
1.引言
擠壓模具是保證產品成形、具有正確形狀、尺寸和精度的基本工具;是保證產品內外表面質量最重要的因素。模具的設計與制造在鋁型材擠壓工業中占有極其重要的地位,對鋁型材產品的產量、質量、生產效率及企業的經濟效益等方面都有著重要的作用。
我公司經過長期的努力以及與國內外同行的合作交流,總結出了一些模具設計的新技術和新理念。
2.一模多孔技術
在我國鋁合金型材擠壓行業中,各個企業根據自有的設備和生產條件,在設計制造擠壓模具時都制定了企業自用的工藝標準。而各個企業由于技術能力和側重因素的不同,制定的模具標準往往差異很大。例如一些規模較小設備條件有限的企業,為了獲得更大的利潤,在制定模具尺寸及工藝的標準時,盡可能的擴大擠壓設備的生產能力,用較小的設備生產截面較大的型材產品。而一些實力較強規模較大的企業,則側重于如何發揮設備最好的工作力能,提高生產效率。
開發一模多孔模具技術,可以一次擠壓出多根型材產品,提高擠壓生產的效率,降低擠壓過程的擠壓力,同時可以更充分的利用擠壓設備的擠壓能力,減少單位產品的能耗。鋁型材一模多孔模具的應用,是降低單位產品能耗,提高生產效率;促進企業技術和設備的升級,提高產品的技術附加值的有效途徑。圖1是我公司生產的幾款一模多孔模具的圖片。



圖1 一模多孔模具
在國外無論是先進發達國家,如澳大利亞、荷蘭、德國、新西蘭等;或者發展中國家,如印度尼西亞,越南,尼日利亞等,都廣泛采用一模多孔的擠壓方法和技術,而這一方面,在國內仍不普遍,具有廣闊的發展空間。
3.零工作帶法
提高擠壓速度是鋁擠壓企業普遍追求的目標,是降低成本、提高效率、節約能源的重要技術手段,特別是對于擠壓性能差、難度大的工業鋁型材。
在進行模具設計時,相比常規的設計方法,整體降低模具工作帶的高度,甚至采用“零工作帶”的設計方法。“零工作帶”的設計采用多級導流腔對金屬的流動進行控制,而型材各個位置工作帶高度相等,同時采用2°的外錐角,使工作帶對變形金屬的阻礙作用達到最小,減少摩擦,從而能夠大大的提高擠壓速度。圖2是“零工作帶”的模具圖片。

圖2 “零工作帶”模具
4. 球形卸壓法
大型空心截面型材是大型鋁合金型材的其中一大類。對于大型模芯結構的型材擠壓模具的設計制造,從擠壓死區問題的分析和研究中可以得到良好的啟發[1]。
根據擠壓的基本理論,考慮簡單直角平模正擠壓的情況,如圖3所示,在擠壓成形時,難以避免的在直角轉角位置形成死區。在死區內,金屬被認為是靜止的。在與死區的交界面上,將出現劇烈的剪切變形[2]。死區的形成是由于橫向的模具與縱向的擠壓筒交界處的金屬受到模面和筒壁上的外摩擦作用,使得金屬沿接觸表面流動需要較大的外力。而根據最小阻力定律,金屬將選擇一條較容易流動的路徑流動,從而形成了死區[3]。
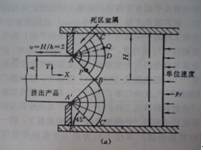
圖3 擠壓死區原理
死區的存在將大大的增加金屬流動的不均勻性,在死區的邊界產生劇烈的剪切變形,增加擠壓的變形抗力。因此,對于擠壓過程中死區的形成及其影響因素、減輕和避免方法等方面許多學者都作過詳細的研究。如將90°的平模擠壓結構改成錐角擠壓結構、圓弧線或者流線結構,降低擠壓力[4]。
在設計大型模芯結構的型材擠壓模具時,參考上面擠壓基本理論減少直角模正擠壓死區面積的方法,可以減少大型模型結構型材擠壓模具橋位置的面積,從而改進模具的結構,提高模具的壽命,如圖4所示。

圖4 球形卸壓模具
5.小結
擠壓模具是保證產品成形、具有正確形狀、尺寸和精度的基本工具;是保證產品內外表面質量最重要的因素。一模多孔、零工作帶以及球形卸壓法等,是我公司近年來不斷努力和創新,總結出來的幾點模具設計的新技術和設計理念。
我公司經過和國際上包括德國、意大利、日本、澳大利亞、荷蘭、新西蘭等多個先進國家和企業的長期的合作和交流,總結出了以下幾點設計理念:
1)廣泛采用一模多孔的模具設計方法,提高擠壓的生產效率。
2)使用高性能的模具鋼材料,鋼材性能的提高可以使模具較小的厚度即能滿足強度要求,從而減少了單位模具鋼材的使用量,同時也降低了擠壓的變形阻力,大大提高了模具的壽命,降低了單位產品的模具成本。
3)通過降低擠壓力、減輕模具負載的思路進行模具的設計。
4)采用快速擠壓的生產手段。


