
1 引言
擠壓模具模孔對(duì)鋁型材的尺寸形狀,表面質(zhì)量起著決定性的作用。傳統(tǒng)的線切割快走絲加工,表面紋粗,易起坑起骨,加工效率低,工人勞動(dòng)強(qiáng)度大。我司為了提高鋁型材表面質(zhì)量,尺寸精度,降低工人的勞動(dòng)強(qiáng)度,早在上世紀(jì)90年代就引進(jìn)了12臺(tái)日本三菱慢走絲,于2006年又購(gòu)買了8臺(tái)日本法蘭克自動(dòng)穿絲慢走絲。工程師們經(jīng)過(guò)多年鉆研,總結(jié)了一套完善的擠壓模模孔加工工藝,即能保證精度,又能提高線切割工序的加工效率,不壓活,現(xiàn)供大家參考、學(xué)習(xí)。
2.1 加工流程圖
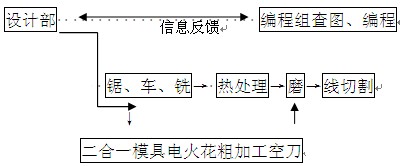
2.2 設(shè)計(jì)部
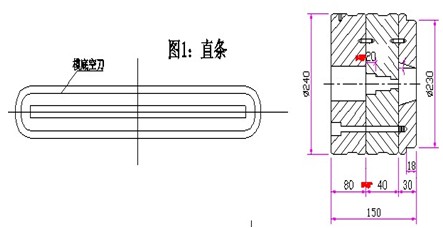
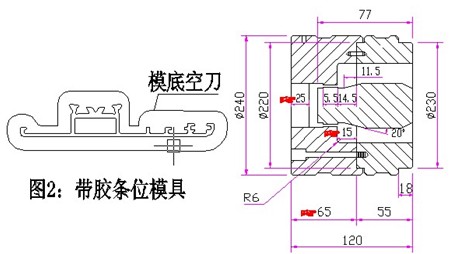
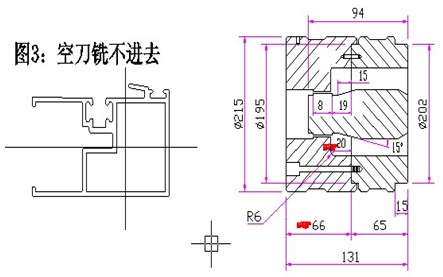
模具設(shè)計(jì)時(shí)在保證強(qiáng)度的前提下,盡量減薄線切割的切割厚度,模底空刀最大程度的銑深。方管,扁條留20mm,如圖1,帶螺絲位,膠條位留25mm即可,如圖2,對(duì)于一些小懸臂,模底空刀不能銑進(jìn)去的模具留40mm,如圖3。

大懸臂、長(zhǎng)懸臂,大舌比模具,為了保證模具的強(qiáng)度及穩(wěn)定性我們采用模子、模墊二合一的設(shè)計(jì)模式,如圖4,因?yàn)殂姷哆^(guò)長(zhǎng)易抖刀、斷刀,模底空刀深度根據(jù)加工現(xiàn)場(chǎng)銑刀能銑到的最大深度來(lái)確定,如表1:
表1

模孔尺寸由設(shè)計(jì)員放縮水,繪圖員繪制,審圖員檢查尺寸,保證圖紙的正確性才能出圖,發(fā)給模具生產(chǎn)車間。
2.3 加工工藝的優(yōu)化
編程組再一次查圖是為了進(jìn)一步確定模孔尺寸的正確性,做到萬(wàn)無(wú)一失。編程員有著豐富的現(xiàn)場(chǎng)加工經(jīng)驗(yàn),根據(jù)模孔判斷出幾次切割,在哪進(jìn)刀,在哪退刀,哪個(gè)位置暫停取廢料,根據(jù)切割厚度確定加工條件。一般我司模具兩次切割,即割一修一,偏移量H1=0.19,H2=0.17;薄壁料T<1.0、拋光料三次切割,割一修二,偏移量H1=0.19,H2=0.17,H3=0.16;簡(jiǎn)單的大壁方管,扁條一次切割,偏移量H1=0.175。將做好的程式存放在網(wǎng)絡(luò)服務(wù)器上,現(xiàn)場(chǎng)通過(guò)網(wǎng)絡(luò)傳輸程式,方便,快捷。
二合一這類模具厚度較厚,而模底空刀因銑刀限制不能設(shè)計(jì)太深,線切割實(shí)際切割厚度達(dá)70mm以上,厚度厚線切割切割速度就慢,嚴(yán)重影響模具生產(chǎn)進(jìn)度。因我司裝夾工藝及熱處理設(shè)備較先進(jìn),熱前熱后裝夾定位誤差相差甚少。(2011年鋁博上我們發(fā)表的《多孔擠壓模具精準(zhǔn)加工的關(guān)鍵流程》里面詳細(xì)的介紹了我司模具加工裝夾工藝,有興趣的朋友可以翻閱)熱處理前電火花可粗加工空刀到工作帶最高點(diǎn)留1~2mm;帶有螺絲位、膠條位、小懸臂的模具,粗加工到工作帶高低位最高點(diǎn)留20mm,即使空刀有少許偏差,也有足夠的余量給精加工修正。二合一模具線切割切割時(shí)采取反面裝夾,即鏡像180度裝夾。線切割機(jī)床下水咀離有效切割距離點(diǎn)越近切割速度就越快,越遠(yuǎn)越慢且切割中容易斷絲,切割不穩(wěn)定。利用模具上定位孔校正模具,利用3點(diǎn)分中原理機(jī)床自動(dòng)找到模具的圓心,再跳步到始割點(diǎn)起割。
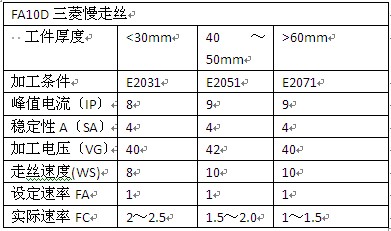
大機(jī)臺(tái)模具(規(guī)格大于>?310)這類模具厚度也比較厚。空心部分的空刀熱前盡量銑深,而平模部分的空刀寬度狹小,銑到的深度受到銑刀的限制。這里要特別提醒的是臺(tái)階要用斜度接順,不然線切割加工時(shí)表面會(huì)產(chǎn)生線割紋,如圖5,事實(shí)證明采取這種工藝能提高線切割的加工效率,不影響模具質(zhì)量。表2、表3不同的機(jī)床根據(jù)不同的厚度設(shè)定不同的放電參數(shù)。

圖5 線切割廢料
表2
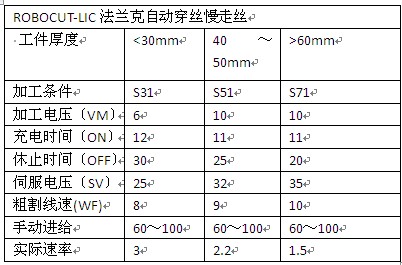
表3
線切割完工模具必須自檢壁厚,一般比圖紙要求壁厚小0.02mm,光潔度,有無(wú)線紋,垂直度,自檢合格才能送下工序。
2.4 設(shè)備保養(yǎng)
線切割設(shè)備保養(yǎng)的好壞,也是影響線切割加工效率的因數(shù)之一。因此我司管理人員制定了線切割設(shè)備保養(yǎng)規(guī)程:分為日保養(yǎng),如清潔機(jī)床,檢查、更換易損件,移動(dòng)導(dǎo)電塊;周保養(yǎng),如每周清洗水咀;月保養(yǎng),如檢查、更換排線輪、樹(shù)脂、過(guò)濾器;年度保養(yǎng),年度大檢修,由生產(chǎn)廠家提供技術(shù)支持;設(shè)備保養(yǎng)責(zé)任到人,要求員工嚴(yán)格執(zhí)行。正是通過(guò)他們堅(jiān)持不懈的努力,我們十年前買的設(shè)備還跟新的一樣。
結(jié)束語(yǔ)
本文論述了擠壓模具設(shè)計(jì)時(shí)保證模具強(qiáng)度的前提下盡量減少線切割切割厚度;模具制造中改良模具加工工藝,二合一模具熱處理前電火花先粗加工空刀,大機(jī)臺(tái)模具想辦法改進(jìn)工藝銑深空刀,最大程度的減少線切割切割厚度。 線切割機(jī)床根據(jù)不同厚度,選擇、設(shè)置合理的放電參數(shù);制定線切割設(shè)備保養(yǎng)規(guī)程,提高加工效率。不同形狀模孔采取不同的切割次數(shù),使壁厚、表面達(dá)到精度。從模具設(shè)計(jì)源頭入手,盡量減薄切割厚度,通常切割厚度為20~40mm,設(shè)計(jì)部保證圖紙的正確性;現(xiàn)場(chǎng)不斷改善工藝,如先打后割,將空刀銑至最深;按制度維護(hù)好設(shè)備;嚴(yán)格要求員工完工自檢,發(fā)現(xiàn)問(wèn)題解決問(wèn)題,提高線切割的加工效率,跟上公司的整體步伐。我司模具車間月產(chǎn)量達(dá)1600套,其中45%為多孔模,25%為大機(jī)臺(tái)模具。公司經(jīng)營(yíng)狀況良好,訂單多,現(xiàn)規(guī)劃模具車間月產(chǎn)量2000套,我們團(tuán)結(jié)一心朝這個(gè)目標(biāo)奮斗!


