
1 引言
近幾年來,隨著我國鋁加工技術的不斷發展,鋁合金型材越來越廣泛地運用于軌道、橋梁、車輛、航空、集裝箱等重要領域,從而導致大量大型工業鋁型材的開發和運用。工業鋁型材具有厚度薄、尺寸大、斷面結構復雜等特點,合理設計這類薄壁大斷面鋁型材擠壓模具是大型工業鋁型材生產的關鍵,也是提高擠壓生產效率的非常重要的保證。本論文針對具有厚度薄、截面寬、擠壓系數大、需求量非常大、交貨周期非常短等特點的集裝箱側板鋁型材,本文提出了四種模具設計方案,通過實驗和對比分析,從中確定了該鋁型材合理的模具設計方案和模具工作帶長度,最后,通過生產實驗確定了合理的擠壓生產工藝控制方法和控制參數。 鋁合金集裝箱優點是重量輕,外表美觀,防腐蝕,彈性好,加工方便以及加工費、修理費低,使用年限長。
2 鋁型材結構與工藝分析
集裝箱是航海運輸業的重要裝備,集裝箱體上需要大量的不同規格和形狀的鋁型材,其中包括箱內地板、連接件、門檻、導軌、支撐梁、箱門框架、側板,等等。圖1 所示為某集裝箱側板鋁型材產品的斷面圖,該型材產品具有如下特點:材料為6061(LD30)鋁合金。該產品在65MN擠壓機上擠壓生產,擠壓筒內徑為φ395mm。
(1)斷面長度為450mm,壁厚最薄處只有2.8mm,型材寬度和型材厚度相差很大;
(2)型材結構不是完全左右對稱;
(3)擠壓系數大,λ=92 ,遠遠超出正常的擠壓系數,由此引起的擠壓力非常大、擠壓速度慢等擠壓工藝條件常常又會導致型材出口溫度無法保持在500℃以上;
(4)為了保證型材的硬度,減小擠壓力,需要加大分流孔面積和減小工作帶長度,即增大分流比(分流孔總面積與型材斷面總面積之比,k=S 分/S)。

圖1 薄壁大斷面集裝箱鋁側板斷面圖
3 模具設計方案分析
產品壁厚薄,擠壓系數大(λ=92),擠壓力大,擠壓速度慢而保證不了型材出口溫度在500℃以上,使型材硬度不足。考慮到型材以上特點,采用了四個設計方案,如圖2、3、4和5所示。圖2的分流比為15, k值越小,即分流孔越小,金屬第一次變形阻力大,變形程度增大,從而擠壓力增大,金屬流動的不均勻性和紊流加劇,導致制品成形難度大容易塞模并且常出現悶車現象;同時擠壓力增大,模具承受壓力也將增加,從而降低模具壽命。
集裝箱鋁材模具設計方案圖2
圖3 的分流比24.5,k值越大分流孔就越大,一方面有利于金屬的流動,降低擠壓力,另一方面提高了擠壓速度,保證了出口溫度在500℃以上,從而降低了因硬度不足而產生的報廢,單機的產量得到一定的提高。
集裝箱鋁材模具設計方案圖3
方案3 和方案4 是在一出一模具設計方案的基礎上,為了進一步提高單機產能,加快訂單的配套、縮短交貨期、提高經濟效益等目的,而開發的一出二模具。
圖4的分流比14,圖4所示的是各自獨立的分流孔對應提供型材的相應的位置,是常見的設計結構。這種結構由橫的大簡支梁作主要的支承,中間的四條橋輔助支承,模子受壓時中間剛性部分和兩邊下沉的程度不同,中間下沉多兩邊下沉少,導致模具穩定性差,常塞模,同一跟鋁棒的棒頭跟棒尾的型材壁厚變化相差有0.5mm,把導流的厚度相對加厚,從而提高導流的剛度但另一方面擠壓力也隨著增大,金屬變形阻力加大。
集裝箱鋁材模具設計方案圖4
圖5的分流比20,圖5所示的這種新結構的模子一方面分流比比圖4的要大,另一方面四橋成為一剛性整體,模子在受壓時,中間剛性部分只會因其它四橋構成的柔性支座的變形而整休下沉,而其本身不會產生撓曲,并且有效地保護了中間部分的懸臂。同時因分流橋處于模圓周相同位置,變形均勻,所以模具的彈性變形不影響型材的壁厚精度,模子兩側的分流孔使金屬盡量流向模具兩端這樣不會引起流速不均,從而保證了型材的良好成形。由于這種結構的四條橋寬度比圖4的要短,從而可以把導流減薄,降低擠壓阻力,提高擠壓速度來增加單機產量。
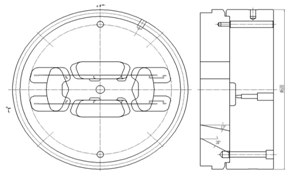
集裝箱鋁材模具設計方案圖5
4 工作帶長度的設計
為了確定工作帶長度,首先考慮金屬流動速度,因為工作帶的長度金屬的流動非常敏感;其次考慮的是耐磨性。工作帶過薄,不耐磨損,對型材的表面質量有好處但容易過早的導致模具報廢;工作帶過長,增加磨擦阻力,導致擠壓力升高,影響產品的表面質量,特別是這種型材更要慎重考慮,盡可能減少工作帶長度。此型材我司設計的最長工作帶長度為5.5mm,最短的工作帶長度為1.5mm,具體設計參數如圖6所示。

5 擠壓工藝參數
在擠壓工藝方面也作了調整,合理制訂了擠壓工藝,擠壓工藝參數見表1。
表1集裝箱鋁材擠壓工藝參數
|
鑄棒溫度℃ |
模具溫度℃ |
擠壓筒溫度℃ |
擠出溫度℃ |
擠壓速度m/min |
水淬后溫度℃ |
|
480~500 |
440 |
410 |
500~530 |
7~11 |
≤50 |
(1)6061合金變形抗力大,所以鑄棒溫度應偏上限480~500℃。
(2)模具溫度偏高。
(3)要使合金主要強化相完全固溶,須保證淬火溫度在500℃以上,因此型材擠壓出口溫度應控制在500~530℃。
(4)6061合金淬火敏感性高。要求淬火冷卻強度大,冷卻速度快,必須通過水淬使其溫度迅速降到50℃以下。
6 結論
本文詳細介紹了工業鋁型材薄壁大斷面擠壓模具的設計難點以及優化設計方案,指出擠壓系數較大的型材模具如何設計才能夠降低擠壓力,增加模具壽命,提高生產效率。綜上所述,模具結構對擠壓力的影響是比較敏感的,為了降低擠壓力,同時又要確保產品的質量,一是要盡可能減小導流模的厚度;二是合理設計分流孔的形狀,盡可能增大分流比讓模面上的金屬能夠暢流;三是嚴格控制工作帶的長短,盡可能保證成形的同時減少工作帶長度。通過采用以上幾方面的措施,對擠壓薄壁大斷面型材降低擠壓力有較好的效果。


