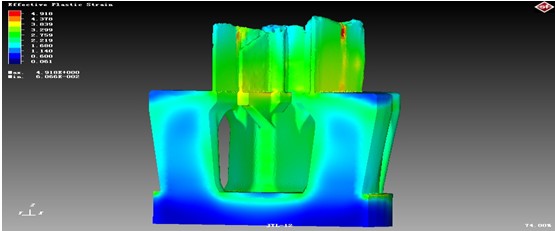
圖5 應(yīng)變場云圖
從圖5中可知等效應(yīng)變與等效應(yīng)力的分布規(guī)律相似。由于坯料與工模具接觸面之間存在著摩擦力,尤其是在工作帶部位金屬流向發(fā)生改變,變形劇烈,所以坯料的最大等效應(yīng)變是在工作帶部位;而在擠壓筒中部和分流孔中部做近似的剛體運(yùn)動,因此,此處的等效應(yīng)變較小。4.2 溫度場分析
溫度是影響鋁型材質(zhì)量的重要因素。鋁型材熱擠壓是一個(gè)高溫高壓下大變形的過程。擠壓力、焊合質(zhì)量、鋁型材表面質(zhì)量與機(jī)械性能都與溫度有關(guān)。圖6所示是坯料的溫度場分布云圖,從圖6中可知坯料在與工模具接觸處雖然有摩擦熱的產(chǎn)生,但由于模具的溫度比坯料的低,且較易向空氣中散熱,所以溫度升高幅度不大,甚至溫度降低。擠壓筒中部和分流孔中部由于劇烈變形而產(chǎn)生的塑性變形熱難以擴(kuò)散,所以溫度升高幅度較大。在工作帶處變形最為劇烈,溫度最高。實(shí)際生產(chǎn)中溫度過低,坯料塑性不好,會降低擠壓速度;溫度過高,會使鋁材過燒,表面質(zhì)量不好。
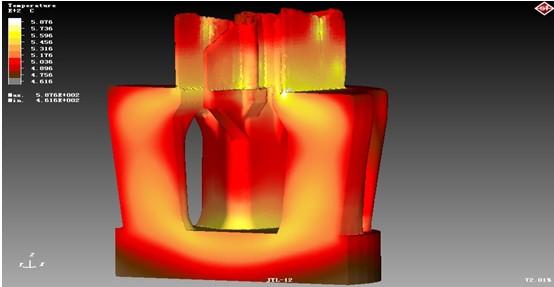
圖6 溫度場云圖
4.3 速度場分析
在實(shí)際生產(chǎn)中,金屬的流動速度是決定鋁型材質(zhì)量的重要因素。流速不均會造成鋁型材不成型、扭擰、波浪等缺陷。為了評價(jià)擠壓過程中金屬流速的均勻程度,本文以擠壓模出口處流速場標(biāo)準(zhǔn)偏差SDV(Stantard Deviation of the Velocity field)值來衡量[9],其計(jì)算式的形式如下:
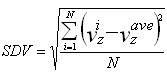
式中,N為選取節(jié)點(diǎn)的數(shù)量,在本文中N為模具出口處同一平面上節(jié)點(diǎn)的個(gè)數(shù); 為位于待研究平面上第i個(gè)節(jié)點(diǎn)的z向速度;
為位于待研究平面上第i個(gè)節(jié)點(diǎn)的z向速度; 為待研究平面上各節(jié)點(diǎn)的z向平均速遞。
為待研究平面上各節(jié)點(diǎn)的z向平均速遞。
SDV值反應(yīng)了擠壓過程的穩(wěn)定性,因此該值越小表示流速越均勻。
圖7為金屬流出模具后達(dá)到穩(wěn)定的某個(gè)平面的流速圖,在鋁型材截面均勻選取20個(gè)節(jié)點(diǎn),各點(diǎn)的流速值如表2所示。
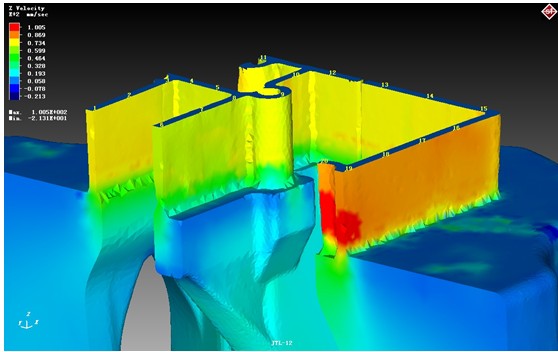
圖7 速度場云圖
表2 鋁型材截面選取節(jié)點(diǎn)的速度值(單位:mm/s)
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
78.25 |
77.55 |
75.09 |
74.21 |
73.97 |
71.22 |
71.28 |
72.07 |
72.90 |
74.24 |
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
72.82 |
76.06 |
77.08 |
77.91 |
82.51 |
89.95 |
88.70 |
88.52 |
88.90 |
89.85 |
根據(jù)圖7可知由于鋁型材底邊比其余邊厚,速度較大,而中間筋處較難供料,速度較小,速度的差距容易使鋁型材變形。根據(jù)表2,可以計(jì)算出 78.65 mm/s,由此計(jì)算處SDV=6.62。鋁型材出口流速不均勻。為了優(yōu)化模具的結(jié)構(gòu),使鋁型材減少因流速產(chǎn)生的缺陷問題,現(xiàn)將鋁型材流速大于平均速度處的工作帶適量加長,將流速小于平均速度處的工作帶適量減短。優(yōu)化后的工作帶如圖8所示。
78.65 mm/s,由此計(jì)算處SDV=6.62。鋁型材出口流速不均勻。為了優(yōu)化模具的結(jié)構(gòu),使鋁型材減少因流速產(chǎn)生的缺陷問題,現(xiàn)將鋁型材流速大于平均速度處的工作帶適量加長,將流速小于平均速度處的工作帶適量減短。優(yōu)化后的工作帶如圖8所示。
其他條件不變,重新模擬后的鋁型材出口流速如圖9所示。
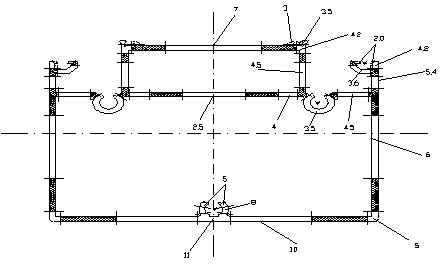
圖8 優(yōu)化后的工作帶示意圖
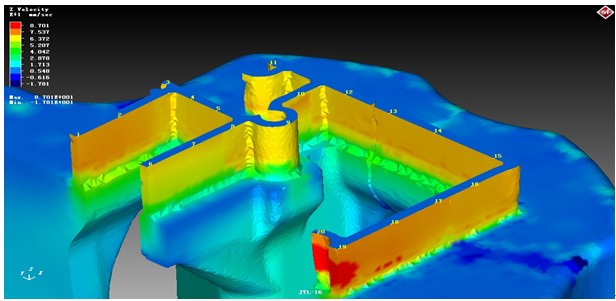
圖9 工作帶優(yōu)化后鋁型材的速度場云圖
在鋁型材上均勻地取20個(gè)節(jié)點(diǎn),各節(jié)點(diǎn)的z向速度如表3所示。表3 工作帶優(yōu)化后鋁型材截面選取節(jié)點(diǎn)的速度值(單位:mm/s)
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
75.21 |
75.15 |
70.41 |
70.60 |
71.13 |
69.84 |
70.58 |
68.65 |
69.20 |
69.84 |
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
69.92 |
71.58 |
72.32 |
72.98 |
73.20 |
73.71 |
76.22 |
76.83 |
78.07 |
78.42 |
根據(jù)表3,可以計(jì)算出 72.68 mm/s,由此計(jì)算處SDV=2.93。與修改前SDV值明顯減小,即鋁型材截面速度更為均勻,實(shí)際試模結(jié)果顯示修改后的模具擠壓出的鋁型材無缺陷,滿足生產(chǎn)精度要求。
72.68 mm/s,由此計(jì)算處SDV=2.93。與修改前SDV值明顯減小,即鋁型材截面速度更為均勻,實(shí)際試模結(jié)果顯示修改后的模具擠壓出的鋁型材無缺陷,滿足生產(chǎn)精度要求。
5 結(jié)語
基于Simufact有限元模擬軟件,建立了空心鋁型材分流模擠壓過程的計(jì)算模型,并以一幕墻鋁型材為研究對象,對擠壓過程中的應(yīng)力場、應(yīng)變場、溫度場及速度場進(jìn)行了分析,依據(jù)分析結(jié)果對模具進(jìn)行修正,最后得到合格的產(chǎn)品。 運(yùn)用Simufact軟件能夠快速地獲得擠壓過程的應(yīng)力場、應(yīng)變場、溫度場、速度場,求解結(jié)果能正確地反應(yīng)實(shí)際情況。合理、科學(xué)的應(yīng)用Simufac能夠有效地指導(dǎo)鋁型材擠壓工藝和模具設(shè)計(jì),減少試模次數(shù),對提高設(shè)計(jì)效率和質(zhì)量、節(jié)省成本、提高經(jīng)濟(jì)效益具有重要價(jià)值意義。


