
7005鋁合金屬于Al-Zn-Mg系可熱處理強化的中高強度合金。由于該合金具有密度小、強度高、焊接性能和擠壓性能好等優點,被作為一種結構材料廣泛的應用于運輸工具、橋梁、航空航天等領域。通過對該系中高強鋁合金的熱處理組織與性能進行研究,可獲得合金合理的熱處理制度,使合金具有較優異的綜合性能。
目前,國內學者對7005合金已經進行了一系列的研究。馮展鷹等人研究了7005熱軋板的熱處理制度,發現最佳固溶溫度為470℃,最佳雙級時效制度為100℃×8h+120℃×24h。徐正研究了7005薄板的熱處理制度,發現最優單級時效為110℃×24h。王正安等對在線擠壓淬火后的7005合金分別進行了單級時效和雙級時效,發現在135℃×20h單級時效、105℃×8h+155℃×8h雙級時效較好。由于以上都是運用單因素法來確定7005合金的熱處理制度,且沒有對熱處理制度中個因素對合金性能影響的大小進行分析,存在著不可避免的局限性。本文采用正交實驗方法,通過力學性能測定以及微觀組織觀察,對擠壓態7005鋁合金的雙級時效制度進行了研究,利用極差分析和方差分析,確定了最佳雙級時效制度,為實際生產工藝的制定以及獲得優異的綜合性能提供數據參考。
1 實驗材料與試驗方法
1.1 實驗材料
合金鑄錠在460℃下均勻化12h后出爐,并用強風進行冷卻。錠溫了460-480℃,筒溫為380℃,模溫為450℃。合金化學成分見表1。
表1 7005合金的化學成份(wt%)
Table 1 Composition analysis of 7005 alloy (wt%)
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Zr |
Ti |
Al |
|
0.06 |
0.17 |
0.02 |
0.3 |
1.47 |
0.1 |
4.7 |
0.1 |
0.045 |
余量 |
1.2 實驗方法
將7005鋁合金擠壓棒材沿擠壓方向車成Φ10mm×120mm大小的拉伸樣品。將樣品在鹽浴爐中進行470℃×30min的固溶處理,爐溫波動小于2℃,隨后水淬并進行雙級時效處理。雙級時效工藝的影響因素有四個,即一級時效溫度、一級時效時間、二級時效溫度和二級時效時間,分別記為A、B、C、D。每個因素取三個水平,參考文獻,制定出L9(34)正交實驗方案。對實驗結果進行極差分析和方差分析,以確定最佳時效工藝。
常溫力學性能試驗是在810MTS多功能力學性能試驗機上完成的,透射電子顯微組織觀察是在TECNAIG220電鏡上進行的,加速電壓為200kV。
2 實驗結果與分析
2.1 正交實驗結果
正交實驗的方案與結果見表2。由表2可知,在不同的時效制度下處理合金的性能有很大的差異。實驗點6的抗拉強度和屈服強度分別為479Mpa和451MPa,延伸率為8.1%,具有較好的綜合力學性能。
表2 正交試驗方案與結果
Table 2 Orthogonal test design and results
|
實驗點 |
工藝參數 |
合金性能 |
|||||
|
A/℃ |
B/h |
C /℃ |
D/h |
Rm/Mpa |
Rp0.2/Mpa |
δ/% |
|
|
1 |
95 |
6 |
145 |
6 |
459 |
419 |
8.1 |
|
2 |
95 |
8 |
155 |
8 |
443 |
409 |
8.7 |
|
3 |
95 |
10 |
165 |
10 |
456 |
422 |
8.3 |
|
4 |
105 |
6 |
155 |
10 |
474 |
444 |
7.2 |
|
5 |
105 |
8 |
165 |
6 |
461 |
431 |
7.3 |
|
6 |
105 |
10 |
145 |
8 |
479 |
451 |
8.1 |
|
7 |
115 |
6 |
165 |
8 |
416 |
376 |
10 |
|
8 |
115 |
8 |
145 |
10 |
449 |
421 |
9.6 |
|
9 |
115 |
10 |
155 |
6 |
462 |
432 |
7.7 |
2.2 實驗結果的極差分析
極差是各水平所對應的數據之和或者平均值中最大值與最小值之差。通過對正交實驗結果進行極差分析,可以計算出每一因素及水平下相應的力學性能數據,進而確定合金最佳的時效工藝以及各因素對合金性能的影響程度的順序。極差分析結果見圖1。
由圖1可知,不同因素對合金性能的影響不同,同一因素的不同水平對合金性能的影響也不同。在同一條件下,抗拉強度Rm與屈服強度Rp0.2具有相同的變化趨勢,均隨一級時效溫度A的升高先升后降,隨一級時效時間B的延長而升高,隨二級時效溫度C的升高而降低,隨二級時效時間的延長先降后升。延伸率的變化趨勢與強度的相反,隨隨一級時效溫度A的升高先降后升,隨一級時效時間B的延長而先升后降,隨二級時效溫度C的升高而先降后升,隨二級時效時間的延長先升后降。
根據圖1選擇合金綜合性能最好的水平作為合金最佳時效工藝,在優先考慮強度的前提下,得到合金最佳的雙級時效工藝為A2B3C1D3,即105℃×10h+145℃×10h。同時也可以得到合金最差的雙極時效工藝為:A3B1C3D2,即115℃×6h+155℃×8h。該工藝與實驗點7的相同,而正交試驗組中實驗點7的強度最低,表明了極差分析結果與正交實驗數據具有一致性。
四個因素中,對合金性能的影響的大小由極差值來決定,極差越大,表明因子對合金性能的影響越大,是主要因素,否則屬于次要因素。由圖1可知,對合金性能的影響的主次關系是A>C>B>D,即一級時效溫度>二級時效溫度>一級時效時間>二級時效時間。
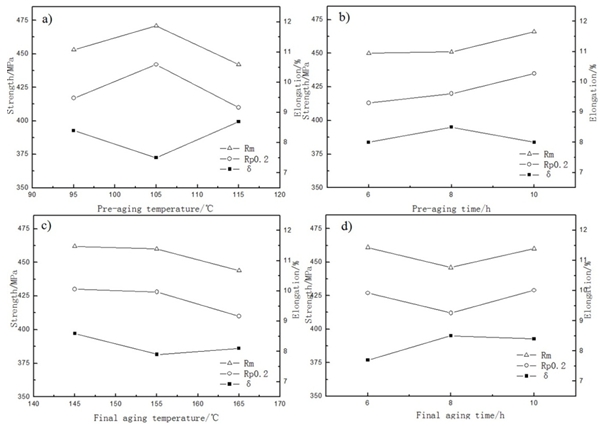
圖1 7005鋁合金的極差分析結果
Fig 2 Range analysis results of 7005 alloy
a)一級時效溫度對合金性能的影響 b)一級時效時間對合金性能的影響
c)二級時效溫度對合金性能的影響 d)二級時效時間對合金性能的影響
2.3 實驗結果的方差分析
在極差分析中,可以確定各因素對合金性能影響的大小的順序。但由于極差分析不能區分各水平所對應的實驗結果的差異主要是由于實驗誤差引起的,還是由各水平不同引起的,分析的精度不能保證,因此有必要對實驗結果進行方差分析[12]。參考文獻[13]可知,實驗總的偏差平方和與各因素的偏差平方和分別采用公式(1)、(2)進行計算獲得:
其中p為實驗總次數,此處p=9。y為各試驗點對應的某個實驗點性能數據,n為各因素的水平數,此處n=3。r為實驗總次數與因素水平數之商,此處r=3。Tij為i因素處于j水平的各實驗點的數據之和。T為對應于合金某個性能的所有實驗點的數據之和。采用公式(3)可以計算出誤差的偏差平方和:

利用公式(4)可以求得各因素的平均偏差平方和Fj:

其中f為個因素的自由度,且fir-1,此處fi2。
利用各因素的平均偏差平方和求出F比,對比F分布表相應的值,可以判斷出各因素對合金性能影響的顯著性。方差分析結果見表3。
表3 7005合金的方差分析結果
Table 3 Variance analysis results of 7005 alloy
|
數據來源 |
方差來源 |
偏差平方和 |
自由度 |
平均偏差平方和 |
F比 |
顯著性 |
|
抗拉強度 |
A |
1296 |
2 |
648 |
589 |
** |
|
B |
472 |
2 |
236 |
214 |
* |
|
|
C |
566 |
2 |
283 |
257 |
* |
|
|
D |
402 |
2 |
201 |
182 |
||
|
誤差 |
2.2 |
2 |
1.1 |
|||
|
屈服強度 |
A |
1731 |
2 |
865.5 |
263.87 |
** |
|
B |
753 |
2 |
376.5 |
114.79 |
* |
|
|
C |
779 |
2 |
389.5 |
118.75 |
* |
|
|
D |
526 |
2 |
263 |
80.18 |
||
|
誤差 |
6.56 |
2 |
3.28 |
|||
|
延伸率 |
A |
3.6 |
2 |
1.8 |
12.86 |
** |
|
B |
0.4 |
2 |
0.2 |
1.43 |
||
|
C |
0.9 |
2 |
0.45 |
3.21 |
* |
|
|
D |
2.2 |
2 |
1.1 |
7.86 |
* |
|
|
誤差 |
0.28 |
2 |
0.14 |
由表3可以看出,用不同的實驗數據來表征合金的性能時,各因素對合金性能的影響主次也不同。總體上看時效溫度對合金性能的影響大于時效時間,且一級時效溫度的影響最為顯著。在優先考慮合金強度的前提下,各因素對合金性能影響的主次關系為:A>C>B>D, 即一級時效溫度>二級時效溫度>一級時效時間>二級時效時間。這與極差分析的結果完全一致,說明實驗數據的誤差較小。
2.4 最佳工藝實驗驗證及其微觀組織分析
按照所求得的最佳工藝參數對合金進行雙級時效處理,測得合金的抗拉強度、屈服強度和延伸率分別為480Mpa、451Mpa和8.4%,強度高于正交實驗中的所有9個實驗點。最佳組的強度與實驗點6相近,而這2組的工藝參數只有二級時效時間不同,說明二級時效時間對合金性能的影響較小,這與極差分析和方差分析的結果一致。
正交實驗組中實驗點7(即最差組)和最優組的透射電子顯微組織見圖2。
由圖2a可以看出,當合金進行115℃×6h+155℃×8h的時效處理后,晶界析出相粗大,呈斷續分布,無沉淀析出帶較寬。圖2b可以看出,此時晶內析出相已經明顯粗化。當合金進行105℃×10h+145℃×10h的時效處理后,如圖2c,晶界析出相較小,呈斷續分布,無沉淀析出帶較窄。圖2d顯示此時合金晶內的析出相細小彌散分布。
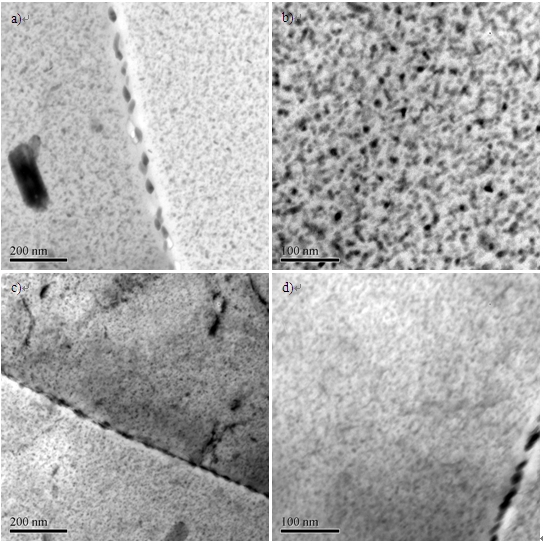
圖2 7005鋁合金在不同時效條件下的TEM照片
Fig. 2 TEM micrographs of 7005 alloy under diffierent aging conditions
(a)(b) aged for 115℃×6h+155℃×8h, (c)(d) aged for 105℃×10h+145℃×10h
一般來說鋁合金進行雙極時效時,低溫預時效相當于成核階段,高溫時效則為穩定化階段[14-16]。一級時效是在低于Tc(GP區回溶溫度)下進行的,目的是使析出相為均勻的GP區,并為二級時效形成均勻過渡相及穩定相提供均勻形核的條件。若一級時效溫度過高,如圖2a,b一級時效溫度為115℃時,GP區不穩定而被溶解,不利于過渡相及穩定相的形成;二級時效溫度過高,如圖2a,b二級時效溫度為155℃時,則會引起析出相的粗大,并產生較寬的無沉淀析出帶(PFZ)。因此,實驗點7的強度最低。而當合金經過105℃×10h的一級時效后,形成了大量穩定的GP區;再經過145℃×10h二級時效后,GP區逐漸長大或轉變為η'相,形成細小彌散的多相析出組織。這種組織對位錯運動具有較大的阻礙作用,合金強度較高(圖2c,d)。
3 結論
利用正交實驗法對7005鋁合金擠壓型材的雙級時效工藝進行了研究,并利用拉伸力學性能測試和透射電鏡對合金的力學性能及顯微組織分別進行了分析。
結果表明:擠壓態7005鋁合金適宜的雙級時效工藝為105℃×10h+145℃×10h。在此條件下,合金的抗拉強度、屈服強度和延伸率分別為480Mpa、451Mpa和8.4%,具有較好的綜合力學性能。一級時效溫度、二級時效溫度和一級時效時間對合金的性能影響顯著,而二級時效時間影響較小。合金經過最優雙級時效處理后,晶內析出相彌散分布,晶界上有細小的析出相斷續分布,無沉淀析出帶較窄,具有較好的綜合性能。
1.7005鋁合金擠壓型材適宜的雙級時效工藝為105℃×10h+145℃×10h。在此條件下,合金的抗拉強度、屈服強度和延伸率分別為480Mpa、451Mpa和8.4%。
2.一級時效溫度、二級時效溫度和一級時效時間對合金的性能影響顯著,而二級時效時間影響較小。
3.合金經過最優雙級時效處理后,晶內析出相彌散分布,晶界上有細小的析出相斷續分布,無沉淀析出帶較窄,具有較好的綜合性能。

