
擠壓合金鋁管材和型材,采用鑄錠加熱 - 擠壓 - 精整的生產(chǎn)流程;對(duì)于熱處理可強(qiáng)化的鋁合金材,還要進(jìn)行淬火一時(shí)效處理。建筑型材采用擠壓后在線風(fēng)冷淬火和精整的生產(chǎn)工藝。薄壁管采用先擠壓生產(chǎn)出管坯再冷加工的生產(chǎn)工藝,對(duì)硬合金小直徑管,常采用二次擠壓法先生產(chǎn)出小規(guī)格的擠壓管坯再冷加工的生產(chǎn)工藝。
1 前言
6082屬于可熱處理強(qiáng)化合金,具有良好的可焊接性、抗腐蝕性、可機(jī)械加工性和可成型性,同時(shí)具有中等強(qiáng)度,主要用于機(jī)械結(jié)構(gòu)方面,包括棒材、板材、管材和型材等,其-T6狀態(tài)具有較高的機(jī)械特性。6082合金在歐洲是很常用的合金產(chǎn)品,在美國(guó)也有很高的應(yīng)用,適用于加工原料,無(wú)縫鋁管,結(jié)構(gòu)型材和定制型材等。我司接到國(guó)外某公司訂單,為外徑50.55mm,壁厚1.47mm的圓管,客戶要求合金狀態(tài)為6082-T6,產(chǎn)品擠壓后需要再經(jīng)過(guò)深加工,要求外徑擴(kuò)張至55.55mm ,外觀無(wú)明顯裂紋如圖1所示,性能要求如表1所示。該型材采用在線淬火生產(chǎn),為此,工藝部對(duì)合金熱處理工藝進(jìn)行了研究,并將探討結(jié)果用于實(shí)際,生產(chǎn)出了滿足客戶要求的產(chǎn)品。
表1 6082-T6性能要求

2 材料及試驗(yàn)方法
試驗(yàn)合金鋁棒為我司熔鑄車間提供,采用半連續(xù)鑄造生產(chǎn)直徑Ф120mm鑄棒,成分按照國(guó)家標(biāo)準(zhǔn)要求如表2所示,擠壓在1000T臥式油壓擠壓機(jī)上進(jìn)行,擠壓系數(shù)為54.8,采用在線淬火生產(chǎn),樣品在時(shí)效爐內(nèi)進(jìn)行195℃ 2.5h人工時(shí)效,力學(xué)性能測(cè)試使用沈陽(yáng)天星韋氏硬度鉗和客戶提供的專用擴(kuò)口夾具。
表2 6082合金成分范圍(質(zhì)量百分?jǐn)?shù))

在生產(chǎn)過(guò)程中,通過(guò)對(duì)鋁棒均質(zhì),淬火方式,模具設(shè)計(jì)等方面進(jìn)行試驗(yàn):
⑴采用未經(jīng)均質(zhì)的鋁棒和經(jīng)過(guò)均質(zhì)的鋁棒進(jìn)行對(duì)比試驗(yàn);
⑵不同的在線淬火方式,分別使用噴霧淬火和風(fēng)冷淬火;
⑶模具設(shè)計(jì)優(yōu)化,1#和3#模具進(jìn)行對(duì)比。
3 實(shí)驗(yàn)過(guò)程與討論
3.1 鑄錠均質(zhì)化對(duì)擠壓管材延伸率的影響
分別使用A、B兩種鋁棒直徑 120mm,在同一臺(tái)1000T擠壓機(jī)上進(jìn)行YG50.55的生產(chǎn),A棒為未經(jīng)均質(zhì)化處理的鋁棒,B棒則是經(jīng)過(guò)均質(zhì)化處理的鋁棒。同等工藝下,棒溫480℃-510℃,擠壓機(jī)主缸前進(jìn)速度2.5mm/s,出料口溫度520℃-545℃,達(dá)到固溶熱處理的溫度,在線淬火方式采用噴霧淬火(噴霧槽長(zhǎng)3m),冷卻速度為13-14℃/s,噴霧后型材溫度降至180℃,已低于淬火敏感溫度區(qū),然后風(fēng)冷至室溫。力學(xué)性能試驗(yàn)結(jié)果如表3所示:
表3 A鋁棒和B鋁棒樣品的力學(xué)性能試驗(yàn)
A1~A6為未均質(zhì)化的A棒生產(chǎn),B1~B6為均質(zhì)棒B棒生產(chǎn)
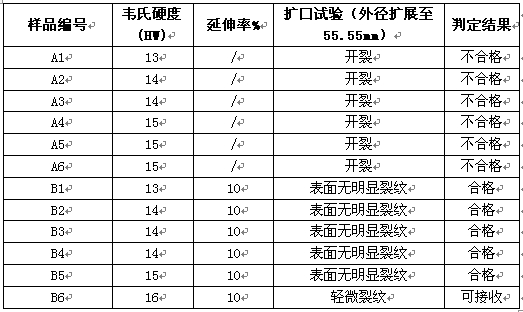
從上表可以看出,B棒樣品的延伸率比A棒樣品的延伸率要好得多,這是因?yàn)锽鋁棒經(jīng)過(guò)均質(zhì)化后,鑄態(tài)合金具有較大的化學(xué)均一性和組織均一性,減少了晶內(nèi)偏析,同時(shí)還消除了鋁棒在鑄造時(shí)凝固產(chǎn)生的內(nèi)應(yīng)力。合金在成分和組織方面的均勻性又促使材料所有的物理和化學(xué)性能的均勻,使得擠壓后的產(chǎn)品組織也更均勻,合金的塑性明顯提高,延伸率大大提高, 進(jìn)行擴(kuò)口試驗(yàn),外徑擴(kuò)展至55.5mm無(wú)明顯裂紋,基本能符合客戶要求。
3.2 淬火速率對(duì)擠壓管材延伸率的影響
6082合金對(duì)淬火較為敏感,客戶要求產(chǎn)品在抗拉強(qiáng)度符合國(guó)標(biāo)的前提下盡量提高延伸率,方便產(chǎn)品的后續(xù)加工,所以產(chǎn)品在擠壓出料后的淬火速率需要控制好。淬火速率過(guò)慢,時(shí)效后的抗拉強(qiáng)度不達(dá)標(biāo);淬火速率太快,產(chǎn)品殘余應(yīng)力增加,同時(shí)產(chǎn)品的塑性降低,不利于客戶后續(xù)的加工。所以,為了進(jìn)一步提高產(chǎn)品的延伸率,需要找到合適的的淬火速率。在實(shí)際生產(chǎn)中,我們?cè)囼?yàn)了兩種不同的淬火方式:噴霧淬火和風(fēng)冷淬火。由于產(chǎn)品YG50.55壁厚只有1.47mm,出料速度8m/min,不是太快,出料口溫度控制在520~545℃范圍內(nèi),可以嘗試風(fēng)機(jī)淬火,在滿足時(shí)效強(qiáng)化效果的前提下,盡量降低淬火速率。在擠壓出口處分別對(duì)擠壓型材進(jìn)行強(qiáng)風(fēng)冷淬火和噴霧淬火,性能對(duì)比如表4所示。
表4 不同淬火工藝對(duì)力學(xué)性能的影響
C1~C6為強(qiáng)風(fēng)冷淬火,D1~D6為噴霧淬火,棒溫480~510℃,出料口520~545℃,出料速度8m/min。
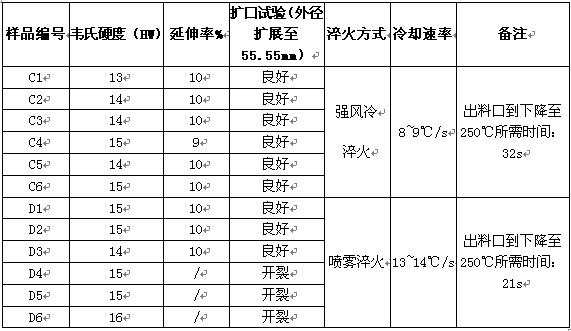
從表4可以看出,強(qiáng)風(fēng)冷淬火的樣品在時(shí)效后的硬度在15HW以下,而噴霧淬火的樣品時(shí)效后的硬度在14HW以上,有的甚至達(dá)到了16HW。同時(shí),擴(kuò)口試驗(yàn)的結(jié)果表明,硬度超過(guò)16HW時(shí),產(chǎn)品容易開(kāi)裂,試驗(yàn)不合格。淬火速率越大,時(shí)效后硬度越高,產(chǎn)品脆性大,容易開(kāi)裂,延伸率較差。后續(xù)使用強(qiáng)風(fēng)冷淬火,進(jìn)行了多次的試產(chǎn),樣品的硬度和擴(kuò)口試驗(yàn)都和前面的結(jié)果一致,工藝基本穩(wěn)定。說(shuō)明型材使用經(jīng)強(qiáng)風(fēng)冷淬火,合金力學(xué)性能可滿足要求,淬火速率合適,而延伸率也得到了進(jìn)一步的提高,所以在擠壓生產(chǎn)時(shí)選用風(fēng)冷淬火較為合適。
3.3 模具設(shè)計(jì)對(duì)擠壓型材延伸率的影響
擠壓模具是型材擠壓生產(chǎn)過(guò)程中至關(guān)重要的工具。它的結(jié)構(gòu)形式、各部尺寸以及所用材料,對(duì)擠壓力、金屬流動(dòng)的均勻性、制品尺寸形狀、表面質(zhì)量以及自身的使用壽命都有很大影響。目前鋁型材企業(yè)中廣發(fā)采用的是組合模擠壓空心型材,也稱為焊合擠壓法。其模具結(jié)構(gòu)特點(diǎn)是將模芯置于模孔中與模子組合成一個(gè)整體,模孔的形狀和尺寸決定了型材的外形和尺寸,而模芯的形狀和尺寸決定著型材內(nèi)孔的形狀和尺寸。焊合擠壓有許多優(yōu)點(diǎn),如制品尺寸精確,內(nèi)外表面質(zhì)量好,縮尾少,可生產(chǎn)復(fù)雜的空心型材等。但也存在一些缺點(diǎn):擠壓時(shí)所需的擠壓力大和制品上有焊縫。在生產(chǎn)YG50.55時(shí),焊縫的質(zhì)量尤為重要。如果產(chǎn)品焊合質(zhì)量不好,在后續(xù)進(jìn)行深加工時(shí),容易在比較薄弱的焊合位置開(kāi)裂。我們公司采用了兩套不同設(shè)計(jì)的模具進(jìn)行生產(chǎn)試驗(yàn),并對(duì)比所生產(chǎn)樣品的力學(xué)性能,性能對(duì)比如表5所示
表5 不同模具對(duì)合金性能的影響
E1~E6為1#模樣品,F(xiàn)1~F6為3#模樣品,棒溫480~510℃,出料口520~545℃,出料速度8m/min

表6 模具尺寸

從表5可以看出,模具1#生產(chǎn)的樣品明顯要優(yōu)于模具3#,而表6列出了兩個(gè)模具在設(shè)計(jì)方面的差異,與3#模相比,1#模的焊合室要深一些,上模厚一些。根據(jù)同行資料及文獻(xiàn)介紹,模具設(shè)計(jì)時(shí),要保證焊縫的質(zhì)量,必須使焊合室焊縫處金屬能充分?jǐn)U散結(jié)合,否則,將形成疏松、顆粒粗大與其它部位的組織不均一,因此,變形程度要大一些,特別是焊合室的金屬變形量要大,同時(shí),焊合室要適當(dāng)深一些,上模選擇厚一些所以,以便形成足夠大的流體靜壓力。這個(gè)和我們的試驗(yàn)結(jié)果也是吻合的。關(guān)于模具設(shè)計(jì)最佳理論值的計(jì)算問(wèn)題,這里就不作更深入的探討。我們公司根據(jù)這次試驗(yàn)的結(jié)果,繼續(xù)開(kāi)了4#,5#,6#模具,模具的設(shè)計(jì)和1#模具一樣。經(jīng)過(guò)三次的試產(chǎn),3套模具共抽取樣品54支進(jìn)行擴(kuò)口試驗(yàn),4#,5#,6#模具生產(chǎn)的樣品全部合格。
4 結(jié)論
(1) 采用均質(zhì)6082鋁棒,減少了晶內(nèi)偏析,保證合金在成分和組織方面的均勻性。
(2) 選擇合適的淬火速率,滿足時(shí)效強(qiáng)化效果的前提下適當(dāng)降低淬火速率,提高產(chǎn)品延伸率。
(3) 優(yōu)化模具設(shè)計(jì),穩(wěn)定擠壓工藝,擠壓過(guò)程做到高溫、高壓、慢速,保證焊合質(zhì)量。棒溫480~510℃,出料口溫度520~545℃,出料速度8m/min。

