
1 前言
鋁型材擠壓成型過程非常復雜,除了圓形截面鋁型材的擠壓屬于二維軸對稱問題外,一般而言,其他形狀的鋁型材都屬于三維流動大變形問題。鋁型材斷面越復雜,變形的不均勻性越顯著。隨著工業的發展,鋁型材斷面朝著形狀復雜,對模具的設計要求越來越高,如果模具設計不合理,截面上各部分的金屬在擠出模孔時就越容易以不同的速度流出,從而造成型材的扭擰、波浪、彎曲以及裂紋等缺陷,模具也極容易損壞。
傳統上是依靠設計者豐富經驗來減少試模和修模。如果一副模具因為設計不當,反復的試模修模,這樣既增加了成本,也延長了模具開發周期。只有通過合理的模具設計和提高模具加工制造裝配工藝精度來降低試模成本,進而獲得合格產品。在一些發達國家,是在CAD/CAM/CAE三者并行的設計理念下完成,有效的減少了模具的加工周期和試模次數,提高了效率。
本文先介紹了模具CAD/CAM/CAE在擠壓模具方面的應用,根據本廠的生產實踐經驗,闡述了計算機輔助設計(CAD)到仿真模擬有限元分析(CAE)再到數控加工(CAM)在模具制造流程中的重要性和提高模具壽命和上機合格率。
2 模具CAD
隨著計算機技術的飛速發展,利用計算機輔助設計(CAD)不僅能顯著縮短模具設計周期,降低成本,減輕設計人員勞動強度。目前,擠壓模CAD技術已在我國廣泛地使用。
采用AutoCAD軟件繪制擠壓模具的二維圖形,設計人員通常用草圖開始設計,將草圖變為工作圖的繁重工作可以交給計算機完成,可以快速作出圖形,使設計人員及時對設計作出判斷和修改;型材截面幾何性質計算,分流孔個數、形狀、尺寸及布置的設計,分流橋、模芯及焊合腔的尺寸確定,模具強度校核,剖面圖和上下模視圖的繪制等功能模塊。能完成平面模和組合模設計的全過程,顯著提高了復雜模具的設計效率和質量[2]。
如圖1所示,為一套模具的二維CAD設計圖。圖2所示為用UG軟件繪制的三維圖形。
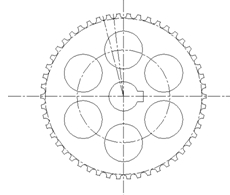
a鋁型材截面
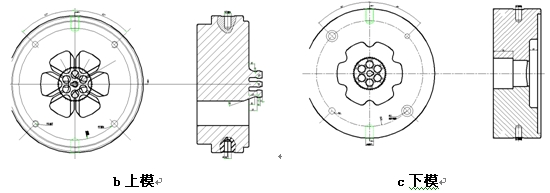
圖 1 鋁型材擠壓模具二維設計圖
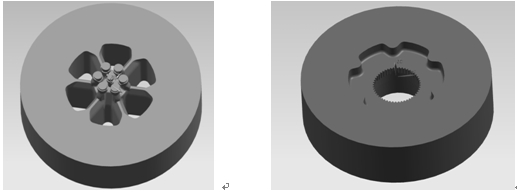
圖 2 鋁型材擠壓模具三維設計圖
3 鋁型材擠壓模具CAE
近年來,國內外許多學者利用數值仿真的方法對鋁型材擠壓工藝進行了研究,并取得了較大進展。運用仿真技術可以實時跟蹤鋁型材擠壓金屬的流動行為,仿真成形過程,揭示金屬的真實流動規律和各種物理場量的分布、變化情況,研究各種因素對金屬變形行為的作用和影響。預測實際擠壓過程中可能出現的缺陷,及早優化模具結構設計、調整擠出工藝參數和有針對性的指明技術解決方案[3]。
在設計好圖紙后但還未投入生產加工之前,采用仿真模擬軟件對型材擠壓過程進行了模擬仿真,得到了型材的速度分布、溫度分布和應力分布等。
下面是對第一次設計方案進行的數值模擬,如圖3所示為得到的材料穩態流動時的溫度、應力、位移和速度分布圖,從圖中可以看出,材料流經擠壓筒最后到出料口,溫度一直是上升的趨勢。材料流經區域的應力分布,整體上分布均勻。但材料出口速度分布一邊快,另一邊慢的趨勢。位移偏差最大值是2.935mm,說明出材的產品形狀變形比較大,達不到圖紙的公差要求。
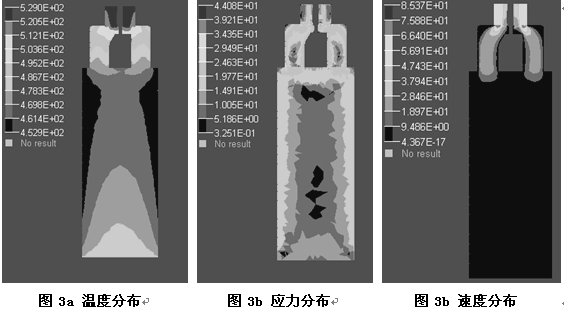
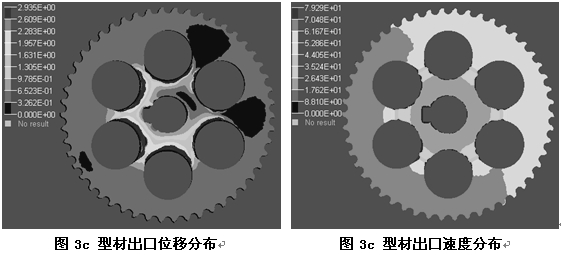
圖3 鋁型材擠壓模具CAE模擬仿的初次模擬結果
根據模擬結果,我們首先對工作帶進行了優化設計,再對下模焊合室增加阻流圈,如圖4為優化設計后的三維建模圖形。
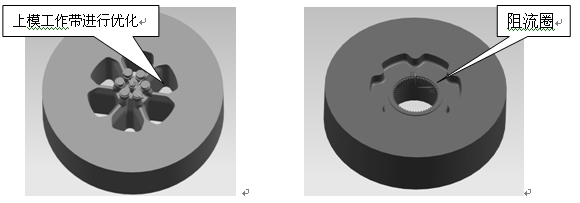
圖4 鋁型材擠壓模具CAE模擬仿真后優化后的設計方案
如圖5所示為優化設計后所做的仿真模擬。能看到型材出口位移分布圖的最大位移偏差為0.9mm,比第一次模擬大大減小了,分布均勻,可以預測試模出來的型材斷面尺寸和形狀基本能夠達到圖紙的公差要求。修改前后模擬的出口速度分布圖,可以看出型材斷面各部位的流速更加平衡均勻。
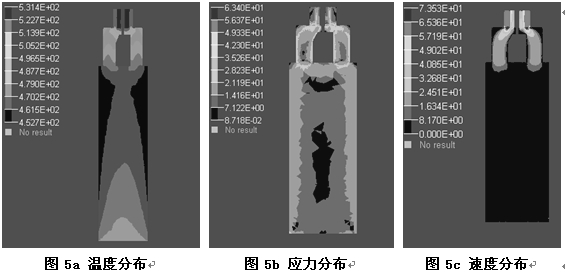
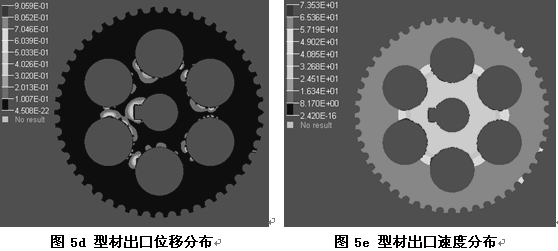
圖5 修改后、優化后的鋁型材擠壓模具CAE模擬仿真結果
4 模具CAM
在模具投入生產前期,我們通過了數值模擬結果的分析,并且及時做出了優化設計,再進一步的仿真模擬,達到了出材要求,說明此設計方案是可行。然后將繪制好的三維圖形導入Mastercam軟件編制好CNC的車銑加工程序,再將CNC指令傳輸到加工車間,如圖6所示加工流程,完成了由CNC機床加工代替傳統的機床加工。改變了傳統的加工理念,達到設計者的要求,大大提高了模具的加工制造精度[4-5]。
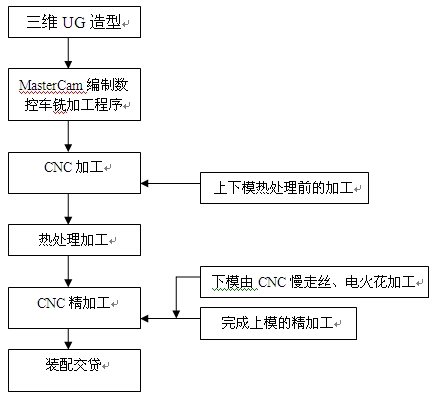
圖6 鋁材擠壓模具CAM數控加工流程圖
5 試模結果
如圖7所示為第一次試模出來的中段料樣,與優化設計后的數值模擬的結果完全吻合,上機試模產品達到圖紙公差要求。

圖7 模具上機后試模出來的鋁型材料頭
6 結論
本文闡述了CAD/CAM/CAE在鋁型材擠壓模具行業的應用,通過舉例說明CAD/CAM/CAE在模具加工中的應用研究,提高加工精度和預先模擬,再修改設計方案,達到一次性試模合格,改變傳統的設計加工理念。
(1)本文提出了由設計到模擬仿真到數控加工的一種并行的設計理念,達到了減少試模次數,縮短了模具開發周期,提高了生產效率。
(2)介紹了本廠的模具從設計到加工工藝流程,期望可以與同行開展更廣泛的接觸和更深入的研究,共同進步。


