
1 引言
鋁合金型材在日常生產及生活領域中應用越來越廣泛,用擠壓的方法生產鋁型材,既節約金屬又具有很高的生產效率。寬展擠壓是一種適合于擠壓寬度大于擠壓筒直徑型材的新型擠壓方法,部分代替了結構復雜、成本高的扁擠壓筒,其應用前景非常廣闊。
目前,寬展擠壓模具的設計一般憑借設計人員的經驗和反復試模來進行,如果設計不合理,鋁型材截面各部分金屬流出模孔速度不一致,就導致型材的彎曲、波浪和扭擰等缺陷。如此既造成人力財力的大量浪費,又延長了生產周期,導致生產效率低下。隨著計算機技術的發展,CAD/CAE技術在模具設計制造行業得到了廣泛應用。本文針對鋁型材擠壓工藝及模具設計,以工業材模板的寬展擠壓為例,采用有限元模擬軟件Deform-3D對擠壓過程進行數值模擬,優化模具結構,找出缺陷存在的原因,為實際模具設計提供參數依據。
2 模擬試驗方案
2.1 鋁型材分析
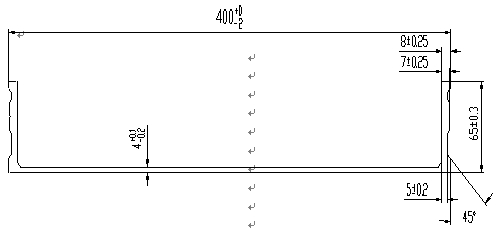
圖1 工業材模板截面尺寸
工業材模板的截面尺寸如圖1所示,最大尺寸為400mm,擬采用直徑292mm的鑄棒在40MN的擠壓機上生產。該型材采用帶導流孔的平面模,擠壓過程中金屬通過導流孔產生預變形,第一次分配后形成與型材相似的坯料;金屬流過平面模二次變形后獲得所需的形狀和尺寸。本文通過改變平面模工作帶的厚度來調整金屬的流動均勻性,以期獲得合格的擠壓制品。此型材具有對稱性,模具工作帶各部位設計厚度如圖2 所示。
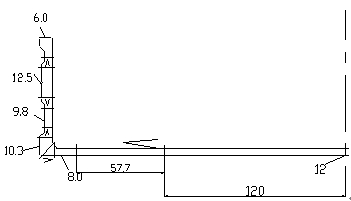
圖2 鋁模板型材擠壓模具工作帶各部位的厚度
2.2 模擬參數設置
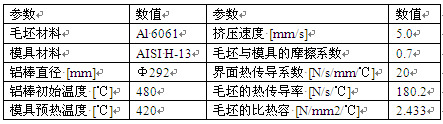
本文選用的材料為6061鋁合金。模具材料選用H-13熱模具鋼。數值模擬采用剛粘塑性有限元法,忽略彈性變形,所以把坯料設為剛塑性體,模具和其它工件都設置為剛性體。數值模擬中的初始參數見表1。
表1 鋁型材寬展擠壓時數值仿真模擬的初始參數
2.3 材料本構模型
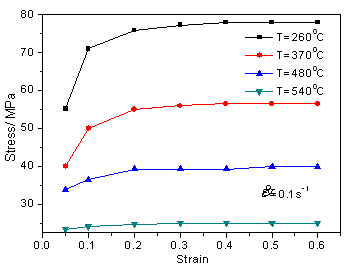
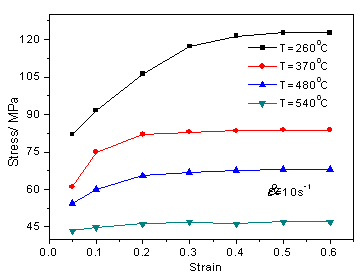
本文中采用6061鋁合金作為變形體材料,擬在480℃溫度下對6061合金進行擠壓模擬,而Deform-3D軟件材料庫中只有6061合金在260℃-480℃時的應力應變數據。高溫時描述金屬變形,一般采用剛粘塑性本構模型,本試驗采用文獻中測得的材料本構關系模型。根據材料的本構方程,可以得到6061鋁合金在260-540℃時的流動應力應變曲線,如圖3所示。
圖3 6061鋁合金的流動應力應變曲線
3 鋁型材寬展擠壓時 模擬結果及分析
3.1 擠出流速分析及模具結構優化
基于上述設定的模擬參數,模擬結束后擠出的型材形狀如圖4a所示,從圖中可以看出由模板的端部到中心部位金屬的流速是線性增加的,模具出口處金屬的流動速度越靠近中心部位越快,這一趨勢在擠壓的初始階段尤為明顯,出現了型材頭部不齊的現象。擠出的模板端部的流動速度是127.7mm/s,中心部位的流動速度是115.7mm/s,最大流速與最小流速相差12mm/s。
型材出口流速不均勻容易導致扭擰、波浪、變形等缺陷。調整工作帶厚度是控制金屬流速最有效的方法,工作帶對金屬的流動起阻礙作用,減少工作帶厚度可減少摩擦阻力,迫使金屬向阻力小的部位流動,從而使型材整個斷面上金屬流量趨于均勻[1]。因此,對原始模具工作帶部分進行優化,中心部位的工作帶厚度為14mm,轉角處的厚度為9mm,側邊部位的工作帶厚度保持不變。
根據修改后的模具重新建立模擬模型,采用相同的模擬參數,模擬結束后擠出的模板如圖4b所示,可見擠出的型材端面平齊。模具工作帶優化后,型材端部的流動速度是118.9mm/s,中心部位的流動速度是117.3mm/s,最大流速與最小流速相差約1.6mm/s。可見通過調整工作帶的長度解決了型材端面不齊和流動不均的問題,避免了彎曲、扭擰缺陷的產生,達到了模具優化設計的目的。
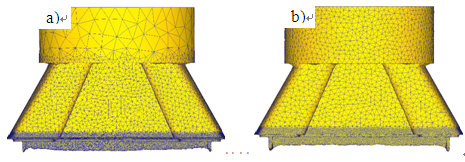
圖4 鋁型材流出模孔時的形狀
a)工作帶厚度優化前 b)工作帶厚度優化后
3.2 等效應變場和溫度場
圖5和圖6分別為型材在擠壓過程中等效應變場和溫度場分布和變化情況,從圖中可以看出溫度場和等效應變場的分布情況非常相似,表明在擠壓過程中變形體溫度的升高主要來源于成形過程中的塑性變形能。在寬展擠壓成形過程中,從導流到流出成形,變形體的等效應變和溫度都是逐漸升高的,在工作帶區域金屬的等效應變達到最大值5.39,溫度也升到最高,這進一步說明了模具的工作帶部位是材料流動最復雜、變形最激烈的部位。
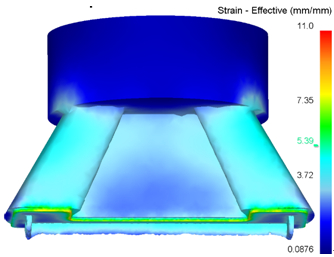
圖5 等效應變分布圖
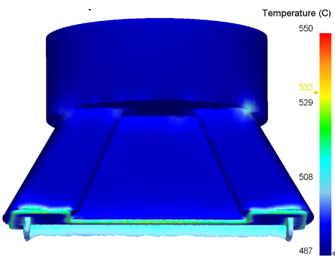
圖6 溫度場分布圖
3.3 模擬結果驗證
根據上述的擠壓工藝參數和優化后的模具結構參數,采用直徑292mm的鑄棒在40MN的臥式擠壓機上生產,擠壓出的鋁型材如圖7所示。
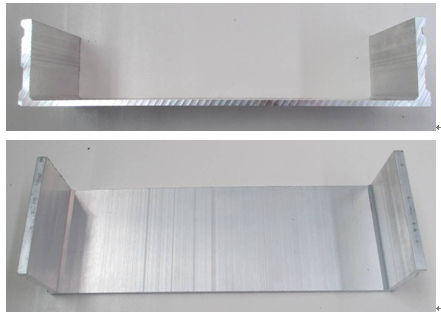
圖7 模板鋁型材擠壓樣板
4 結論本文技術支持來自:廣東興發鋁業(河南)有限公司. 佛山市威龍模具科技有限公司,采用剛粘塑性有限元法,在Deform-3D有限元商業軟件上成功實現了導流寬展鋁型材擠壓過程的三維數值模擬,獲得了擠壓過程中材料的流動規律、應力場、應變場和溫度場的分布,以及模具出口處金屬流速的分布情況。通過數值模擬發現型材出口流速不均勻,造成端面不齊,對此提出了模具修改方案,通過調節模具工作帶的長度,實現了型材擠壓出口流速均勻的目的,從而保障了型材的產品質量。模擬結果為模具的優化設計及工藝參數的選取提供了理論依據。
1) 采用剛粘塑性有限元法,通過成形過程中不同階段網格的分步劃分和步長分步調整,實現了鋁型材寬展擠壓過程的三維數值模擬。
2) 采用有限元模擬方法,獲得了模板擠壓過程中的材料流動規律,等效應力、應變場和溫度場的分布,以及模具出口處金屬流速的分布情況。
3) 模擬結果表明,采用初始的模具擠出的型材斷面不齊,坯料的擠出速度分布不均勻,通過優化模孔工作帶的厚度有效地調節了金屬流速,使模孔出口處的金屬流速均勻,避免了彎曲和扭擰缺陷的產生,減少了試模次數,縮短了生產周期,從而提高了生產效率和經濟效益。

