
正文:
太陽能是指來自太陽光的輻射能,既是一次能源,又是可再生能源,其資源豐富,對環境無任何污染。國內外不斷加大對太陽能的開發建設和使用力度,用來支撐固定太陽能光伏板外邊框的鋁合金鋁型材,為了確保光伏板的正常發電、導電性能和經久耐用,對鋁合金鋁型材的尺寸公差和表面要求非常嚴格。主要存在的問題是硅板槽口位公差過嚴極易超差;鋁型材表面黑紋、焊合線、機械紋、擦花、碰傷和氧化不良等,造成擠壓合格率和氧化成品率極低,大多數廠家的成品率在50%~60%左右,有的甚至更低。
作為太陽能鋁型材生產有著資深經驗及優化生產工藝的生產企業,本廠在模具、熔鑄、擠壓、表面處理工藝方面都有著領先行業的技術水平,其產品合格率也遠高于同行業水平。
1優質的模具
1.1 模具是完成鋁型材產品的基礎,也是決定產品擠壓的形狀、尺寸精度和表面效果,而且還影響到產品的組織性能。傳統的太陽能生產多是集中在“一出一“單孔模具擠壓,其擠壓生產效率較低,訂單交貨周期長,而本廠目前太陽能模具主要集中在”一出三“及以上多孔模的生產和開發,其生產效率及產品合格率倍數增長。
單孔模 一出三模 一出四模
1.2太陽能多孔模在加工的過程中必須要保證其精度及其對稱性,其電加工工序就是最關鍵的(加工中心、線切割、電火花)。
1.3 優化的生產工藝要有著嚴格的操作及良好的質量控制,保證多孔模具從圖紙設計、精度加工到合格交付使用。加工模具過程中,高精度先進模具加工儀器是保證模具合格的前提。如本廠引進的數控車床、高速加工中心、法蘭克自動穿絲慢走絲、瑞士夏米爾電火花機等高精度設備,以保證模具加工精度。同時,操作人員的技能水平、熟練程度、經驗積累也有著至關重要的作用。
2高品質的鑄錠
2.1鑄錠對產品表面質量、擠壓效率和模具損害有著至關重要的影響。劣質的鑄錠會使鋁型材表面產生拉溝、分色、沙眼、氧化后色差等質量問題,并且大大減短模具壽命,降低擠壓生產效率及產品合格率。
2.2保證鑄錠的質量需要采用先進的熔鑄工藝,本廠針對太陽能訂單特別計劃太陽能專用棒,以高質量鋁棒保證擠壓成品質量。
專用棒合金成分配比(%)

有條件的可增加在線除氣設備。
熔鑄時,須保證精煉溫度達到730-750℃和精煉時間達到30分鐘以上,同時陶瓷過濾板須≥40目。
3優化的擠壓工藝
3.1擠壓關鍵溫度參數控制
3.1.1棒溫:440~490℃。具體的棒溫控制采用階梯式降溫法,一般初始棒溫采用控制范圍的上限棒溫,以后控制每支棒棒溫遞減10℃,直到棒溫控制在范圍的下限。
3.1.2模溫:440~470℃。模具加溫時間一般控制在6小時之內(使用快速加熱爐根據設備設計時間設定),保證透心,模具要連同模墊、模套一起加溫,不能超時加溫,否則對鋁型材表面質量及出材情況造成影響。
模具置于模具爐內加溫時,模具不能靠近爐壁、風機風口位置,盡量往中間位置擺放,模具之間要保證足夠的間隙,一般情況下不少于5CM。
模具爐內要保證干凈,無灰塵,避免加溫過程中因大量灰塵落在模具工作帶,造成出料時鋁型材產生各種表面質量問題。模具上機前最好將模具工作帶位置吹干凈。
3.1.3盛錠筒溫度:425±10℃;
3.1.4出料口溫:530~575℃;
3.1.5壓余:20-25mm。
3.1.6冷卻方式:風冷+霧冷
3.2擠壓操作工藝控制
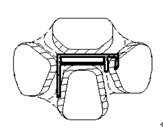
3.2.1擠壓生產時出料要用石墨(或高溫墊)合理隔開,防止摩擦刮傷; (如圖1)
3.2.2出材后冷床擺放時,鋁料之間要保持合理的間距;(如圖2)

圖1 圖2
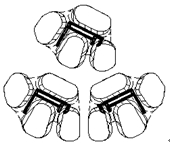
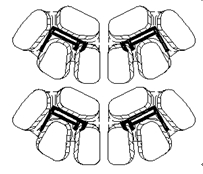
3.2.3調直校正:一出一的每次調直一支,一出二的每次2支一起調直,一出三的每次3支一起調直;調直時鋁料之間要保持合理的間距;(如圖3)
3.2.4調直后棚架擺放要保持合理的間距;(如圖4)


圖3 圖4
3.2.5鋸切前要將鋸切臺及滾上的鋁屑吹干凈,每鋸切操作一次必須清理一次;(如圖5)
3.2.6過平臺:平臺必須光滑、平整,不能有鋁屑或其它雜物;每次過平臺只能抬3支料,要輕拿輕放;(如圖6)


圖5 圖6
3.2.7抬料:要輕拿輕放,避免在搬運過程中造成二次彎曲;
3.2.8裝框:框耳要戴上耳套;框架的底部及兩側要用防護物料作保護;裝框時每支鋁料保持10~15cm的間隙;采取架空方式裝框,下框后端頭用毛氈帶隔開,避免運輸過程擦花。
4順暢的中轉運輸
4.1時效工藝:180~190℃(公差±5℃),保溫5小時。要注意保持通風,且時效爐的溫度需保持穩定。
4.2廠內運輸:中轉時用平板拖車或軌道轉運,嚴禁用叉車運輸;
5表面處理工藝控制
5.1上架
5.1.1上排前需要檢查導電梁及其夾具是否完好,發現損壞的夾具要及時更換。檢查夾具是否全部打開,將未打開的夾具打開,方可將鋁型材輸送到位上排。
5.1.2為了便于下排,上排時應將平整的面朝下,有溝槽面朝上。
5.1.3上排時,必須戴手套,并保持手套清潔,嚴禁不帶手套或帶有油污的手套接觸鋁型材,不得將鋁型材與水泥地面接觸,以免擦傷產品,嚴禁踩踏和碰撞產品,保持場地清潔。
5.2 槽面生產控制
5.2.1除油:4分鐘;堿蝕:溫度:45~55℃,時間:6分鐘;中和:3分鐘
5.2.2氧化:溫度:18~22℃,電流密度:130A/dm2, 5.2.3封孔:22分鐘,溫度:60~62℃,滴干:30分鐘
5.3 下架
5.3.1下架需用專用小車來放料,不可用其它小車來放料。
5.3.2 每一層間隔均勻放上四個專用橫墊條。
5.3.3每車最高可疊放十層料,放料寬度不可超出小車寬度;專用橫墊條要放在框內,不允許放在地上,以免粘貼塵粒而擦花鋁型材。
6結束語
淺析了多孔太陽能鋁型材生產從模具到熔鑄、擠壓、表面處理的生產、工藝控制,高效生產的主要控制工序、生產工藝要求和生產過程的重點控制。太陽能鋁材的生產隨著生產技術工藝的不斷優化,其生產效率、成品率也在不斷提高。但各企業所采用的設備、原料、生產工藝、特別是多孔模設計技術水平等的差異,其產品的生產效率及成品率也不盡相同。


