
鋁擠壓過程是一個(gè)利用熱量和壓力的共同作用來使鋁棒轉(zhuǎn)變成型材的過程。歷史上,鋁擠壓生產(chǎn)是以保守的人工方式進(jìn)行的,只能間斷地進(jìn)行測量,產(chǎn)品會(huì)有變形和浪費(fèi)。操作者的經(jīng)驗(yàn)程度至關(guān)重要。如今,新技術(shù)可以讓員工編制工藝流程的熱壓參數(shù),在線學(xué)習(xí)更多的生產(chǎn)技術(shù),把擠壓生產(chǎn)過程轉(zhuǎn)變?yōu)楦呒壍淖詣?dòng)化管理過程。第二層的收益包括微觀結(jié)構(gòu)分析、型材物理屬性和表面及尺寸等方面信息。
本文提出了一個(gè)溫度管理路線圖,通過溫度管理來提高生產(chǎn)率,幫助操作者定量監(jiān)測主要參數(shù),更快地完成生產(chǎn)任務(wù),使產(chǎn)出的型材質(zhì)量更穩(wěn)定,廢品更少。文中給出了實(shí)際采集的現(xiàn)場數(shù)據(jù),以此說明溫度管理系統(tǒng)的重要性。
介紹
為了保持在現(xiàn)今激烈的競爭環(huán)境下的優(yōu)勢,許多鋁擠壓廠都采用了積極的管理程序來實(shí)現(xiàn)生產(chǎn)優(yōu)化和產(chǎn)品的多樣化。為了提高生產(chǎn)效率和產(chǎn)品質(zhì)量,他們在管理上投入了很多成本。在過去的十年里,幾乎所有的鋁擠壓廠都投入了大量的資金購置新設(shè)備,但并不是所有的配套設(shè)備都進(jìn)行了同步更新。通過采用新的紅外線溫度檢測系統(tǒng),領(lǐng)頭的擠壓公司都在20世紀(jì)90年代經(jīng)歷了一個(gè)思維模式的轉(zhuǎn)變。結(jié)果使這些公司與行業(yè)其他公司在產(chǎn)量和質(zhì)量上不斷擴(kuò)大差距。強(qiáng)大的管理模式給這個(gè)行業(yè)帶來了設(shè)備、自動(dòng)化水平和產(chǎn)品研發(fā)等方面的技術(shù)變革。
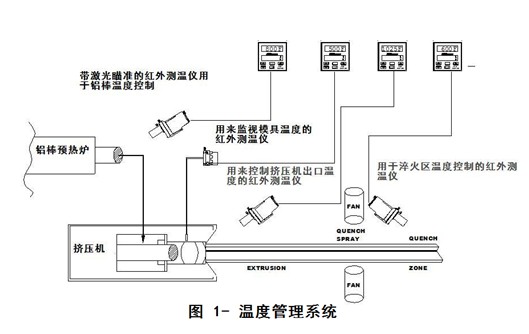
工業(yè)流程上的一大成就是溫度管理系統(tǒng)的出現(xiàn)(TMS)。在擠壓過程(圖1)中,鋁型材溫度測量數(shù)據(jù)的準(zhǔn)確性,連續(xù)性和可靠性,為過程自動(dòng)化控制打下了良好基礎(chǔ)。對于行業(yè)標(biāo)桿企業(yè),鋁擠壓過程已經(jīng)變成了一個(gè)系統(tǒng)工程,不再依賴手工的操作,不需要有工匠級的操作水平。結(jié)果就是:
優(yōu)化操作流程,提高工作效率
提高產(chǎn)品質(zhì)量,減少次品
改善生產(chǎn)過程和環(huán)節(jié)的連續(xù)性
實(shí)質(zhì)上的實(shí)現(xiàn)成本節(jié)約
作為工廠的領(lǐng)導(dǎo)者,你有責(zé)任為技術(shù)升級預(yù)留出時(shí)間并給予資金上的支持,以此來保證公司的競爭力和收益率。你是促成工廠從低科技生產(chǎn)向高科技生產(chǎn)轉(zhuǎn)變的驅(qū)動(dòng)力。低科技含量生產(chǎn)得到的是低技術(shù)含量和低收益的產(chǎn)品。高科技的生產(chǎn)可以給產(chǎn)品增值,并且生產(chǎn)出更新更成熟的產(chǎn)品,從而提高收益,拓展新的市場。
運(yùn)行一個(gè)優(yōu)化的擠壓機(jī)生產(chǎn)線,需要克服生產(chǎn)過程和冶金過程中的各種變化,來保證高效高質(zhì)量的產(chǎn)出。其中的訣竅就是確定和理解這些變化,然后竭盡全力的去避免其中的問題。但大多數(shù)工廠已經(jīng)在朝這個(gè)方向走了:讓操作者能看到更多量化的工藝參數(shù),更好地監(jiān)控生產(chǎn)。
總的來說,了解生產(chǎn)過程中的溫度情況,并且可以優(yōu)化生產(chǎn)過程的參數(shù),是操作者提高工廠生產(chǎn)水平的僅需的條件。接下來是告訴你如何達(dá)到這個(gè)目的。這需要一個(gè)企業(yè)文化從最高管理層由上至下的改變。
溫度的道路
在擠壓過程之前,中間和之后,金屬的溫度對于擠壓機(jī)來講都是至關(guān)重要的。在擠壓之前,鋁棒的溫度歷史決定了它的品質(zhì)和金屬機(jī)械性能的均勻性。擠壓時(shí),鋁棒溫度連同盛錠筒溫度和模具溫度一起,決定了保證型材質(zhì)量的擠壓速度。擠壓后,對于有些合金,冷卻率又決定了擠壓型材的抗拉強(qiáng)度。
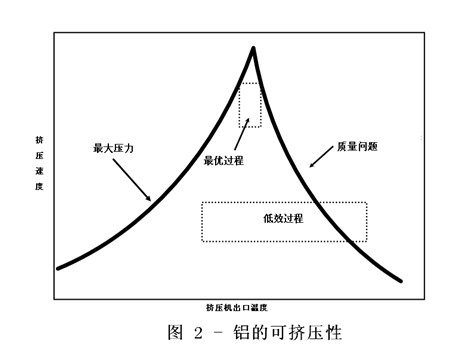
在擠壓機(jī)出口安裝實(shí)時(shí)在線溫度監(jiān)測可以讓生產(chǎn)線的工作效率更高。通過密切的監(jiān)測和控制工藝變量,過程性能圖表(圖2)對于提高擠壓效率是非常有意義的工具。在理論上的最佳操作條件下,生產(chǎn)過程中應(yīng)該不存在溫度、速度和鋁性質(zhì)的變化。如果按照過程性能圖表執(zhí)行生產(chǎn),在保證了這些臨界參數(shù)受控制并準(zhǔn)確的條件下,就能在實(shí)質(zhì)上改善生產(chǎn)率。
鋁棒的鑄錠和均勻化
因?yàn)闆]有一個(gè)鑄錠過程可以控制均衡凝固的狀態(tài)、微觀結(jié)構(gòu)的變化和溶解質(zhì)的分布。所以為了消除這些差異,必須進(jìn)行鋁棒均勻化。
其中任何一個(gè)溫度的變化都可能導(dǎo)致合金元素溶解度變差(不平衡結(jié)晶造成晶內(nèi)偏析),組織均一性變差以及低共熔相的改變。
自然地,原材料的品質(zhì)越均衡越一致,產(chǎn)品的品質(zhì)才會(huì)越均衡越一致。標(biāo)桿企業(yè)都知道均衡的和一致的操作可以產(chǎn)出均衡和一致的產(chǎn)品。標(biāo)桿企業(yè)也知道,所有的一切始于鋁棒或大圓棒的均衡和一致。
鑄錠和均勻化的全過程的溫度都是用熱電偶測量的。鑄錠過程的工藝條件決定了使用非接觸式測溫傳感器是不實(shí)際的,而且,因?yàn)橛凶銐蜷L的均熱時(shí)間保證熱電偶的充分熱傳導(dǎo),這道工序是不需要使用非接觸式測溫儀的。
鋁棒預(yù)熱
鋁棒在進(jìn)入擠壓機(jī)之前是要預(yù)加熱的。傳統(tǒng)觀念認(rèn)為, 鋁棒必須在加熱爐內(nèi)加熱到固溶溫度,但經(jīng)驗(yàn)顯示這不是一定的。只要鋁棒被正確的鑄錠和均化,就沒有必要在鋁棒預(yù)熱爐里達(dá)到固溶溫度。在現(xiàn)代鋁擠壓工廠里,鋁棒加熱爐的唯一目的就是讓金屬軟化。如果金屬加熱不夠,就沒有辦法順利通過模具。如果鋁棒加熱過熱,擠壓的速度就必須很低。
在鋁棒預(yù)熱區(qū)測溫典型的問題有:
兩點(diǎn)式的熱電偶讀數(shù)會(huì)偏低
兩點(diǎn)式熱電偶的日常維護(hù)經(jīng)常被忽略
均勻化熱處理溫度是鋁棒的關(guān)鍵參數(shù)
操作者傾向于過度加熱鋁棒
操作者傾向于降低擠壓速度來微調(diào)鋁棒在擠壓中的溫度變化
過度加熱和慢速擠壓都浪費(fèi)了預(yù)熱的能源
標(biāo)桿企業(yè)意識(shí)到鋁棒應(yīng)該加熱到能夠擠壓的最低溫度,同時(shí)必須保證擠壓機(jī)出口的溫度達(dá)到目標(biāo)值。通過降低鋁棒預(yù)熱溫度,擠壓速度就可以提上來,這樣加熱爐的能量消耗就減少了。實(shí)踐證明,這樣的改變能節(jié)省燃?xì)饧訜釥t15-20%的能耗。
對于燃?xì)饧訜釥t,鋁棒區(qū)間溫度是使用兩點(diǎn)式的熱電偶測溫。因?yàn)檫@類儀表對維護(hù)都有很高的要求,使用這樣一臺(tái)儀表,要么花費(fèi)很高維護(hù)費(fèi),要么失去精確度。在有些鋁擠壓廠,非接觸式傳感器已被用來檢測和控制鋁棒區(qū)域加熱段的溫度。不但減少了對接觸式熱電偶測溫計(jì)的依賴,也因此減少了因儀表本身局限性帶來的維護(hù)問題和精確度問題。
在感應(yīng)加熱爐系統(tǒng)中,紅外線溫度傳感器直接對準(zhǔn)鋁棒表面,可以直接的監(jiān)測溫度,從而減少兩點(diǎn)式熱電偶使用不一致性。類似的,對于燃?xì)饧訜釥t,可以將傳感器安裝在加熱爐出口(擠壓筒入口)監(jiān)測鋁棒表面的溫度,這個(gè)溫度也被用來修正爐內(nèi)熱電偶或者紅外線測溫儀測得的溫度偏離。鋁棒料測溫最理想的位置是鋁棒截面,來檢查均熱段溫度。測量側(cè)截面的溫度也是因?yàn)檫@一面將首先接觸到模具。
對于梯度加熱的鋁棒,可以把一個(gè)傳感器安裝在鋁棒傳送帶的側(cè)面來監(jiān)測溫度,或者安裝兩個(gè)傳感器分別測量鋁棒兩頭截面的溫度。精確的梯度加熱溫度對連續(xù)傳送鋁棒進(jìn)入擠壓機(jī)是非常重要的。不精確的溫度測量會(huì)使得梯度加熱失去意義。
擠壓機(jī)出口
在整個(gè)擠壓過程中,擠壓機(jī)出口的溫度到目前為止是最重要的過程參數(shù)(圖2)。擠壓機(jī)出口的型材溫度直接關(guān)系到最佳的擠壓速度,廢品率和產(chǎn)品質(zhì)量一致性。
如果你在擠壓機(jī)出口使用的不是多波長的紅外線傳感器,那么你將面對如下問題:
降低擠壓速度來控制質(zhì)量
擠出溫度遞變的非等溫產(chǎn)品。
質(zhì)量不穩(wěn)定
令人頭痛的廢品率
操作一個(gè)未知的斷斷續(xù)續(xù)的生產(chǎn)過程
完全依賴操作者的經(jīng)驗(yàn)
無量化監(jiān)測、無報(bào)警、無控制的擠壓機(jī)生產(chǎn)
沒有對擠壓機(jī)在溫度或者速度上的優(yōu)化
因?yàn)椴僮餍势投黾由a(chǎn)成本
影響擠壓機(jī)出口溫度的因素很多,包括鋁棒預(yù)熱溫度、擠壓桿速度、模具溫度、擠壓筒溫度、還有模具形狀。擠壓機(jī)出口溫度直接影響了型材的表面光潔度、硬度、模具粘鋁量、模具磨損程度以及陽極氧化的一致性。
標(biāo)桿企業(yè)使用紅外線測溫儀來確定擠壓機(jī)出口的最佳溫度,并通過前期調(diào)整實(shí)現(xiàn)最佳擠壓性能。新的第三代多波長紅外線傳感器已經(jīng)上市。新配置的“即瞄即讀”功能讓操作者可以直接感受這個(gè)技術(shù)。標(biāo)桿企業(yè)都投入了大量的資金來配置這些新的傳感器,幾個(gè)月之內(nèi)都從收益里得到了回報(bào)。
一旦最佳擠壓出口型材溫度被確定了(每一種型材只需要十分鐘的時(shí)間),這個(gè)鋁棒預(yù)加熱溫度都可以被降低,擠壓桿的速度也可以提高,整個(gè)擠壓過程就得到了優(yōu)化。調(diào)整模具和擠壓筒溫度還可以額外的改進(jìn)擠壓機(jī)出口的溫度。
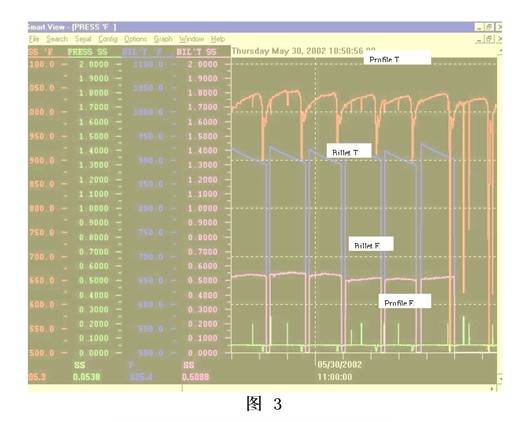
報(bào)警燈和數(shù)據(jù)記錄是幫助操作員在不同的工作時(shí)間保持穩(wěn)定的工作效率的根本,由此我們也必須再一次強(qiáng)調(diào)溫度和工作文化轉(zhuǎn)變的重要性。最基本的數(shù)字顯示并沒有強(qiáng)調(diào)溫度的價(jià)值,可能輕易的被忽視。報(bào)警燈和記錄數(shù)據(jù)(圖3)是對擠壓機(jī)監(jiān)督和管理的“看門狗”,讓操作者更投入他的工作。在圖3中,包括了鋁棒和擠壓機(jī)出口溫度,數(shù)據(jù)T表示鋁棒溫度,E表示發(fā)射率。因?yàn)橛辛藢π筒姆瓷渎实臏y量,這些數(shù)據(jù)還可以被用來診斷擠壓機(jī)出口型材表面的平整度。
最后,有控制程序包來實(shí)現(xiàn)擠壓機(jī)的自動(dòng)化生產(chǎn),減少操作者的參與。有一些工廠減少人力來實(shí)現(xiàn)成本節(jié)約。
淬火率
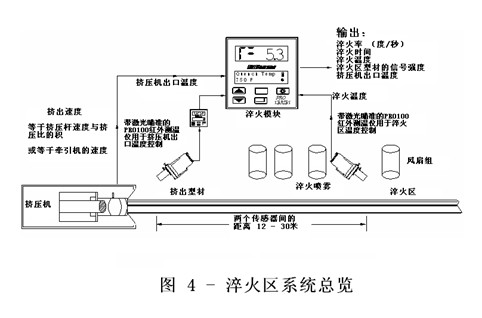
當(dāng)型材以合適的溫度離開擠壓機(jī)出口后,使用空氣或者水霧來淬火,冷卻比率決定了型材的晶粒結(jié)構(gòu),從而也決定了金屬的抗拉強(qiáng)度屬性。生產(chǎn)過程的優(yōu)化使擠壓速度上升,淬火系統(tǒng)的負(fù)擔(dān)也就加重了。大多數(shù)擠壓廠僅僅抽查冷卻比率。而標(biāo)桿企業(yè)則會(huì)使用紅外線測溫儀(圖4)來實(shí)時(shí)測量淬火溫度和淬火率(度每秒)。典型的,淬火區(qū)距離擠壓機(jī)出口40-100英尺(約12-30米),有效的淬火率在淬火區(qū)開始的部分。
要交付高質(zhì)量的產(chǎn)品給你的客戶,淬火過程是至關(guān)重要的,否則你也不會(huì)使用它。(象淬火率這樣的數(shù)據(jù)),如果你沒有在線進(jìn)行監(jiān)測,你就會(huì)有以下的問題:
盲目生產(chǎn),不確定淬火程度
不確定淬火系統(tǒng)(空氣制冷/水冷)是否足夠
讓所有型材都達(dá)到熱處理的T6狀態(tài)
擠壓速度的提高有沒有受淬火系統(tǒng)的限制?
沒有在線的質(zhì)量監(jiān)控、判定或者記錄文件
由于不合理的淬火而被退貨
新一代的多波長溫度傳感器在設(shè)計(jì)時(shí)就內(nèi)置了一個(gè)軟件,在每一次擠壓過程中,它都可以根據(jù)擠壓機(jī)出口和淬火區(qū)溫度連續(xù)實(shí)時(shí)地計(jì)算出淬火率。這一數(shù)據(jù)是為了幫助工程師優(yōu)化淬火系統(tǒng),同時(shí)幫助質(zhì)量檢測部門收集每一個(gè)型材的在線數(shù)據(jù)。標(biāo)桿企業(yè)都能將這一信息加入一個(gè)淬火參數(shù)菜單(圖5)。淬火區(qū)傳感器有一個(gè)手動(dòng)遠(yuǎn)程移動(dòng)功能,用來在一個(gè)受限的安全區(qū)域快速瞄準(zhǔn)。
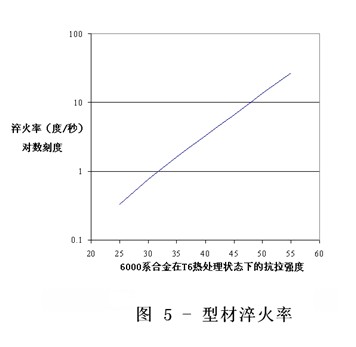
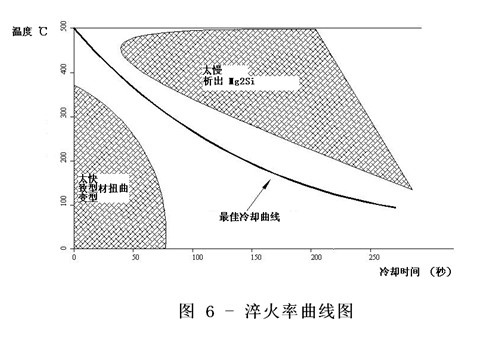
此外,淬火率加入了限制來保證產(chǎn)品不會(huì)超出抗拉強(qiáng)度的要求。如圖6顯示,淬火速度過快會(huì)導(dǎo)致型材扭曲變型,而淬火速度過慢又會(huì)伴隨著Mg2Si析出物的產(chǎn)生影響型材表面的化學(xué)性質(zhì)。
如果你想要成為標(biāo)桿企業(yè),不能忽略淬火系統(tǒng)。
你是一個(gè)標(biāo)桿企業(yè)嗎?
擠壓生產(chǎn)的基本物理學(xué)原理是普遍適用的,標(biāo)桿企業(yè)的不凡之處在于關(guān)心行業(yè)前沿的技術(shù)動(dòng)向、重視擠壓生產(chǎn)中的一般性規(guī)律,并且有決心將表征和控制工藝參數(shù)的新技術(shù)手段付諸實(shí)踐。
標(biāo)桿生產(chǎn)者通常對溫度非常著迷。他們持續(xù)的監(jiān)控溫度,記錄溫度,并且控制溫度。他們對擠壓生產(chǎn)過程中每一個(gè)點(diǎn)溫度的影響都了若指掌。他們沒有什么特別的或者更合適的儀器。他們也沒有魔法棒。他們只是單純的認(rèn)識(shí)到,要提高生產(chǎn)效率,首先就是擠壓的速度。如果擠壓機(jī)出口溫度是未知的,那么慢速或者過多的廢品及低效則是情理之中的了。
在生產(chǎn)過程中,不可能僅僅關(guān)注其中的一道工序而忽略了其他的環(huán)節(jié)。我們知道,每一根鋁棒和擠壓機(jī)出口的溫度都決定了是否需要降低鋁棒預(yù)熱溫度和提高擠壓速度。擠壓速度的提高又對鋁棒預(yù)熱爐和淬火系統(tǒng)提出了額外的要求。所有的工序都必須平衡而又和諧地進(jìn)行,加上文化意識(shí)上改變,才能利用好這一自動(dòng)化的(管理)優(yōu)勢。
標(biāo)桿企業(yè)會(huì)想辦法用一種簡單和直接的方法來解決瓶頸問題。標(biāo)桿企業(yè)真正理解了溫度管理系統(tǒng)就能意識(shí)到它的好處。標(biāo)桿企業(yè)從不吝嗇投資到新的儀器來優(yōu)化生產(chǎn),因?yàn)樗麄冎阑貓?bào)是很快的。對于典型的軟合金擠壓,通過優(yōu)化擠壓機(jī)出口溫度和擠壓桿速度,生產(chǎn)率將會(huì)提高20-30%。而對于硬合金的擠壓,其效率提高則會(huì)更高。
一個(gè)新裝有溫度管理系統(tǒng)的軟合金鋁擠壓廠,周一開始執(zhí)行新一周的生產(chǎn)計(jì)劃,周三就完成了生產(chǎn)任務(wù)。你想象一下自己周三完成生產(chǎn)任務(wù)。你會(huì)拿這多出來的時(shí)間做什么?你會(huì)怎么利用這么高的生產(chǎn)效率?你會(huì)有什么樣的變化?溫度管理系統(tǒng)要求對鋁擠壓有一個(gè)全新的文化認(rèn)識(shí)。
怎樣實(shí)施這樣一個(gè)改變呢?你要怎么開始呢?首先,你要有文化意識(shí)的轉(zhuǎn)變,以生產(chǎn)持續(xù)穩(wěn)定高質(zhì)量產(chǎn)品為目標(biāo),把這一意識(shí)自上而下滲透到每一條生產(chǎn)線。如果上層沒有一個(gè)領(lǐng)導(dǎo)層來帶領(lǐng)大家改變,購買新儀器也是徒勞的。所以,實(shí)現(xiàn)這一目標(biāo)的基本步驟有:
1. 管理層必須樹立起生產(chǎn)持續(xù)穩(wěn)定高質(zhì)量產(chǎn)品的目標(biāo)
2. 這一目標(biāo)要求工廠各個(gè)層級的人的文化意識(shí)的改變,必須有管理層來領(lǐng)導(dǎo)大家作出改變
3. 工程師有責(zé)任購買、安裝和調(diào)試溫度管理系統(tǒng),培訓(xùn)現(xiàn)場操作人員
4. 這一優(yōu)化項(xiàng)目也將確定使用系統(tǒng)前后的成本節(jié)約,包括更少廢品,生產(chǎn)效率提高,更好的質(zhì)量和能耗減少
5. 一個(gè)“最優(yōu)操作準(zhǔn)則”文件將由工程師制定來規(guī)范生產(chǎn)過程
6. 擠壓機(jī)操作和維護(hù)工人都必須被培訓(xùn),掌握溫度管理系統(tǒng),并把每周的表現(xiàn)展出
7. 至少有一個(gè)維護(hù)工人需要為儀器負(fù)責(zé),并懂得紅外線測溫儀
8. 再次,管理層應(yīng)該表現(xiàn)出積極的領(lǐng)導(dǎo)力,贊揚(yáng)成功的地方,找出收益慢的瓶頸原因
9. 如果經(jīng)過一年的調(diào)整,工廠還沒有適應(yīng)溫度管理系統(tǒng),那么這個(gè)瓶頸必須盡快解決
10. 實(shí)現(xiàn)改進(jìn)的主要人員應(yīng)該得到表彰,每一個(gè)人都應(yīng)該對這一自動(dòng)化的改進(jìn)感到愉快
標(biāo)桿企業(yè)從來不忘記,他們的目的就是賺錢。如果你想成為標(biāo)桿企業(yè)之一,你要首先關(guān)注三件事,那就是:
溫度 ! 溫度 !和溫度!
(譯文由深圳市金瑞達(dá)實(shí)業(yè)有限公司提供)

