
前言
在擠壓生產(chǎn)中,由于主缸的推進運動,再藉由模具對鋁棒限定形變做功,成型工序才得以完成。由于主缸的推進與模具發(fā)生作用,推進力就由模具吸收轉(zhuǎn)變成形變能,體現(xiàn)在模具的變形上面。一般而言,正向擠壓制品的實際斷面尺寸與模具尺寸是不一致的,且沿制品長度方向也往往是不均勻的,特別是尾部變化特別大,嚴重影響擠壓成品率,通過具體實例分析,找出變形的原因,并系統(tǒng)的提出解決方案。
產(chǎn)生尺寸偏差的幾個原因和解決方法
1.模具受力發(fā)生彈性形變造成的尺寸變化
1.1 擠壓過程中,模具設計壁厚尺寸和實際擠壓鋁型材尺寸差異的原因主要有如下兩個方面:
1)制品出模孔后的冷卻收縮,其線收縮量與制品的尺寸和合金性能以及擠壓鋁型材溫度有關,收縮量基本上保持不變。
2)擠壓時,很高的靜水壓力使模具的‘U’和‘L’鋁型材的懸臂位置產(chǎn)生彈性變形,該變化量可通過撓曲的計算得出,該變化量與施加的外力、模具彈性模量和受力面積有關,撓度公式為W=FL/8EI,藉由公式計出模孔尺寸變化量,再通過金屬收縮率求得鋁型材尺寸。在擠壓溫度高、變形抗力大的合金擠壓時,模具甚至產(chǎn)生塑性變形,使模孔尺寸變小或變大,從而造成制品壁厚尺寸超差,這種現(xiàn)象俗稱“縮水”或“脹水”,形成原因如下圖所示:
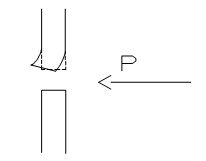
圖1 縮水
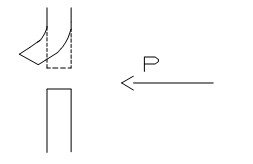
圖1b 脹水
在設計中需要尤其注意這一變形,實際上這個影響不僅僅是壁厚尺寸,對于成型也會產(chǎn)生很大的影響,如圖2a所示,懸臂下沉工作帶錯位,造成槽內(nèi)工作帶變短,生產(chǎn)出來的鋁型材地面嚴重凸起,變化如圖2b。
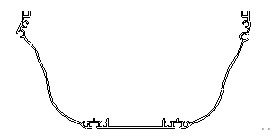
圖2a 大懸臂鋁型材
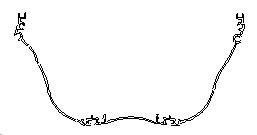
圖2b 變形圖
圖2c 上下模1.5mm
圖2d 加強橋的設置
解決問題的關鍵點在于:對于’U’和‘L’鋁型材位置,設計時注意懸臂變形選擇合理的厚度尺寸,生產(chǎn)時盡量使用專用墊,導流板與下模都可以做懸空1.5mm處理(圖2c),在不影響表面(不限焊合線)的條件下也可以做加強橋(圖2d)防止懸臂下沉。
1.2 由于芯頭所受的側(cè)彎力造成的偏壁
因為GB/T5237.1-2008中規(guī)定:壁厚差不能超過公差之半。對于帶芯頭的模具生產(chǎn)時,因芯頭的幾個方向之間的供料不平衡,造成芯頭受到一個方向的側(cè)彎力,造成偏向一邊,極容易引起批量報廢,長久的回復受力甚至會造成模具損壞(如圖3),所以保證每個進料孔的流量與所對鋁型材面積保持一致至關重要,在修復這類模具是,在焊合室內(nèi)進行阻礙和加快能起到一定的作用,但在鋁型材的尾部會造成局部變形,下文中再詳細描述。

圖3 芯頭受側(cè)彎力
圖4a 橋下焊合線偏移示意圖
1.2.1 焊合線的產(chǎn)生
鋁棒經(jīng)過分流模后,金屬經(jīng)裁剪在橋位中線正下方的鋁型材上出現(xiàn)了明顯分界,這就是焊合線。但橋位正下方的金屬變形程度最大,靜水壓力低,若馬上進入工作帶,會造成氧化后,表面出現(xiàn)明顯黑線的缺陷。焊合線的產(chǎn)生原因有很多種,油污、速度過快、棒溫低等可能造成焊合線。如果分流孔流量不均勻,橋位兩邊靜水壓力差距大,造成焊合線位置偏移橋下倒角位置(如圖4a),造成焊合嚴重不良,橋下作的導角反而對鋁流產(chǎn)生嚴重阻礙,兩邊的金屬因為變形差異大,鋁型材還會產(chǎn)生嚴重分色。
1.2.2 焊合線模具的修理
棒溫、速度、油污、鋁棒表面質(zhì)量等原因需要現(xiàn)場管理來控制,模具方面改善方法有以下幾種:
1)銑導流槽、調(diào)整進料孔大小。
2)減少橋位下部高度,等于加深了焊合室,提高相鄰鋁流接觸的時間,減低的橋位下部倒角對鋁流的焊合的方向影響減弱可以減少。
3)對于焊合線不出現(xiàn)在橋底的模具(如圖4b),銑開焊合室中對鋁流起鉗制作用,如圖4c。
圖4b 設計橋位
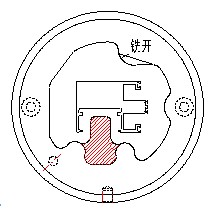
圖4c 銑開鉗流位置
1.3 由于擠壓過程模具所受應力變化,發(fā)生尺寸連續(xù)的變化。
模具的受到應力使模具模孔尺寸改變,鋁型材尺寸亦發(fā)生了改變。但是,在擠壓過程中隨著鋁棒長度慢慢變短,雖然擠壓力在不停下降,鋁棒與料膽的摩擦力也一直在下降,對模具的作用力等于總擠壓力減去鋁棒與料膽的摩擦力,反而在上升,焊合室內(nèi)靜水壓力隨擠壓力變化逐漸變大,懸臂為連續(xù)變化如上圖1a所述,尺寸產(chǎn)生“頭大尾小”的現(xiàn)象,特別是懸臂比較長的平面模具尤其明顯。
如果想要減少鋁型材的尾部變形,可(1)改變擠壓機性能與擠壓工藝,通過尾部減速減少尾部壓力,用程序進行連續(xù)曲線減速防止速度突變;(2)使用強度更高的模具鋼生產(chǎn)模具或提高模具熱處理質(zhì)量,使用更好的支撐墊。合理調(diào)整模具結(jié)構(gòu),使載荷發(fā)散均勻。(3)使用梯度加熱鑄錠提高頭部壓力
2 擠壓紊流階段發(fā)生的變形
2.1 尾部發(fā)生變形的原因
擠壓平流階段,鋁棒通過壓力錐(形狀也在連續(xù)發(fā)生變化)發(fā)生預變形,平穩(wěn)有序的變化流出模孔,壓力小供料不足的地方,通過長距離的微小的橫流進行補充。但當擠壓末尾時,隨著擠壓墊片與模子間距離的縮小,變形區(qū)內(nèi)的金屬橫向流動非常困難,只有在強大的壓力差克服熱金屬的屈服強度時,才向著擠壓軸線方向由周圍向中心發(fā)生橫向流動,總擠壓力上升。因為尾部的橫流困難,正對進料區(qū)供料嚴重不足,遠離進料口壓力大;流量大的進料孔供料不足壓力小,流量小的進料孔供料足壓力大。這是造成擠壓尾部變形的直接原因。變形的程度受進料孔和導流坑的影響。
2.2 擠壓末端分流模偏壁及解決方法
2.2.1 擠壓末端分流模偏壁得原因
擠壓殘料時,分流模進料孔分布均勻,分流模與料膽的接觸面上鋁流不會產(chǎn)生長距離橫向流動,鋁流均勻通過上模具,不會形成縮尾。但是不同等分進料孔之間如果所對的出料面積不一致,就會造成流速不均勻發(fā)生變形,并且芯頭上產(chǎn)生的側(cè)壓力。焊合室如果足夠高和寬,模孔進料、壓力不平衡,壓力差可以通過焊合室內(nèi)的橫流來釋放。如果生產(chǎn)硬合金,焊合室內(nèi)的橫流基本上不能實現(xiàn),越接近擠壓末端,模面的鋁橫流越來越困難,芯頭的受到一個方向的側(cè)向力并且越來越大,積累的壓力很容易造成芯頭變形發(fā)生偏壁,并引造成裂橋(如下圖5a)。
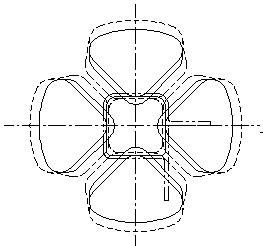
圖5a 容易偏壁裂橋的原設計
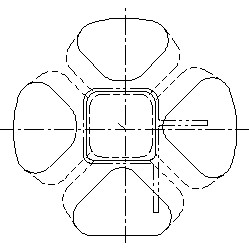
圖5b 偏移中心位設計
2.2.2 分流鋁型材排布的解決方法
圖5a中,因為2個帶釘位進料孔流量大,鋁流供給不足,其他2個進料孔所對鋁流少,故壓力大。因此該模具生產(chǎn)7003硬合金,產(chǎn)能極低,每套模具產(chǎn)能在1噸以下就會發(fā)生偏壁和裂橋。如果按照圖5b的方法,將中心位置偏移,則可達到量產(chǎn)。所以為了防止分流模具尾部變形和裂橋,在布孔的過程中,必須對比每個孔所對的鋁材的面積,充分考慮鋁流比例,進行設計。同時要注意硬合金生產(chǎn)時,因尾端殘料影響,鋁流比例并不單純等于進料口面積比例,而是等于進料孔和相鄰流入面積的比例,設計時要考慮比例平衡。
2.3 平面模尾部變形及解決方法
2.3.1 導流坑的作用
設計平面模具時,考慮到提高鋁型材表面質(zhì)量,提高成型度,一般都考慮設計倒流坑,通過導流坑設計調(diào)整坑內(nèi)鋁流的壓力差,使壓力趨向均勻,減少變形。另外倒流坑的仿形設計減少鋁流的變形不均勻性,減少分色。
2.3.2 導流坑的改進
導流坑設計過大,會使導流效果減弱,死區(qū)鉗制造不足,造成成型差,夾渣等缺陷,導流坑設計小,會使死區(qū)面積過大,過早進入紊流階段。
下圖為一出二的平面模具,導流坑小,中間流速快。結(jié)果生產(chǎn)過程中,中間靠著的面出現(xiàn)嚴重黑線,因為尾端供水嚴重不足,金屬橫流,鋁型材產(chǎn)生縮尾然后又分成兩股出料,表面形成的縮尾界面所致。調(diào)整如圖6,增加導流坑大小和深度增加壓余厚度,做鉤型邊防止剪空,則表面質(zhì)量得到保障。
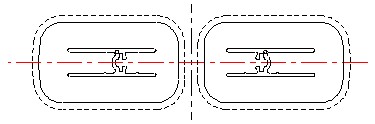
圖6 做鉤形邊
增加導流坑深度
導流坑形狀必須平滑過渡,如果出現(xiàn)尖角上圖7,就會形成明顯的黑/亮線,因為鋁流在滑入時,在尖角位劇烈變形晶粒度差異明顯所致。

圖7 去引起亮線的位置
結(jié)論
鋁合金擠壓整個過程中,模具受到的應力在發(fā)生變化,鋁型材行位尺寸也在發(fā)生變化,通過對模具內(nèi)應力變化情況定性分析,找出解決鋁型材行位尺寸變化的原因,并提出改進。
1、鋁型材在擠壓過程中壁厚尺寸變化主要由于模具受力變化引起。
2、鋁型材在擠壓過程中,壓力也是連續(xù)變化的。
3、兩進料孔的壓力、流量差會導致焊合線明顯。
4、擠壓殘料時,由于進料孔或?qū)Я骺舆M料不均勻是引起尾部變形的主要原因。


