
1.前言
在鋁型材陽極氧化生產線中,電解著色工藝及技術處于核心地位。不同的槽體溶液及工藝方法,鋁型材電解著色效果也不一樣,所要求的著色電源波形及施電程序亦不同。按電源形式的不同可為交流著色和特種波形著色兩大類,交流著色方法又分為完全交流著色和直流-交流著色兩種,適應的工藝以錫鹽和鎳錫混鹽為主,也用于硒鹽和銅鹽等。完全交流著色方法是日本早期的最主要的著色方法,具有操作簡單、投資較小、成本低廉等優點,目前也是我國最廣泛采用的著色方法。交流電解著色的負半周發生析氫與阻擋層中產生的缺陷的交互作用及沉積反應,正半周一方面發生陽極氧化,生成新鮮的氧化膜,修補阻擋層,另一方面消除濃差極化,為陰極反應創造條件。直流-交流著色方法真正意義上來說也屬于交流著色,最大的特點是,進行交流著色之前有一段時間的直流處理,在著色槽中處于陽極進行電解,其目的是使不同部位氧化膜進行均勻化處理,同時改變膜孔結構,防止著色后氧化膜開裂,然后再進行完全交流著色,這樣可以得到較均勻的著色效果。
鋁材廠在生產深古銅或黑色料時,由于著色時間過長,鋁材在酸性槽液中浸泡太久,通常會產生起灰現象,鋁材產品的色澤不夠亮麗,生產效率也較低。 由于金屬離子的析出過程為陰極還原反應,據此,筆者在廣州電器科學研究院工作期間,設計研發了一種不對稱交流著色電源,通過控制交流電源正負波形的導通時間,使得負向波形面積大于正向波形面積,從而縮短著色時間,其最大的缺點在于生產淺色料時色差嚴重,僅能生產深色料。這種電源的輸出波形如圖一所示,其實質為斷續脈沖波,諧波含量高,并具有直流分量,變壓器發熱嚴重,若正負波形比例相差過大,將會損壞電源設備,因此在實際應用中,需要控制負向輸出電壓不要大于正向輸出電壓的1.1倍,使用效果不理想。
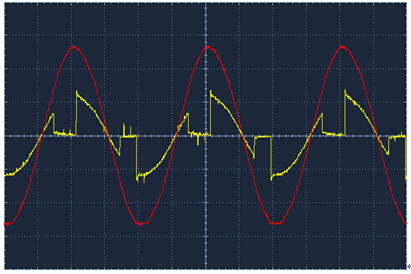
圖一 傳統不對稱著色電源電壓波形
2.新型不對稱直流-交流著色電源研制
為克服上述不對稱著色電源的缺點,我公司研制出新型不對稱著色電源,實現了直流、對稱交流、不對稱交流波形任意組合輸出、施電方式多樣化、可控化,可滿足各種色系的著色工藝需求。采用該電源用于電解著色,不僅生產出的鋁材產品色澤純正亮麗,而且大幅度地提高了生產效率和降低了著色工藝環節的能耗。
新型不對稱直流-交流著色電源主電路由三大部分組成,即調壓器,變壓器和DC-AC電能變換電路,如圖二所示。調壓器在變壓器原邊實現交流無級調節,并通過變壓器將電壓變到合適的電壓值,變壓器副邊使用晶閘管實現換相輸出。
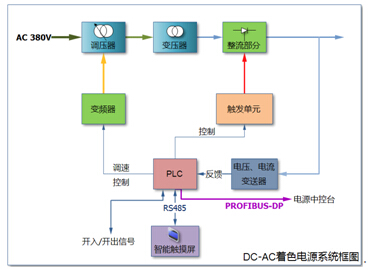
圖二 新型不對稱DC-AC著色電源系統框圖
其控制系統由PLC、觸發單元、變頻驅動系統及人機交互系統組成,PLC實現對電源輸出電壓、電流的實時采樣,通過控制變頻器驅動調壓器電機,實現穩壓閉環控制。PLC通過RS485通信協議與人機交互系統通信,接收著色電源波形、施電程序、輸出電壓等指令。觸發單元由數字邏輯控制系統及脈沖驅動系統構成,數字邏輯控制系統通過采樣同步信號并結合給定的著色波形選擇指令進行實時運算,實現各種波形的輸出。
該電源的工作模式包含交流著色、交流不對稱著色、直流-交流著色及直流-不對稱交流著色四大類,其中不對稱交流著色波形分1:2和1:3不對稱輸出,1:2不對稱輸出波形為一個施電周期內包含一個正半周期和兩個負半周期波形,1:3不對稱輸出波形為一個施電周期內包含一個正半周期和三個負半周期波形,每個半周期的時間為10ms,電源輸出波形如圖三所示。
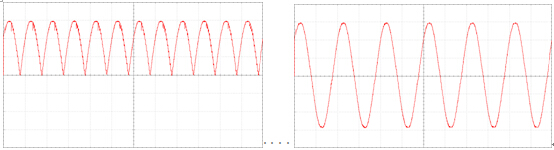
(a)直流輸出波形 (b)完全交流輸出波形
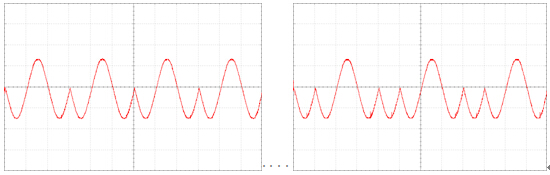
(c)1:2不對稱輸出波形 (d)1:3不對稱輸出波形
圖三 新型不對稱直流-交流著色電源輸出波形
新型不對稱直流-交流著色電源通過人機交互系統實現工作方式選擇、輸出波形選擇、顏色選擇、參數設定、補色、開停機等一序列的操作,系統對設置的每一組工藝參數實現長久有效的保存,并全自動完成著色過程、分段計時、全過過程累計計時和工藝曲線實時監測等功能,人機交互界面如圖四所示。
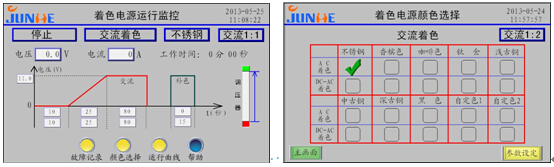
(a)監控界面 (b)顏色選擇界面
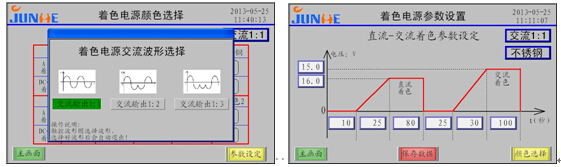
(c)輸出波形選擇界面 (d)參數設置界面
圖四 人機交互界面
3.應用舉例
國內某鋁材廠有兩條臥式氧化生產線,長期存在著色效果差、著色成品率低的問題。我公司為該廠設計制造兩臺新型不對稱著色電源用于更換之前的舊式不對稱著色電源,主要參數和主要功能如下:
(1)供電電源:三相50Hz,380V±10%;
(2)直流(DC)和交流(AC)電壓:0-25V;
(3)自動穩定輸出電壓,精度優于±0.5%;
(4)任意設定預浸時間:0~999秒;
(5)直流輸出0~5000A可調,交流輸出0~10000A可調;
(6)直流上升時間15-60秒可調、直流持續時間0-1800秒可調;
(7)直流-交流轉換時間15-60秒可調;
(8)交流上升時間15-60秒可調、交流持續時間0-1800秒可調。
該鋁材廠目前主要生產香檳、古銅和珍珠黑色料,其槽液成分如下:
表一 槽液成分含量

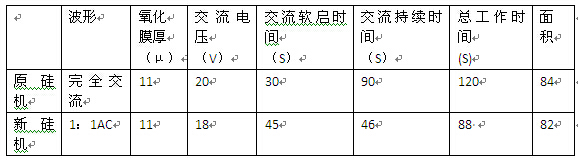
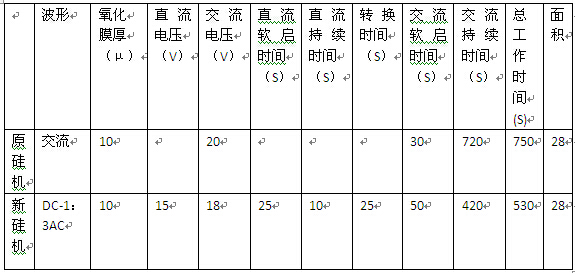
生產砂香檳、亮光深古銅及珍珠黑色料的電源輸出波形如圖五~圖七所示,其中香檳色屬于淺色系,著色時間一般在1~2分鐘內,因此使用1:1交流著色模式即可滿足工藝要求。亮光深古銅色采用了直流-(1:2)交流不對稱輸出工作模式,著色時間比原工藝減少約3分鐘。珍珠黑色采用直流-(1:3)交流不對稱輸出工作模式,同一面積鋁材的著色時間比原工藝減少約5分鐘的著色時間。現場對比實驗數據見表2~表4。
表二 砂香檳色鋁材著色工藝數據比較
表三 亮光深古銅色著色工藝數據比較
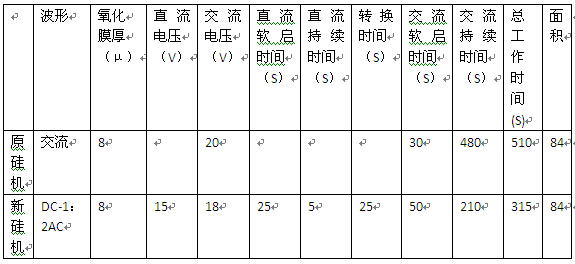
表四 珍珠黑色著色工藝數據比較
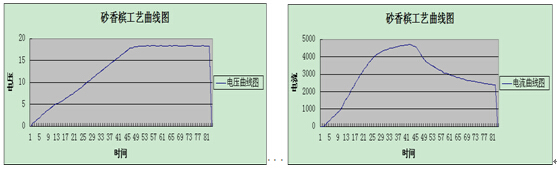
圖五 香檳色鋁材著色工藝曲線圖
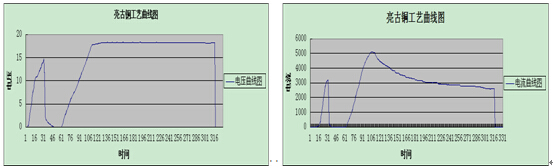
圖六 鋁材亮光深古銅色著色工藝曲線圖
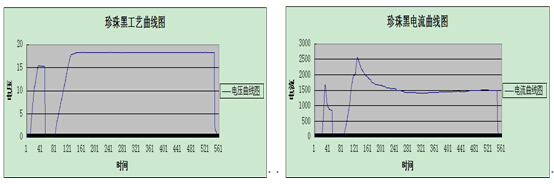
圖七 鋁材珍珠黑色著色工藝曲線圖
3.結束語
簡要介紹了鋁型材電解著色法及其配套的著色電源裝備的技術和特點,重點闡述了新型不對稱直流-交流著色電源的主回路結構、控制原理,并給出了現場應用的工藝曲線圖和實際著色效果。實踐證明,這種新型不對稱直流-交流著色電源能滿足各種色系的著色工藝要求。生產淺色料時,電源設置為交流或直流-對稱交流工作模式,著色速度可根據工藝的要求靈活調整,更容易控制鋁材的著色質量,使得淺色系著色的均勻性、可重塑性更強;生產深色料時,電源設置為不對稱交流或直流-不對稱交流工作模式,可提高著色速度,防止鋁材因著色時間過長而引起的氧化膜脫落、起灰、著色不均勻等問題,提高了成品率,也大幅度提高了生產效率和降低了著色工藝能耗。