
鋁合金型材擠壓技術是一種金屬近凈成形技術,擠壓成形得到的型材產品,僅需少量加工或不再加工,即可達到產品的使用要求,具有精確的外形、較高的尺寸精度、形位精度和較好的表面粗糙度。鋁合金型材擠壓成形屬于金屬熱塑性成形,成形過程受成形速度、成形溫度、變形程度等多種因素的影響。由于金屬熱膨脹、模具彈性變形、金屬流動快慢等原因,模具成形部位的尺寸和產品最終要求獲得的尺寸并不完全相同。在實際設計生產制造中,模具的成形尺寸往往是由設計人員按照常規設計經驗確定。但隨著鋁工業和擠壓技術的發展,對擠壓產品尺寸精度的要求越來越高,對產品的公差范圍、平面度、垂直度等幾何尺寸要求限制越來越嚴格。因此,由于尺寸精度超差,表面質量等因素造成模具不合格的比例在不斷增加,已經成為鋁合金擠壓模具設計制造中急需解決的問題。傳統的經驗設計方法通過以往的經驗,“大致”的確定模具的預變形量,加工制造出模具后再通過試模、測量的手段,檢查型材產品是否達到尺寸要求,未能達到要求的模具再對尺寸進行修正調整,直至模具達到設計要求。整個過程屬于一個試錯的設計過程。
這樣的設計方式往往會導致模具生產維修成本的增加,有時甚至會由于尺寸預留的不到位,導致模具報廢。本文通過數值模擬的手段,對復雜的型材模具在工作條件下的彈性變形進行定量的分析。通過數值分析手段,能夠對模具的彈性變形定量的作出判斷和設計,從而大大的提高設計的成功率,降低生產成本。
1. 模具設計方案
圖1(a)所示是一個具有多空心結構的復雜的型材產品。產品未標注位置的壁厚要求為2.0mm。檢驗以上下公差 mm之內為合格產品。
圖1(b)為模具設計方案主要結構示意圖。模具整體外形尺寸為Φ220×140mm,其中上模總高為97mm,上模厚度為70mm;下模總高為77mm,裝配外形尺寸為70mm,焊合室深度為15mm,模具工作帶高度分布如圖1(c)所示。
由于鋁合金擠壓成形是在四、五百多攝氏度的高溫下進行,而成形后的型材產品一般是在常溫下使用。因此,產品的尺寸在檢驗時需要在常溫下滿足尺寸要求。在確定模具尺寸時,首先要對金屬擠出后的冷卻收縮預留余量。又由于在工業生產中,型材壁面尺寸超負差只需要對尺寸要求超差的模具進行打磨或切割將模孔出口的尺寸加大,修理或調整較為簡單;而若尺寸超正差,進行尺寸調整時則需要在模具上補焊上金屬材料,再重新進行線切割、打磨等工序,修整費時較多。所以在預留尺寸余量時,盡量靠近尺寸要求的負公差尺寸進行預變形。在本次試驗中,首先在產品要求尺寸各壁面上,按原產品圖紙要求,先對型材整體作比例為1.01的放大,再對型材各個壁面的壁厚增加0.05mm作為試驗模具的尺寸。擠壓過程中鋁合金坯料的預熱溫度為480°C,模具的預熱溫度為430°C。擠壓速度設定為3mm/s。
2. 模型的建立
2.1幾何模型
計算模型根據材料的不同分為兩個部分,變形體部分和模具部分。而變形體又根據金屬流動的不同區域,可分為擠壓棒料區,模腔區,工作帶區和型材區四個區域。其中前兩個區域采用四面體四節點單元,后兩個區域采用三棱柱六節點單元。而對模具部分,模具與變形體接觸部分的網格節點與變形體的網格節點重合,模具部分采用四面體四節點單元。裝配后的有限元網格模型如圖2所示,模型的網格單元總數為1315812個,節點總數為403389。
2.2 數值模擬的基本理論
對于鋁合金在擠壓過程中的金屬流動過程,采用任意拉格朗日歐拉法(ALE)對其進行描述。任意拉格朗日歐拉法[1-2]的思想是將計算網格定義為獨立于物質構形和空間構形的參考構形,以及相應地將計算網格點定義為獨立于物質點和空間點的參考點,即在ALE描述下計算網格的運動是獨立且自由的,如圖3所示。
在常規的Lagrange方法中,材料的運動可用下式給出:
x = Φ (X, t) (1)
式中,X是物質坐標,函數Φ (X, t)將物體從初始構形V0映射到現時構形或空間構形V。在ALE描述中,將其稱為材料運動。
在Lagrange描述中,參考構形是某個時刻的真實構形;而在ALE描述中,采用的是另一類用戶設計的參考域 ,如圖1所示。這個域稱為ALE域。在這個域中點的位置用χ表示,χ也稱為參考坐標或ALE坐標。它與物質坐標的關系是:
χ = Ψ (X, t) (2)
參考域的初始值為初始構形時,即
χ = Ψ (X, 0) = x = Φ (X, 0) (3)
用參考域描述網格的運動,獨立于材料運動。在ALE描述中,網格的運動可以表示為
 (4)
(4)
即ALE域 內點χ到空間域V中的點x的映射。
2.3 材料模型
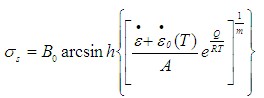
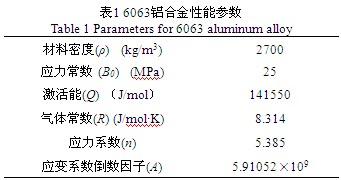
本文的研究中,對于6063鋁合金,采用雙曲正弦流變應力模型[3-4],如式(5)所示,各參數的取值如表1所示。
 (5)
(5)
其中,R是氣體常數,T是溫度,B0為應力常數,A為應變因子的倒數、Q為激活能,m為應力系數。 是初始應變速率,其取值取決于溫度場的給定。
對于模具材料,采用使用最普遍的是熱作模具鋼4Cr5MoSiV1,也稱H13鋼。鋁合金型材擠壓模具在工作時,在熱應力和機械應力的作用下,主要是發生彈性變形,當模具的設計方案不合理或者由于其它原因,負載較為惡劣時,模具局部位置或者會發生塑性變形,導致模具失效。模具材料在彈性變形范圍內時,其應力分量與應變分量之間滿足廣義虎克定律。材料的各性能參數如下:
彈性模量 E = 210 GPa;
材料密度 ρ =7.870 × 103 kg?m-3;
泊松比 ν = 0.35;
比熱 C = 460 J/kg?°C;
熱傳導系數 k = 24.3 W/m?°C。
2.4 試驗方案
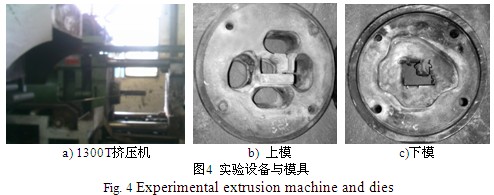
本次試驗模具外形裝配尺寸為Φ220×140mm。根據擠壓設備的使用規范以及試驗條件,擠壓試驗選擇在1300T的擠壓機上進行,如圖4(a)所示。擠壓坯料采用棒徑為Φ150mm的6063-T5鋁合金鑄棒。擠壓試驗擠壓桿行進速度設定為5mm/s,坯料的預熱溫度為480°C,模具預熱溫度為430°C。圖4進行試驗后模具實物圖。
3. 結果與討論
3.1擠出速度結果
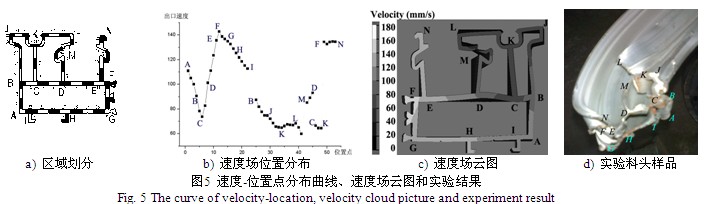
將型材按如圖5(a)劃分為53個不同的區域,分別截取各個區域的中心位置單元節點的金屬擠出速度數據,速度場云圖與取得數據曲線列于圖5(b)。型材整體的擠出平均速度為97.4mm/s,計算得到的RSDV值為28.2%。出口的速度場差異偏大。而再對型材各壁面的擠出速度進行分析,發現FG,EN和AG邊的擠出速度偏大,而CK,JL,BJ,DM邊的擠出速度偏小。
從圖5(b)可以看到,型材在模芯中間部位B到F邊的擠出速度變化最大,而其它壁面的速度差異并不大。從圖5(c)可以得到,型材整體左邊部分的擠出速度比右邊部分快,底邊部分比頂部快。
圖5(d)為擠壓試驗的獲得的料頭樣板。擠壓料頭的左邊壁面對應的圖5(c)左邊G-F-E-N的壁面,試驗結果該處位置的金屬擠出速度最快,使料頭產生從左往右的偏轉。中間位置對應的是圖5(c)右上方的模芯部位,試驗結果該部位的金屬擠出的速度最慢。實驗表明,數值模擬結果與實驗結果有很好的吻合。
3.2 鋁型材尺寸結果
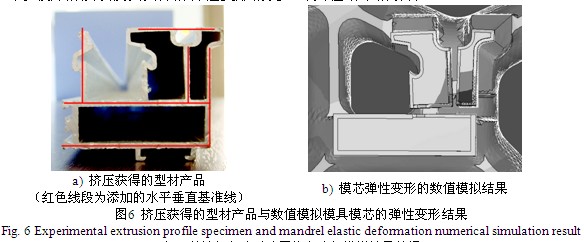
圖6(a)所示為擠壓實驗截取的型材樣板截面,圖6(b)所示為數值模擬的模具的變形結果。從擠壓試驗的樣品結果可以發現,鋁型材能夠穩定成形,各型材壁面的平直度均能夠達到生產的要求。由于本次試驗型材的壁厚在1.2mm到2mm之間,而型材截面最寬的壁面為AG邊的壁面,為44mm,而且在AG邊中間分別有兩處裝配卡腳,整個型材沒有很寬的平直壁面,因此鋁型材結構的出材穩定性能較好,容易獲得平整的鋁型材產品。所以雖然計算的速度場均勻性較差,但實際的擠壓結果仍能獲得平整的型材產品。
在圖6(a)中,以左邊平模位置的壁面為基準,將該壁面放置在正90°的位置,圖6(a)中的深色實線為通過基準線偏移或者垂直獲得的參考線。從圖中可以看出,左上方的空心截面有明顯的逆時針方向的偏轉;右上方的空心截面則有微小的順時針方向的偏轉;下方的空心截面有微小的逆時針偏轉,并向左側偏移。對比圖6(b)的模具模芯變形情況的模擬結果,可以發現模擬結果的變形趨勢與實驗結果相同。
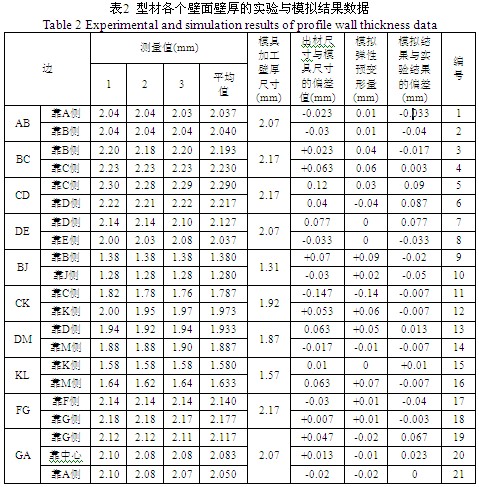
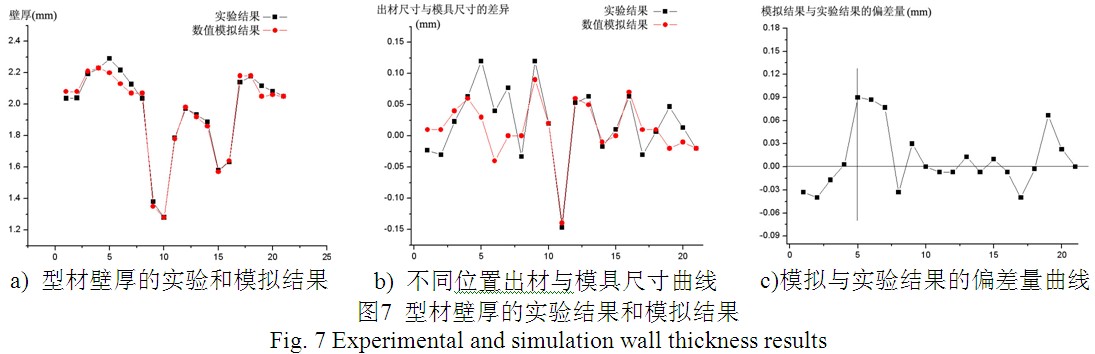
再同樣按照圖6(a)對型材各邊的劃分,對各條邊的壁厚的實驗結果和模擬結果進行測量,得到表2、圖7結果。圖7(a)為不同位置的壁厚實驗結果和模擬結果的對比,其中,橫軸對應為表2的編號,縱軸為型材壁厚。從圖7(a)可以看到,實驗結果和模擬結果吻合良好。又由于鋁合金型材產品對壁厚的公差要求在 mm之間,而型材的壁厚在1.2mm到2.0mm之間,兩者之間數量級相差較大,為了更準確的比較實驗的測量結果與數值模擬結果。將最后的型材產品的壁厚減去對應位置模具的壁厚間隙,得到圖7(b)的曲線,同樣的橫軸坐標為表2給定的編號,縱軸為出材尺寸和模具尺寸的差值。圖7(c)所示為實驗結果與模擬結果之間的偏差量,對照表2,偏差最大的位置發生在CD邊上,為0.09mm。其它位置的實驗結果與模擬結果的偏差都在0.05mm范圍之內。可見,數值模擬結果可以較好的反映模具實際的彈性變形情況,與實驗結果相吻合。
3.3 模具負載
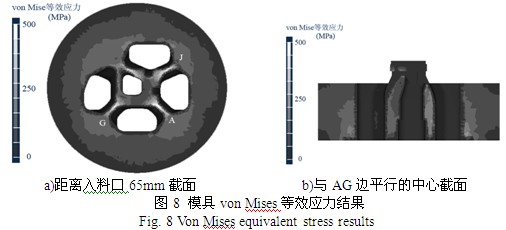
計算獲得的平均擠壓力為9.10MN。模具最大應力負載為757.4MPa。而4Cr5MoSiV1熱作模具鋼在400°C到550°C條件下的屈服應力大約為1000MPa,因此,模具在擠壓使用中處在安全的范圍之內。圖8(a)所示為距離入料口65mm截面模具的應力分布情況,圖8(b)為與AG邊平行的中心截面的應力分布情況。從結果可以看到,在型材頂角A對應的分流橋根處承受的應力最大,角J和角G對應的分流橋根處次之。三個部位屬于模具可能失效的最危險位置。這與擠壓基本理論和實踐經驗相吻合。
4. 結論
將任意拉格朗日歐拉法(ALE)和彈塑性有限元理論應用于鋁合金擠壓成形及模具的數值模擬研究,對一款典型的非對稱多模芯的鋁型材截面的模具彈性變形對鋁型材壁厚的影響,以及金屬的流動和模具的應力負載進行了詳細的分析,模擬和實驗結果吻合良好。從分析可見,通過數值模擬結合經驗設計,對復雜鋁型材模具的壁厚定量的預測變形的設計方法,能夠有效的提高鋁型材產品的設計精度和成功率。并且對特定的鋁型材形狀,其出口的速度波動在一個對應的范圍之內時,鋁型材能夠穩定成形。
(1)提出了一種以數值模擬方法對模具在工作條件下的彈性變形,通過準確的數值分析,能夠對模具的彈性變形定量的作出判斷和設計,從而大大的提高設計的成功率,降低生產成本。
(2)對一款典型的非對稱多模芯的型材截面的模具彈性變形對型材壁厚的影響進行了詳細的分析,有限元模擬和實驗計算結果對比,誤差在0.09mm范圍之內,證明了該種方法在復雜模具的彈性變形預測設計上的可行性和準確性。
(3)從本文金屬流動速度場的分析可以發現,金屬擠出模孔速度的均勻性不是型材成形的唯一條件。雖然擠出模孔的料頭試件速度不均勻,但型材最終仍能穩定出材,可見對特定的型材形狀,其出口的速度波動在一個對應的范圍之內時,型材能夠穩定成形。


