
1 前言
二輥可逆式熱軋機因其結構簡單,速度可調,正反向軋制,低速咬入、高速軋制,且容易實現機械化,勞動條件較好,便于采用大坯錠軋制,軋制規程調整靈便等優點被鋁合金中厚板熱軋制生產商廣泛采用。在整個軋制過程中,確定軋制工藝參數,設計出合理的軋制規程是必不可少的環節,一般靠多次試軋或經驗來確定相對合理的工藝參數。隨著市場對產品質量要求的提高以及節能環保的要求,僅僅依靠傳統的方法來確定軋制工藝參數顯得不切實際。根據生產實際情況以及設備的能力確定合理的軋制工藝參數就必須建立軋制相關的數學模型,借助一些優化方法找出最優化的工藝參數,以此來確保產品質量,降低能耗,提高生產效率。
下面結合現場實際和操作經驗,建立針對某廠可逆二輥軋機軋制數學模型,該數學模型包括軋制力模型、溫降模型、輥縫模型、平直度模型、傳動轉矩和主電機功率模型、電機模型、前滑模型、軋制時間模型、電機發熱模型、咬入條件等10個數學模型。
2 數學模型
2.1 軋制力模型
中厚板軋制過程中,每道次產生的寬展較小,近似于平面變形軋制,其寬展量可以忽略不計,因此軋制力計算可以采用Sims公式:
![]() (1)
(1)
式中: 表示軋輥與板之間接觸弧長;
表示軋輥與板之間接觸弧長; 表示變形區板的平均寬度,忽略寬展,
表示變形區板的平均寬度,忽略寬展, 為板料初軋寬度與終軋寬度和的平均值;
為板料初軋寬度與終軋寬度和的平均值; 為應力狀態系數;
為應力狀態系數; 為張力系數。
為張力系數。
軋輥受到軋制力的作用而產生壓扁,使得接觸弧長增大,從而使得軋制力增加,其變化量一般在2%~3%左右,所以在計算軋制力時必須考慮軋輥壓扁的影響。通常采用Hitchcock公式的簡化形式:
![]() (2,3)
(2,3)
 (4)
(4)
式中: 表示壓下量;
表示壓下量; 表示軋輥初始半徑;v表示軋件泊松比,為0.3;
表示軋輥初始半徑;v表示軋件泊松比,為0.3; 表示軋輥彈性模量。
表示軋輥彈性模量。
在計算軋輥壓扁半徑時,首先得知道軋制力大小,然而軋制力大小本身又與軋輥壓扁半徑有關,借助計算機編程,實現迭代算法,在一定精度下可以確定軋制力和軋輥壓扁半徑。具體算法如圖1,圖2為軋制3003鋁合金板料時每道次軋輥壓扁半徑。
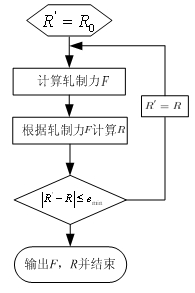
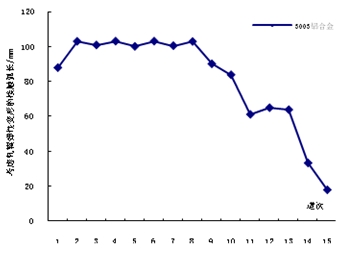
圖1 考慮軋棍壓扁半徑的迭代算法 圖2 3003鋁合金與軋輥接觸弧長
在有色金屬加工行業中,對金屬變形抗力模型的研究主要是通過實驗室熱模擬機測得實驗數據,然后用數學回歸的方法得出變形抗力模型。在實際生產中,許多未知因素干擾下,理論數據并不能直接用來指導生產,往往需要加上一些系數。通過現場測量,建立針對該廠軋制生產的鋁合金變形抗力模型,并作為制定軋制規程的科學依據。變形抗力()公式如下:
 (5,6)
(5,6)
式中: 表示千分之一熱力學溫度;
表示千分之一熱力學溫度; 表示工程應變,
表示工程應變, 分別表示入口厚度和出口厚度;
分別表示入口厚度和出口厚度; 表示軋輥轉速;
表示軋輥轉速; 表示變形速度;
表示變形速度; 都是待定系數。在反求變形抗力過程中往往要忽略一些將要的因素,比如軋輥的彈性壓扁,有時要考慮最后幾道次板料的加工硬化程度等等。
都是待定系數。在反求變形抗力過程中往往要忽略一些將要的因素,比如軋輥的彈性壓扁,有時要考慮最后幾道次板料的加工硬化程度等等。
在實際計算軋制力過程中,通常用簡化的Sims公式來計算 :
:
![]() (7)
(7)
式中: 表示平均厚度,
表示平均厚度, 。
。
鋁板料未上卷時,可逆熱軋中并沒有張力,因此 。張力計算公式如下:
。張力計算公式如下:
![]() (8)
(8)
式中: 分別表示前后張力;
分別表示前后張力; 表示平衡系數。當板料上卷后,發現后張力比前張力影響要大,
表示平衡系數。當板料上卷后,發現后張力比前張力影響要大, 的取值范圍為
的取值范圍為 ,經過反復演算,認為在該軋制過程中取
,經過反復演算,認為在該軋制過程中取 較合適。
較合適。
至此軋制力模型已完全建立,在實際生產中需要借助其它工具來完善,例如神經網絡、專家系統和有限元模擬等。
2.2 溫降模型
在鋁合金熱軋制過程中溫度的預測一直以來都是個難題,影響溫度的因素很多但問題主要集中在溫度測量的準確度和難以確定的邊界條件。鋁合金熱軋溫度在600~550℃,終軋溫度在280~320℃,不同牌號的鋁合金軋制溫度略有不同。與軋制薄帶不同的是,中厚鋁合金板軋件比較厚,軋件表層和中心溫度較大,但是其從頭到尾的溫度梯度不是很顯。
通常坯料出爐到終軋,溫度的變化是由坯料輻射散熱、與空氣對流散熱、與乳化液對流散熱、與軋輥接觸換熱、與輥道接觸換熱以及軋件變形生熱。在實際生產過程中,坯料與空氣對流散熱可以看作輻射散熱,一般情況下相當于輻射散熱的10%,故在建立模型時僅在輻射散模型中添加系數修正。另外,考慮到軋輥與坯料接觸面積小、時間短,其散熱量可以忽略不計。
輻射散熱公式是根據波爾茲曼方程:
 (9)
(9)
其中: 表示熱流密度,
表示熱流密度, 表示鋁合金板的灰度,
表示鋁合金板的灰度, 表示斯特潘-波爾茲曼常數(也叫作輻射系數),T為物體熱力學溫度,
表示斯特潘-波爾茲曼常數(也叫作輻射系數),T為物體熱力學溫度, 為空氣熱力學溫度(下文中溫度若不特殊說明皆為氣力學溫度)。聯立熱平衡方程:
為空氣熱力學溫度(下文中溫度若不特殊說明皆為氣力學溫度)。聯立熱平衡方程:
 (10)
(10)
其中: 為輻射熱量變化值;m為質量;
為輻射熱量變化值;m為質量; 為比熱容;
為比熱容; 為溫降;
為溫降; 為坯料的表面積。考慮到側面積很小,計算面積時忽略側面積,只計算上下表面。另外考慮溫度隨時間變化,因此積分后可得出輻射溫降方程:
為坯料的表面積。考慮到側面積很小,計算面積時忽略側面積,只計算上下表面。另外考慮溫度隨時間變化,因此積分后可得出輻射溫降方程:
 (11)
(11)
其中: 為因輻射引起的溫降;
為因輻射引起的溫降; 表示坯料入口溫度;
表示坯料入口溫度; 表示鋁合金的密度;
表示鋁合金的密度; 表示軋件厚度;t表示輻射時間。根據生產實際總結的經驗,鋁合金熱軋時輻射系數
表示軋件厚度;t表示輻射時間。根據生產實際總結的經驗,鋁合金熱軋時輻射系數 可取0.2。由于實際試驗過程中第13道次單邊上卷,第14、15道次雙邊上卷,輻射系數將發生變化。為表達這一變化用
可取0.2。由于實際試驗過程中第13道次單邊上卷,第14、15道次雙邊上卷,輻射系數將發生變化。為表達這一變化用 分別表示無上卷系數、單邊上卷系數、雙邊上卷系數。公式(11)中的
分別表示無上卷系數、單邊上卷系數、雙邊上卷系數。公式(11)中的 將變為
將變為 ,
, 取0,1,2。根據長期實踐積累,無上卷、單邊上卷、雙邊上卷系數分別為1、0.75、0.5。
取0,1,2。根據長期實踐積累,無上卷、單邊上卷、雙邊上卷系數分別為1、0.75、0.5。
浮化液對流散熱可以近似看作低壓噴水冷卻,對流換熱可由牛頓對流換熱公式:
 (12)
(12)
將公式(12)代入公式(10)中便可得出浮化液對流散熱模型:
 (13)
(13)
式中: 為對流系數,取
為對流系數,取 ,
, 為浮化液作用長度,測得
為浮化液作用長度,測得 ;
; 為鋁合金密度;
為鋁合金密度; 表示軋件出口速度,一般要考慮前滑值,則
表示軋件出口速度,一般要考慮前滑值,則 ,
, 為前滑值,
為前滑值, 為軋輥線速度。
為軋輥線速度。
接觸換熱是指軋件與設備接觸而傳遞熱量引起溫降。以軋件為研究對象,考慮到軋件與導輥接觸時間短、溫差較小等因素,略去軋輥與導輥之間的接觸換熱。軋輥在乳化液的冷卻作用下,溫度較低,軋件與軋輥之間的接觸換熱較明顯。處理現場測得的數據,回歸出接觸換熱公式:
 (14)
(14)
其中: 為軋件與軋輥熱傳導率系數,取
為軋件與軋輥熱傳導率系數,取 ;
; 為接觸熱傳導系數;
為接觸熱傳導系數; 為軋輥的溫度。
為軋輥的溫度。
軋制過程中坯料發生塑性變形過程中,軋輥傳遞機械能使軋件發生變形,同時會伴有金屬加工硬化,而且在隨后的再結晶過程中,加工硬化組織中積累的機械能會以熱能的形式釋放出來,使軋件溫度升高。由此造成的溫升 :
:
 (15)
(15)
其中: 為功轉化為熱的有效系數,需要根據現場實際選取。
為功轉化為熱的有效系數,需要根據現場實際選取。
至此鋁合熱軋溫降模型全部建立,綜合以上公式(11)、(13)、(14)、(15)可得出每道次鋁板出口溫度:
 (16)
(16)
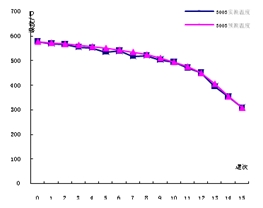
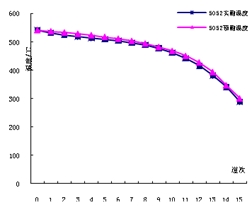
圖3 3003系鋁合金實測與預測溫度 圖4 5052系鋁合金實測與預測溫度
2.3 輥縫模型
在板帶軋制中最重要的指標是良好的板型,獲得良好板型就必須建立合適的輥縫模型。通常,先進的軋機配備有AGC系統、彎輥裝置以及自學習系統,有時還要考慮軋機的彈跳。在實際的生產中,控制板材的凸度和板型是通過控制軋輥的凸度來實現的,針對該廠二輥可逆熱軋機沒有AGC、彎輥裝置、上輥為凹輥、下輥為平輥等特點,建立簡單而又實用的輥縫形狀方程。可以用下面的方程表示:
 (17)
(17)
其中 表示出口凸度,
表示出口凸度, 表示入口凸度,
表示入口凸度, 表示影響因子,
表示影響因子,![]() 表示軋制力引起兩輥的凸度,
表示軋制力引起兩輥的凸度, 表示兩軋輥熱凸度,
表示兩軋輥熱凸度, 表示上輥凹陷值。
表示上輥凹陷值。
2.4 平直度模型
在實際軋制生產中用板坯的平直度來描述其板形,即板材是否產生波浪、翹曲、側彎等。根據長期經驗總結,熱軋過程中軋制力過大往往容易產生邊浪,過小容易產生中浪。圖5表示平直度與軋制力之間的關系。
保持板形良好的條件為: ,但在實際生產中,由于現場復雜,很難保證每個道次都滿足以上條件,因此板料或多或少會有一定的不平整,通常將相對誤差
,但在實際生產中,由于現場復雜,很難保證每個道次都滿足以上條件,因此板料或多或少會有一定的不平整,通常將相對誤差 控制在很小的范圍內(
控制在很小的范圍內( )。
)。
2.5 傳動轉矩及主電機的功率模型
兩輥可逆熱軋機軋制過程中,主電機輸出的扭矩用于克服以下4個方面的阻力矩:鋁材軋制力矩( )、軋機空轉力矩(
)、軋機空轉力矩( )、傳動過程中損失的力矩(
)、傳動過程中損失的力矩( )、軋機減速或加速運行時克服慣性力矩(
)、軋機減速或加速運行時克服慣性力矩( ),用公式表示為:
),用公式表示為:
 (18)
(18)
空轉力矩通常是根據空載工況下的電流確定,經現場測試,可取 ,其中
,其中 為軋機電機的額定力矩。傳動過程中損失的力矩可以用以下公式計算:
為軋機電機的額定力矩。傳動過程中損失的力矩可以用以下公式計算:
 (19)
(19)
其中:d為軋輥輥頸直徑;i為傳動比,取11.5; 為軸承的摩擦系數,查手冊為0.004,M為軋制力矩;
為軸承的摩擦系數,查手冊為0.004,M為軋制力矩; 為傳動裝置的效率,取0.95。
為傳動裝置的效率,取0.95。
在軋制過程中前幾道次坯料很短,整個過程都處于變速階段,克服慣性矩需要的力矩 計算公式如下:
計算公式如下:
 (20)
(20)
其中:G表示軋輥重量;D表示軋輥的有效直徑;a表示加速度,實測得咬入階段的加速為 ,甩出階段加速度為
,甩出階段加速度為 。
。
確定軋制力矩 通常采用的方法有按金屬在軋輥上的軋制力作用來計算軋制力矩,或者計算軋輥上的切向摩擦力來計算軋制力矩,也可按積累的實際能耗數據來估算。在本次試驗中采用第二種方法,即:
通常采用的方法有按金屬在軋輥上的軋制力作用來計算軋制力矩,或者計算軋輥上的切向摩擦力來計算軋制力矩,也可按積累的實際能耗數據來估算。在本次試驗中采用第二種方法,即:
 (21)
(21)
其中: 為力臂系數,對熱軋制工藝通常取0.42~0.5。
為力臂系數,對熱軋制工藝通常取0.42~0.5。
盡管試驗中采取用電機發熱來校核設備是否過載,但依然要對力矩是否超過額定力矩進行校核,就需要計算等效力矩( ):
):
 (22)
(22)
其中: 為道次軋制時的力矩;
為道次軋制時的力矩; 為每道次后空載力矩;
為每道次后空載力矩; 為軋制時間;
為軋制時間; 為空載時間。
為空載時間。
電動機升溫的條件是:等效力矩大于等于額定力矩,即 ,電動機過載的條件是:軋制階段的最大力矩大于等于電機的安全力矩,即
,電動機過載的條件是:軋制階段的最大力矩大于等于電機的安全力矩,即 ,其中k取2.0~2.5。
,其中k取2.0~2.5。
電機功率模型采用以下公式計算:
 (23)
(23)
其中:P為電機功率;w為電機轉速; 為電機到軋機的傳動效率,取0.96。
為電機到軋機的傳動效率,取0.96。
2.6 電機模型
電機輸出轉矩,但轉矩必須滿足 ,為此根據直流電機功率計算公式:
,為此根據直流電機功率計算公式:
 (24)
(24)
其中:U為電機電壓;R為電機內阻;I為電機電樞電流;T為電機扭矩;w為電機轉速。
由圖6可知,當電機速度在基速以上時,電機恒功率運行,此時電機電流隨轉速的增加而增加,電機提供的扭矩可以根據額定功率與轉速求出;當電機在基速以下工作時,電機輸出的轉矩非常大,但要滿足上文中提到的條件。電機在恒功率模式下運行時,滿足以下公式:
 (25)
(25)
其中: 與
與 只跟電機的內部構造有關,可從電機相關手冊上獲得。
只跟電機的內部構造有關,可從電機相關手冊上獲得。
2.7 前滑模型
在鋁合金熱軋過程中,常出現出口速度大于軋輥線速度的情況,特別在上卷過程中更明顯,實際軋制過程中,前滑值一般在2%~10%。影響前滑的因素主要有軋輥直徑、摩擦系數、軋件厚度、前張力和加工率。根據Sims公式可以推導出前滑公式:
 (26)
(26)
其中: 為軋件出口厚度;
為軋件出口厚度; 為軋輥壓扁半徑;
為軋輥壓扁半徑; 為加工率。
為加工率。
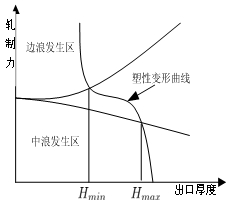
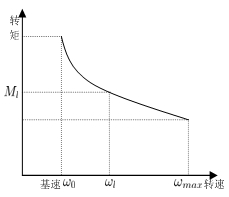
圖5 平直度與軋制力之間的關系 圖6 電機轉矩與轉速關系
2.8 軋制時間模型
校核電機發熱、計算熱輻射時,時間是非常重要的參數,同時軋制時間的長短也是衡量軋制規程是否合理的一個方面。時間模型可分為咬入階段、咬入加速階段、穩定軋制階段、甩尾減速階段和甩出后階段。實際生產過程中,咬入階段和甩出后階段時間很短,約2~5秒,在計算中可將其忽略,軋制時間如圖7所示。其中, 為咬入前階段,
為咬入前階段, 為咬入加速階段,
為咬入加速階段, 為穩定軋制階段,
為穩定軋制階段, 為甩尾減速階段,
為甩尾減速階段, 為甩出后階段,
為甩出后階段, 為咬入速度,
為咬入速度, 為甩尾速度,
為甩尾速度, 為穩定軋制速度,
為穩定軋制速度, 為加速階段的加速度,廠商提供的是
為加速階段的加速度,廠商提供的是 ,
, 為減速階段的加速度,廠商提供的是
為減速階段的加速度,廠商提供的是 ,單道次軋制總時間t為:
,單道次軋制總時間t為: 。每個階段的軋制時間計算公式如下:
。每個階段的軋制時間計算公式如下:
 (27,28,29)
(27,28,29)
 (30)
(30)
 (31,32)
(31,32)
其中: 表示咬入加速階段的坯料長度,
表示咬入加速階段的坯料長度, 表示甩尾階段的坯料長度,
表示甩尾階段的坯料長度, 表示出口厚度,g為前滑值。
表示出口厚度,g為前滑值。
2.9 電機發熱校核模型
為發揮電機的潛能,人為地讓電機在極限工況下工作,所以電機是否過載是本試驗中始終關注的內容。目前在國內校核電機主要比較實際功率與額定功率,若實際功率高于額定功率則認為電機過載。但在實際計算過程中,實際功率往往不容易計算,本文借鑒國外學者校核電機過載的方法,提出采用電機發熱量來校核電機是否過載,這樣可有效地發揮電機潛能。
電機自身可容納的最大熱量為臨界值,其計算公式為:
 (33)
(33)
其中R為電機內阻, 為電機可承受的最大電流,
為電機可承受的最大電流, 為時間常數,直流電機一般取300~600秒。
為時間常數,直流電機一般取300~600秒。
實際軋制過程中電機的發熱量 為:
為:
很顯然電機不過載的條件為:
實際軋制過程中也包含電機散熱,考慮到極限情況,忽略軋制時的散熱,只考慮在間歇時間的散熱 :
:
 (34)
(34)
其中: 為上一道次與下一道次之間的間歇時間。
為上一道次與下一道次之間的間歇時間。
2.10 咬入條件模型
整個軋制過程能否進行首先要滿足咬入條件,因此必須建立咬入條件來作為約束軋制規程的制定。軋輥與坯料之間的摩擦力是咬入的動力最重要的關系,其關系如圖8所示。只要咬入角α小于摩擦角β的時候才能咬入,也即滿足:

其中:D為軋輥直徑, 為絕對壓下量,由預定工藝確定。
為絕對壓下量,由預定工藝確定。
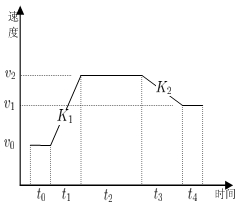

圖7 軋制時間示意圖 圖8 咬入角與摩擦角的關系
3 實驗分析
采用計算機編程實現上述建立的數學模型,并進行優化,最終制定出最優的軋制規程。通過在現場試軋制,驗證了優化后的規程。該優化規程在保證板形良好的情況下,同時能實現減少軋制道次,節省時間,減少功耗。表1是針對3003鋁合金原先規程與優化后規程的對比。
表1 3003鋁合金軋制工藝對比
|
總道次 |
最大壓下量 |
最小壓下量 |
耗時 |
能耗 |
|
|
原先規程 |
15 |
30mm |
7.2mm |
609.9s |
52.75Kwh |
|
優化后規程 |
13 |
30mm |
0.8mm |
422.3s |
41.1Kwh |
通過對比可發現,在其它工藝條件相同的情況下軋制同樣的坯料,優化后的軋制規程可明顯地降低能耗,約22.1%,節省時間約187.6秒。
4 結論
針對某鋁合金中厚板生產廠商可逆二輥軋機,通過現場測量鋁合金熱軋相關工藝參數,通過反求并用數學回歸方法建立符合實際軋制過程的數學模型。建立的數學模型和實際測量數據能很好地吻合,在此基礎上提出一種確定軋制規程的方法。該方法提出用電機發熱量來判斷電機是否過載,在實際應用中,用該方法計算出的軋制規程能很好地保證鋁合金產品板型,最大限度地挖掘軋機潛能,提高生產效率。
(1)針對具體的軋制生產線建立合適的數學模型是優化其規程的前提條件。在建模中要充分利用各種數學工具和先進的測試手段,才能更加準確地建立數學模型,為優化提供條件。
(2)提出用電機發熱校核電機是否過載,能有效地發揮電機的潛能,提高能源利用率。

