
1、前言
Al-Mg-Si系合金具有中等強度、良好的焊接性能和耐腐蝕性能,主要被用于交通運輸、結構工程和建筑裝飾等領域,如橋梁、起重機、屋頂構架、交通車和運輸船等[1-3]。鋁型材生產過程中必須精確控制生產工藝制度以獲得優(yōu)異的綜合性能。對于可熱處理強化鋁合金,固溶、淬火和時效是不可或缺的三個工藝過程,尤其是淬火工序,因為淬火速率太慢會影響時效強化效果,淬火速率太快會導致殘余應力增加。而選擇合適的淬火速率既可以保證合金具有較高的力學性能又能有效控制殘余應力。以往淬火工藝是型材擠壓出來以后,重新加熱固溶處理后進行人工時效,這種工藝需要將型材運到專用淬火爐進行淬火,能耗高,生產周期長,成品率低。而在線淬火是把擠壓過程和固溶、淬火結合起來,充分利用擠壓產生的余熱,在擠壓后直接進行淬火,可以簡化流程,節(jié)約能源,提高效率,縮短生產周期,降低成本,具有重要的經濟效益。
要實現(xiàn)鋁合金的在線淬火,就必須了解和掌握鋁合金的淬火敏感性。淬火敏感性是指合金在淬火過程中過飽和固溶體的穩(wěn)定性及其發(fā)生脫溶析出的難易程度,可用等溫轉變動力學曲線(TTT和TTP)和連續(xù)冷卻轉變動力學曲線(CCT)來表征。6xxx Al-Mg-Si合金作為重要的可擠壓鋁合金,在生產過程中通常采用在線擠壓淬火工藝進行淬火。目前國內在線淬火技術還處在憑人工經驗操作階段,亟需鋁合金淬火敏感性等參數(shù)的支持。因此通過研究合金的淬火敏感性來控制和改善淬火制度具有重要的意義。本文通過分級淬火法測定了6351和6061鋁合金的TTP曲線,同時與文獻中的6005、6082和6063合金的TTP曲線進行對比,并結合淬火因子分析法預測合金的性能,為常用6xxx鋁合金型材制定出相應的淬火工藝規(guī)范參數(shù),對于指導生產現(xiàn)場在線淬火工藝具有極大地現(xiàn)實意義,可為鋁型材的在線淬火工藝的制定提供理論指導。
2、實驗材料及方法
表1 Al-Mg-Si合金的化學成分 (質量分數(shù),%)
|
Mg |
Si |
Fe |
Cu |
Mn |
Cr |
Ti |
Zn |
Al |
|
|
6061 |
0.94 |
0.67 |
0.13 |
0.25 |
0.03 |
0.11 |
0.01 |
0.02 |
Bal. |
|
[4]6082 |
0.70 |
1.0 |
0.40 |
0.10 |
0.50 |
0.10 |
0.05 |
0.10 |
Bal. |
|
6351 |
0.69 |
1.12 |
0.11 |
0.50 |
Bal. |
||||
|
[5]6063 |
0.65 |
0.40 |
0.35 |
0.10 |
0.10 |
0.10 |
0.10 |
0.10 |
Bal. |
|
[6]6005 |
0.50 |
0.75 |
0.35 |
0.10 |
0.10 |
0.10 |
0.10 |
0.10 |
Bal. |
合金鑄錠經過均勻化處理后在800T臥式擠壓機上進行擠壓得到壁厚為5mm的板材。實驗材料的化學成分如表1所示。將合金板材沿擠壓方向加工成20 mm×20 mm×5 mm試樣,固溶后,立刻轉移到不同溫度的鹽浴爐中等溫處理,轉移時間小于3s,鹽浴爐溫度為280-440 ℃(間隔20 ℃),保溫時間為0s-1280s,試樣經過不同溫度等溫保持不同時間后淬入水中,測量合金的電導率。然后再經過峰時效處理后,測試合金的硬度。6351合金的固溶溫度是550℃,時效工藝是170℃×8h。6061合金的固溶溫度是565℃,時效工藝是180℃×6h。采用D60K數(shù)字金屬電導率測量儀分別對不同處理狀態(tài)下合金進行電導率測試。硬度測試在WOLPERT 401MVD型數(shù)顯維氏硬度計上進行,加載力為1kg,加載時間為10s。每個實驗點測量至少5個以上的實驗數(shù)據(jù)取平均值。
3、實驗結果及分析
3.1 分級淬火等溫保溫處理對合金峰時效態(tài)硬度的影響
圖1和圖2所示為鹽浴爐等溫保溫溫度和時間對6351和6061合金時效態(tài)硬度和淬火態(tài)電導率的影響。完成固溶處理后,對樣品不進行中間分級淬火,直接進行室溫水淬處理,測得的6351和6061合金淬火態(tài)電導率為41.7%IACS和41.2%IACS,時效態(tài)硬度值分別為125HV1和122HV1。

圖1 6351鋁合金分級淬火等溫保溫處理下性能隨保溫時間的關系曲線
(a)淬火態(tài)電導率;(b)時效態(tài)硬度
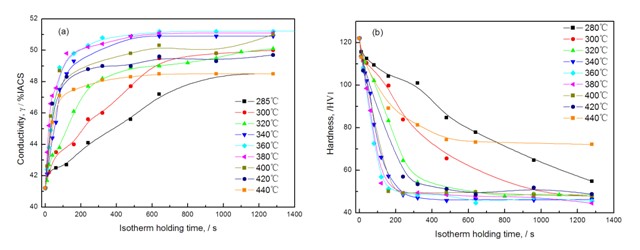
圖2 6061鋁合金分級淬火等溫保溫處理下性能隨保溫時間的變化曲線
(a)淬火態(tài)電導率;(b)時效態(tài)硬度
由圖1和圖2可以看出,隨著保溫時間的延長,合金時效態(tài)硬度總體上均呈下降趨勢,淬火態(tài)電導率相應的呈上升趨勢,且硬度的下降速率和電導率的上升速率取決于保溫溫度的高低。這主要是因為在等溫保溫過程中,隨著試樣溫度的降低,固溶體過飽和度逐漸增大,不斷析出平衡相;隨著等溫保溫時間的延長,析出相數(shù)量逐漸增加,淬火后合金過飽和度逐漸下降,淬火態(tài)合金電導率逐漸升高。此外,由于淬火后合金過飽和度逐漸下降,時效過程中產生的強化相數(shù)量逐漸減少,合金強度逐漸降低。對6351合金,如圖1所示,合金性能受影響程度最大的溫度是360℃,溫度由360℃升高或下降,性能的變化幅度均減小,并且高溫區(qū)(如440℃)的性能變化幅度小于低溫區(qū)(280℃)的性能變化。對6061合金,如圖2所示,合金性能受影響程度最大的溫度是380℃,低溫區(qū)的性能變化幅度小于高溫區(qū),這與6351合金剛好相反。
3.2 TTP曲線對比
實際淬火過程中,并不是淬火速率越快越好,還需要考慮淬火過快所引起的熱應力問題。因此獲得合金的TTP曲線對制定淬火工藝尤為重要。鋁合金連續(xù)冷卻析出動力學TTP曲線方程如下:

其中,k1為常數(shù),等于淬火過程中為轉變分數(shù)的自然對數(shù);k2為與形核數(shù)目的倒數(shù)有關的常數(shù);k3為與單位形核能有關的常數(shù);k4為與固溶相線溫度有關的常數(shù);k5為與擴散激活能有關的常數(shù);R為摩爾氣體常數(shù),T為熱力學溫度。根據(jù)合金峰時效后的硬度與等溫保溫時間和溫度的關系曲線,取峰值硬度的99.5%所對應的保溫溫度和時間采用上述方程進行擬合得到TTP曲線如圖3所示。我們定義當轉變時間為10s時,所對應的C曲線上的溫度區(qū)間為淬火敏感溫度區(qū)間。不同合金的TTP曲線的鼻溫、孕育期以及淬火敏感溫度區(qū)間等列于表2。從圖3及表2可以看出,合金的TTP曲線均呈C型,但不同合金的鼻溫及其孕育期存在著明顯的差異。6063合金C曲線鼻溫最低,大約在340℃附近,6061合金的鼻溫最高,約為380℃;而6005合金的孕育期最長,約為5.58s。孕育期的長短表示過飽和固溶體穩(wěn)定性的高低,從而反映了淬火敏感性的低與高。從TTP曲線中可以看出,對于同一合金,在鼻溫處孕育期最短,過飽和固溶體最不穩(wěn)定,脫溶析出速度最快,合金的淬火敏感性最高;高溫和低溫區(qū)孕育期較長,合金的淬火敏感性較低;對不同合金,C曲線越往右移,孕育期越長,過飽和固溶體越穩(wěn)定,脫溶析出速度越慢,鋁合金淬火敏感性越低。
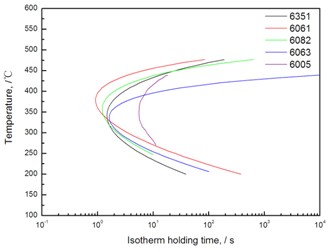
圖3 幾種典型6xxx AlMgSi合金的TTP曲線(99.5%硬度)
鋁合金的等溫轉變過程是一個形核長大的過程,過飽和固溶體的脫溶過程是一個擴散過程,其脫溶速度和溫度的關系也具有C曲線的特點,即由于過冷度與原子擴散速度這兩個因素的相互制約,合金元素在鋁基體中的溶解度隨溫度降低而減小,過飽和固溶體在淬火過程中可能會發(fā)生脫溶析出相,但析出速度取決于溫度。在高溫區(qū)間,由于過飽和度小,脫溶析出的驅動力很小,析出相主要通過非均勻形核析出,雖然溶質原子擴散速度大,但形核率很小,脫溶析出速度很小,合金的硬度隨時間的延長下降較慢;在低溫區(qū)間,雖然過飽和度較大,析出驅動力大,但由于溫度較低,溶質原子擴散速度小,析出相長大速度慢,故脫溶析出速度很小,合金的硬度隨時間的延長下降仍然緩慢;只有在中溫區(qū)間既有一定的驅動力,溫度又較高,溶質原子擴散速度較大,因此,脫溶析出速度較大,從而使得脫溶析出速度在某一溫度達到最大值,因此曲線鼻尖出現(xiàn)在中溫區(qū)附近,TTP曲線呈C形。由于在鼻尖附近脫溶析出相的長大,消耗了周圍的溶質原子,降低了固溶體的過飽和度,從而抑制了后續(xù)時效強化效果,因此在中間溫度區(qū)間合金的硬度隨著時間的延長下降很快。
表2 典型6xxx Al-Mg-Si合金TTP曲線的相關特性參數(shù)
|
合金 |
淬火敏感溫度區(qū)間 (℃) |
鼻溫 (℃) |
鼻溫孕育期 (s) |
淬火因子法得到臨界冷卻速度96.5%Hmax(℃/s) |
參考文獻 |
|
6061 |
271-456(185) |
380 |
0.90 |
15 |
|
|
6082 |
247-438(191) |
360 |
1.18 |
14 |
[4] |
|
6351 |
234-433(199) |
350 |
1.58 |
12 |
|
|
6063 |
255-395(140) |
340 |
1.62 |
7 |
[5] |
|
6005 |
280-415(135) |
350 |
5.58 |
7 |
[6] |
通過淬火因子分析得到在淬火敏感溫度區(qū)間所必須的臨界冷卻速度并將結果列于表2。由此可知,鋁型材的在線淬火工藝中,為了盡可能減少殘余應力,應使合金工件從固溶熱處理最高溫度緩慢冷卻至TTP曲線淬火敏感溫度區(qū)間的上限,然后以一定的冷卻速度快速通過淬火敏感溫度區(qū)間,只要使冷卻時間少于產生析出所需的時間,就能盡量減少對合金性能的不利影響;到TTP曲線淬火敏感溫度區(qū)間的下限之后又可以放慢冷卻速度。以6082合金為例,其在線淬火工藝應為:6082型材生產在線擠壓后淬火時,自型材出口溫度冷卻到分解危險溫度438℃時,可以適當慢速,隨后要以14℃/s以上的速度快速通過淬火敏感溫度區(qū)間(247-438℃),247℃以下可以再適當放慢冷卻速度,這樣一方面可以減小殘余應力,另一方面可以避免固溶體分解,時效后就能保證型材的力學性能。根據(jù)孕育期和淬火敏感區(qū)間的臨界冷卻速度可以知道,常用6xxx鋁合金的淬火敏感性順序為6061>6082>6351>6063>6005。
4、結論
采用分級淬火實驗方法,通過對合金時效態(tài)硬度和淬火態(tài)電導率的測試,擬合得到6061和6351合金的TTP曲線,并與文獻中給出的6005、6063和6082合金的TTP曲線進行了對比研究。結果表明,6061合金的鼻溫最高同時孕育期最短,6063合金的鼻溫最低;6005合金的孕育期最長。在淬火敏感溫度區(qū)間內,合金的冷卻速度要達到臨界冷卻速度之上,而高溫區(qū)和低溫區(qū)可以適當放慢冷卻速度,從而保證型材尺寸精度和較小殘余應力的前提下,獲得優(yōu)良的力學性能。常用Al-Mg-Si合金的淬火敏感性順序依次為:6061>6082>6351>6063>6005。
1)在分級等溫淬火過程中,隨著等溫時間的延長,6351和6061合金時效態(tài)硬度和淬火態(tài)電導率分別降低和升高,而且性能變化的速率取決于保溫溫度的不同。
2)不同6xxx Al-Mg-Si合金的TTP曲線都呈C形,但不同合金的鼻溫、孕育期及淬火敏感溫度區(qū)間存在明顯差異。
3)常用6xxx Al-Mg-Si合金的淬火敏感性順序依次為:6061>6082>6351>6063>6005。

