
前言
隨著建筑鋁合金型材逐漸普及,陽極氧化鋁型材因用于民用建筑的鋁門窗而被人們所熟知。且氧化膜具有抗蝕、耐磨、吸附、絕緣、經久耐用、安全無毒等優良特性,因而越來越融入人們的日常生活中。膜厚在20μm以上的陽極氧化膜在夏天高溫長時間曝曬的情況下,表面會有曝裂現象出現,銀白料會較清晰地呈現出來。針對此現象,從生產工藝角度來分析、解決,避免此異常現象對鋁門窗的使用產生不良影響。
陽極氧化是將鋁型材作為陽極置于硫酸電解質溶液中,在直流電的作用,氧離子與鋁基材表面發生化合作用使其形成AL2O3膜層。鋁的陽極氧化實質就是水的電解作用。
在陰極上的反應:
在陽極上的反應:
鋁型材與其電解作用析出的氧離子,生成無水氧化鋁膜AL2O3。
形成氧化膜的反應:
氧化膜由Al2O3?H2O、多孔層、阻擋層三種結構組織組成。由于氧化鋁離子的體積大于鋁原子,所以在最初幾秒鐘所生成的氧化膜完全覆蓋了鋁表面,此時生成的是致密無孔、電阻較高的氧化膜內層—阻擋層,而硫酸電解液是一種強酸性溶液,對生成的氧化膜有溶解作用,故氧化膜的生成是不均勻的,氧化膜邊生長邊溶解,電場作用下就形成了多孔氧化膜—多孔層。陽極氧化過程中,阻擋層既不斷轉化成多孔層,同時又不斷朝鋁金屬內部方向重新生成 ,其厚度幾乎維持不變,而多孔層卻在不斷增厚。氧化膜中均含有水,但均為結晶水。
氧化膜厚度在20μm以下,在正常生產工藝控制下,其耐熱裂是很少出現異常的,只有氧化膜厚度在20μm(含20μm)以上才容易出現熱裂現象。
陽極氧化膜在20μm以上的生產控制
1.陽極氧化
陽極氧化時電解槽液一般控制在18℃~22℃。電解槽溫度低時,鋁型材表面電解形成的氧化膜變硬、變脆。檢測加溫時氧化膜出現熱裂紋的幾率增大。電解槽溫度高時,非晶型多孔的Al2O3膜變疏松、孔徑增大,檢測加溫時出現裂紋的幾率減小。
電流密度控制過高和氧化時間過長時,Al2O3膜變硬變厚,出現裂紋的幾率增大。因膜厚越高抗裂性能越差,在滿足訂單要求的前提下盡量減少膜厚的偏差。不僅能有效地控制生產成本,降低消耗,還提高抗裂檢測合格率。
2.封孔
氧化膜抗裂性能另一個關鍵控制點就是封孔。封孔時產生的Ni(OH)2在Al2O3膜孔中大量沉積,填充其蜂窩狀六棱體,從而達到將氧化膜孔封閉。當封孔后的熱純水洗時溫度大于80℃時,多半生成一水軟鋁水合物:

經化學反應生產的封閉層呈松軟的絮狀。封孔處理完畢后仍然吸收空氣中的水分,水合反應繼續進行,形成致密的氧化膜達到真正封孔。若在封孔處理過程中,封孔速度快、封孔效果不好的情況下,抗裂檢測加溫時,因Ni(OH)2膨脹系數與Al2O3膨脹系數不一樣,封閉層脫水吸收熱量發生膨脹,將膜孔脹裂。
陽極氧化膜在20μm以上試驗數據
1.一般生產工藝控制(表1),生產期間在6~7月。
表 1

2.熱裂性檢測(表2)
表 2
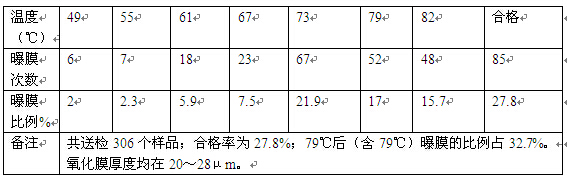
2、氧化膜厚度均在20~28μm。
3.改善后生產工藝的控制(表3),生產期間在8月份。
表 3

4.熱裂性檢測(表4)
表 4
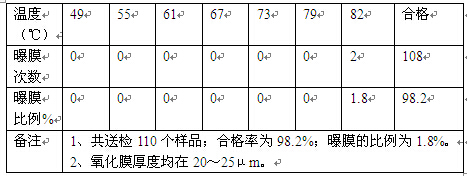
2、氧化膜厚度均在20~25μm。
結束語一般生產工藝條件下生產的20μm以上的陽極氧化膜,在夏天高溫長時間曝曬狀態下,表面會出現曝裂現象,特別是銀白料表面可較清晰看到,且影響使用質量。本論文主要針對此現象,論述通過陽極氧化生產工藝的控制,生產20~25μm氧化膜在溫度達到82℃時,氧化膜都不會出現曝裂。
經過3個月的生產工藝試驗、檢測中心的批量檢測,生產20~25μm厚的陽極氧化膜,生產工藝應嚴格按工藝控制,曝膜的現象基本上可以避免。
鋁型材表面陽極氧化膜的性質
1、陽極氧化膜為二層結構,內層是純度較高的三氧化二鋁,致密的薄的玻璃狀膜,厚度約0.01~0.05μm,硬度較高;外層是含水的三氧化二鋁(Al2O3·H2O)膜。
2、氧化膜與基體結合牢固,因為氧化膜是由基體金屬生成的,與基體金屬結成為一個整體。
3、氧化膜孔隙多,孔隙成錐形毛細管狀,孔徑自內向外變大。因而,它具有很好的吸附能力,易染成各種顏色,加強裝飾作用;與涂料結合力強,適于作涂裝底層;為提高耐蝕性能,應進行封孔處理。
4、氧化膜是絕緣體,當膜厚1μm時,擊穿電壓為25V;純鋁氧化膜的電阻率為109Ω/cm2。
5、氧化膜耐熱性能優良,耐熱可高達1500℃,其熱導率比金屬低。
6、氧化處理后,工件的尺寸稍有增大,因為三氧化二鋁的體積比鋁的體積大。
廣東省屬熱帶和亞熱帶季風氣候區,在進入干燥少雨冬季以后,生產工藝和條件在相同的情況下,抗裂檢測結果會有所改變,所以生產時不可忽略了氣候的變化。在冬季干燥少雨的情況下,生產時需注意:
1、使封孔效果比夏季略差一點,即提高封孔槽的PH值,減少封孔時間。
2、控制氧化槽溫度在標準范圍的上限值,即19℃~21℃。
3、盡量控制膜厚偏差。
4、增加熱純水洗時間及溫度。以上措施可有效減少氧化膜爆裂出現的幾率。


