
在鋁型材的擠壓過程中,模具是保證產品質量的關鍵工具,會直接影響鋁型材的形狀、尺寸精度和表面質量。當前鋁型材擠壓工藝和模具的開發基本上是依靠工程類比和設計經驗,所設計的擠壓模具必須通過反復的試模和修模才能達到合理狀態。耗費了大量的人力物力且模具設計周期較長,不利于提高生產效率[3-4]。利用計算機仿真技術可以在試模前對設計出的模具進行擠壓模擬,通過計算得到鋁型材擠出時金屬各部分的流速以及模具的變形情況,從而判斷所設計的模具是否合理,進而對模具設計方案進行修改,從而達到零試模的目的。
HyperXtrude是目前全球唯一專業的鋁型材擠壓工藝和模具設計的仿真優化軟件,既支持正向/反向擠壓分析,又支持穩態/瞬態求解。軟件采用ALE算法,它吸收了目前有限元中常用的拉格朗日(Lagrange)描述和歐拉(Euler)描述的優點,同時克服了各自的缺陷。通過規定合適的網格運動形式來描述物體的移動界面,并維持單元的合理形狀,因此ALE算法可應用于帶自由液面的流動。它克服了Lagrange方法中網格因過度畸變在重劃分時出現失敗使得模擬無法完成的問題,也克服了Euler方法只能處理不含時間的穩態問題這一缺陷。
本文利用HyperXtrude對某壁厚不均的工業鋁型材擠壓過程進行仿真模擬,分析金屬的流速和變形情況,預測鋁型材因流速不均使鋁型材在出口處發生的變形。最后將仿真結果與試模結果進行比照分析,進而對模具進行優化設計。
1 模型建立
1.1 幾何模型建立
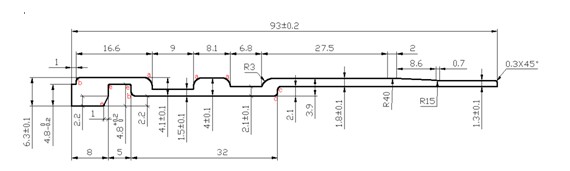
圖1 6063鋁型材截面圖
Fig.1 Aluminum profile sectional drawing
模擬所采用的鋁型材是某公司生產的6063-T5壁厚不均的工業鋁型材,其截面尺寸如圖1所示,各部分壁厚相差較大,最小壁厚為1.3mm,最大壁厚為6.3mm。
模具采用導流板加平模的組合方式,在鋁型材壁厚較大的部位設置了阻流塊以限制該部分的金屬流速。模具外徑φ198,其三維幾何模型如圖2所示。
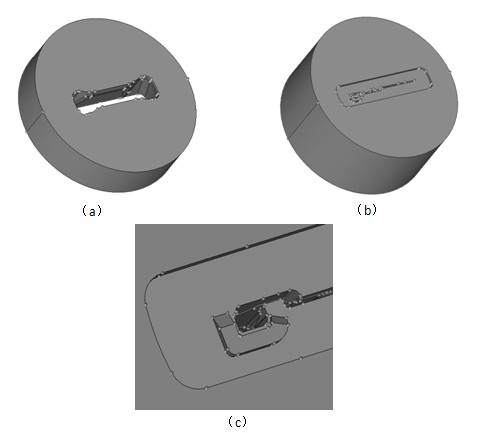
(a)導流板 (b)平模 (c)模孔處阻流塊
Fig.2 Geometric model of the die (a) the guide plate (b) flat die (c) choke block
將繪制幾何模型導入到HyperMesh中。在擠壓過程中,金屬材料流經了擠壓筒(container)—導流室(pocket)—模孔(die hole),最后成為鋁型材,而各部分邊界條件網格尺寸都不同,所以仿真模型需要對這幾個區域的材料都進行網格劃分。因此導入幾何模型后的第一個工作,就是從模具中抽取各部分的表面。抽取各部分表面后,為提高運算效率,應盡量減少尖角、重疊、間隙等細微缺陷,所以在劃分網格前對導流室、工作帶等部分進行幾何清理,消除不必要的細節,改善幾何模型的拓撲關系[2]。最后繪制各部分的網格并生成表面模型,利用表面模型生成體模型,結果如圖3所示。
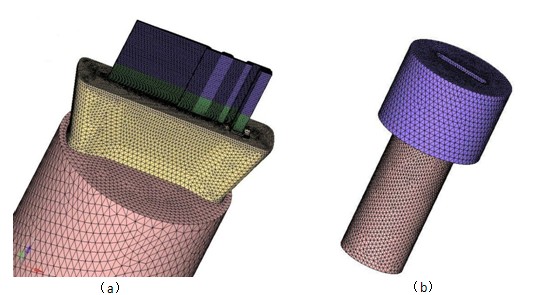
圖3 有限元模型
(a)金屬坯料的有限元模型 (b)包含模具的整體模型
Fig.3 The finite element model
(a)The finite element model of the metallic materials (b)The overall model including the die
1.2 鋁型材擠壓參數設置
鋁棒直徑為120mm,長度250mm。鋁型材長度為40mm,擠壓速度為4mm/s。
鋁棒材料為6063,模具材料為H13鋼,均從軟件提供的材料庫中選取。擠壓工藝參數如表1示。

表1 擠壓模擬參數
Table 1 Process parameters used in extrusion simulation and experiments
2 模擬結果及分析
利用HyperXtrude中擠壓材料流動分析功能,得到的擠壓過程中金屬材料的速度場、位移場的分布如圖4所示。由圖中可以看出:鋁型材出口處最大變形量為38mm,最小為17mm,相差19mm,在出口階段發生了形變;最大流速為253mm/s,最小流速為169mm/s,兩者相差84mm/s,金屬流速不均勻;圖4(c)是導流室金屬的流速分布圖,右邊鋁型材出口處紅色部分流速為338mm/s,左邊流速較慢的部分為211mm/s。在模具設計中,金屬流速均勻、鋁型材出口速度一致是模具設計的最終目的,工作帶出口流速的均勻程度對鋁型材成形質量至關重要,流速越均勻,鋁型材發生扭擰、彎曲等缺陷的可能性就越小,鋁型材平直度就越好[8]。而在本次的模擬結果中,鋁型材出口處流速相差較大且變形程度不均,導致鋁型材在擠出時出現彎曲甚至起浪。
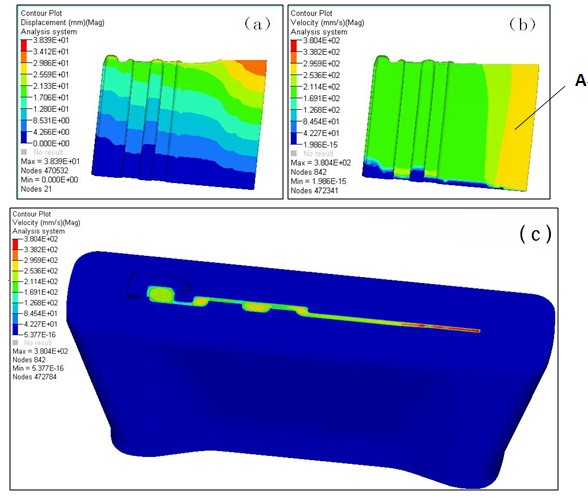
圖4變形及流速分布圖
(a)鋁型材出口形變情況 (b)鋁型材出口流速分布 (c)導流室金屬流速分布
Fig.4 Distribution of displacement and velocity(a)displacement distribution of the profile(b)Velocity distribution of metal flow at bearing exit(c)Velocity distribution of metal flow in pocket
3 生產試模
在1000T的擠壓機上進行擠壓試驗,試驗參數和模擬中一致,獲得的料頭如圖5所示。對比數值模擬分析結果可以看出,二者都是鋁型材右半部較薄部分(A區)流速較快,變形趨勢吻合,證明利用基于HyperXtrude的數值模擬能夠準確地預測擠壓模具初始設計方案的潛在缺陷,從而進一步提出改進方案。鋁型材右半部較薄部分金屬流速過快而左半部分過慢導致料頭向左彎曲且有“起浪”現象,應該對模具結構進行修正,減少鋁型材右半部的材料供應從而降低該部分的金屬速度,使整體金屬流速均勻。
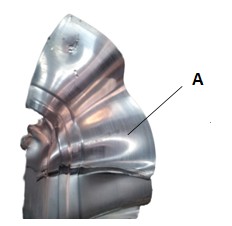
圖5 第一次上機試模料頭
Fig.5 Nose-end of the profile for the first extrusion test
4 模具的優化
為了消除鋁型材的“起浪”現象,使產品尺寸穩定,必須力求使產品橫斷面上各部分的流出速度一致,這是模具設計者應遵循的基本原則。金屬出模孔的流動速度受摩擦阻力影響,模孔處阻流塊的存在使坯料與模具的接觸面積增大,導致摩擦力阻力增大,而在模具出口處摩擦力對坯料流出起阻礙作用[15],故該部分流速較小。一般情況下,鋁型材較薄部分因接觸面積大從而阻力大,流速較慢,而在圖4(c)中較薄部分流速較快,比阻流塊附近金屬流速快127mm/s,原因是模孔處的阻流塊限制了坯料流速,所以在修模過程中應該將阻流塊(圖2c)去掉。同時對于該鋁型材限制右半部分金屬的出模孔速度。修模時,在模子工作端面上右端需要阻礙的模孔周圍適當的位置用電焊堆起一段凸臺(見圖6B),使金屬材料在進入模孔處摩擦阻力增大,從而降低該部分的金屬流速。
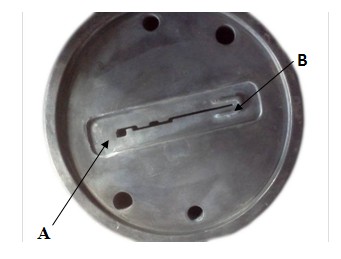
圖6 修正后的模具
A去掉阻流塊的部分 B 新焊合的阻流塊
Fig.6 The optimal die A the part where the choke block has been removed
B the choke block welded on
將模具焊上阻流塊后再次上機試模,得到的料頭如圖7所示。從圖中可以看出,原來流速較快處金屬的流動速度得到了抑制,而流速較慢流動速度提到明顯高。在試模過程中初始階段材料向右略有彎曲,但程度較之前得到明顯改善,繼續擠壓得到合格鋁型材(圖8)。

圖7 再次試模得到的料頭
Fig.7 Nose-end of the profile for the second extrusion test

圖8 上機試模合格鋁型材
Fig.8 The qualified extrudate through the optimal design die
5 結論
運用HyperXtrude對某壁厚不均的工業鋁型材擠壓過程進行仿真模擬,獲得了金屬流動的速度場,分析了鋁型材擠壓時的變形情況。根據鋁型材的流動變形情況對模具結構進行了優化,通過焊合阻流塊以降低鋁型材流速快的部位的流動速度,鋁型材的“起浪”現象得到明顯改善。上機試模結果表明,試模情況與模擬結果基本一致,基于HyperXtrude的數值模擬,預測實際擠壓過程中可能出現的變形缺陷,對擠壓模具設計和優化有很重要的指導意義。
1、利用鋁合金擠壓軟件HyperXtrude,對某壁厚不均的工業鋁型材進行了數值模擬,獲得了鋁型材擠壓過程的金屬流動速度場,出口處鋁型材流速最快處和最慢處相差84mm/s,最大變形量和最小變形量相差19mm,預測了在擠壓時可能出現“起浪”的情況。
2、通過上機試模進行驗證,試模情況與模擬結果基本一致。說明數值模擬對模具設計有指導作用。
3、通過焊合阻流塊降低流速,并再次進行上機試模,“起浪”現象得到明顯改善,最終得到合格鋁型材。


