
鋁型材在生活、建筑、航空航天中應用日益廣泛。擠壓成形是鋁型材生產的主導技術和核心環節,而擠壓模具是鋁型材擠壓成形的關鍵裝備。在鋁型材擠壓過程中,模具結構不良容易導致型材扭擰、波浪、彎曲以及裂紋等缺陷問題。目前鋁型材擠壓模具的設計還停留在依靠工程類比和設計經驗階段,所設計的模具必須經過反復試模和修模來調整工藝參數,這嚴重影響了企業的模具開發周期和生產效率,影響模具質量和模具壽命,增加了經濟成本和時間成本,因此改進傳統的模具設計方法已經成為鋁型材及其模具廠家的當務之急。
HyperXtrude提供擠壓模設計的虛擬測試、驗證、修正和優化的分析工具。減少模具設計時間和成本;穩健可靠和有效的計算機模擬為在模具加工和擠壓建立之前提供設計導向;設計穩健的模具準確預測模具的變形和應力,優化模具設計;可視化和預見擠壓材料流動,溫度,擠壓力減少焊合廢料;計算焊合長度,減少廢料;通過虛擬試模減少成本和試模時間;極大地減少整個產品開發周期 。
鋁型材擠壓是一個處在高溫、高壓、復雜摩擦狀態等復雜條件下的成形過程,屬于三維流動、非線性、大變形問題。將數值模擬技術引入擠壓模具設計中,通過在計算機上模擬試模,能夠得到鋁合金在模腔內的變形信息,如速度、溫度、應力應變、壓力等物理場量的分布,從而評價工藝及模具結構設計是否合理,修改模具結構,提高模具使用壽命。
Huetink[3]最早采用解耦ALE方法對杯—桿復合擠壓過程進行了數值模擬,通過網格運動,可有效控制網格的畸變情況,但由于流出部分網格尺寸不夠細密,模擬所得的幾何形狀與真實情況有所偏差。Ghosh[4]將ALE方法與自適應網格運動算法及多極重疊網格方法結合,用于捕捉反擠壓過程中的局部應變效應。Gadala和Wang建立了完全耦合ALE列式,通過在單元上建立物質點和網格點的運動關系,隨后在單元剛度集成前消除離散方程中網格速度項的方式來求解整個有限元列式,并與UL方法所得模擬結果比較可知,ALE方法具備準確描述運動邊界、減少網格單元畸變的優勢,所得模擬結果也較為可靠。
本文采用HyperXtrude有限元擠壓成形軟件對模具設計進行驗證,以國內某鋁材擠壓模具生產廠家生產的蝴蝶型工業型材擠壓模具為例,對鋁合金型材擠壓過程進行了數值模擬,并對成形中模具的負載結果進行了對比分析,完成對新設計模具的驗證和確認,減少了因反復試模引起的昂貴生產成本。
1 模具設計與模型建立
1.1 模具設計
圖1為某型材廠生產的具有“蝴蝶型”橫截面結構的工業用鋁合金型材產品。最小壁厚為5.7 mm,其截面積為4882.6 mm2,模具的使用要求是在2200 t擠壓機上,選用直徑為216.0 mm的鋁棒進行擠壓,擠壓鋁合金材料是AA6063-T5,擠壓速度為3.0 mm?s-1。
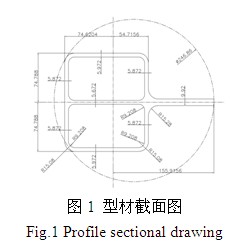
由于型材斷面的外接圓直徑達到Φ246.9 mm,比擠壓棒料的直徑尺寸大了約14.3%,因此需要對材料進行比較大的寬展成形。而經寬展成形的鋁錠再次經過分流孔、工作帶擠壓成形,型材面積驟然減小,擠壓力劇增,產生了8.3的擠壓比。為減輕模具上模分流橋部位的壓力,以及盡量減少上模的寬展角度,需要做一塊導流板以保護上模和引導金屬向兩邊流動。
型材截面具有兩個空心大斷面,中間部位需設有一條加強筋,由于截面中間的這一加強筋較長,為滿足材料流動供料要求,需要在加強筋相應上模的位置開設一個分流孔,以保證有足夠的材料流向加強筋的出口位置。同時由于模具上模存在兩個大截面積的模芯,材料入口正面受壓面積較大,因此在上模中心位置增加了一個分流孔,以疏導材料的流動,減少模具正面承受的壓力。
本文采用了導流板前置式的分流組合模具設計方法,通過引入導流板,有效平衡了金屬流動狀態,分擔了上模部分壓力,有利于保護模具;同時,上模的設計采用了短分流橋結構,下模的設計采用了三級焊合室結構,前者增加了分流橋抵抗金屬直接沖擊的強度,可提高模具使用壽命,后者深化了金屬焊合程度,可提高金屬焊合質量,使型材具有良好的表面質量。
對分流孔和寬展等結構的布置,需要滿足型材截面兩邊離中心較遠邊角的供料要求,盡量使有足夠多的金屬能流向兩邊,平衡其與近中心位置金屬流動的速度偏差。
導流板、上下模的設計方案如圖2、3所示,工作帶高度的設計方案見圖4。

1.2 建立有限元模型
采用的鋁合金材料AA6063-T5的本構模型[5,7]為:
其中,R是氣體常數,R=8.314 J?(mol?K)-1,T是溫度,B0為應力常數,A為應變因子的倒數、Q為激活能,m為應力系數。 是初始應變速率。
式中,B0=25 MPa,A=5.91×109 s-1,Q=141550 J?mol-1,m=5.385, 是依賴于溫度的參數。
材料彈性模量為3.681×1010 Pa,密度為2.64×103 kg/m3,泊松比為0.333,坯料加熱溫度為480℃。模具與擠壓筒預熱溫度為430℃。分析計算在Hyperxtrude擠壓專用有限元分析模塊進行,摩擦采用庫侖模型,摩擦系數取0.4[6-7]。
圖5所示為按照設計方案對模具進行三維CAD建模和劃分的有限元網格。
2 模擬結果與分析
2.1 鋁型材速度分析
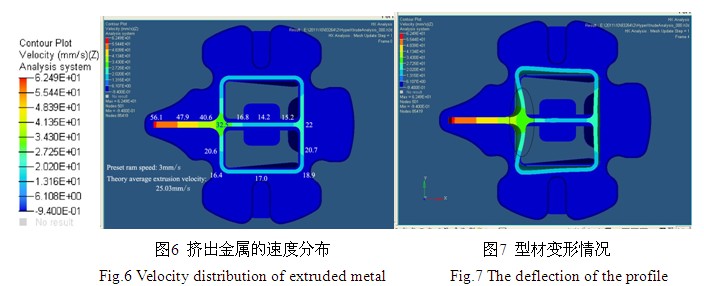
理想的材料流動結果應該是在工作帶出口處斷面上各質點的速度均勻分布,進而獲得端面平齊的鋁型材產品。由擠壓件流速分布圖6可見,速度場分布很不均勻,外側懸臂梁金屬流動速度明顯大于加強筋中部以及平行兩邊,其中懸臂梁端部分流孔內金屬流動最快,出材最快,速度最大達到56.1 mm?s-1,加強筋中部出材最慢,速度最小只有14.2 mm?s-1,而根據理論計算,型材擠出的平均速度為:Vave=λ?Vin=25.0 mm?s-1。
圖7是當前擠壓條件下的型材流動情況,其中黑色橢圓部位的速度變化梯度最大,此處最可能發生變形。
2.2 模具形變分析
圖8為擠壓過程中,上模沿x方向和y方向的變形情況。由圖可知,在型材穩態擠壓過程中,模具最大彈性形變發生在模芯位置,同時伴隨有分流孔一定程度向外擴張。模具的形變幾乎均沿著徑向由中心向外緣遞減,距模孔越遠,變形量越小。
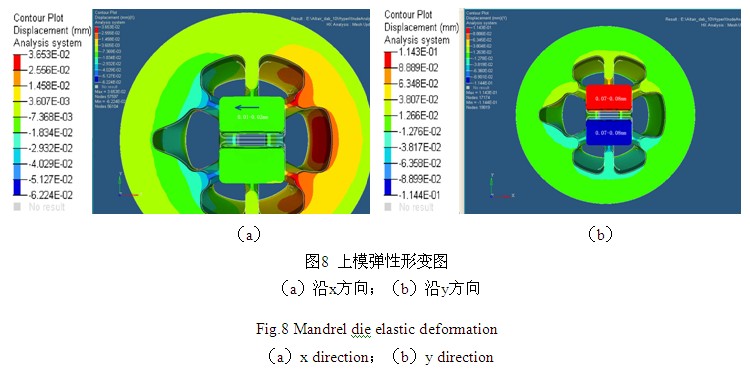
金屬經過三級焊合室,在焊合腔內充分焊合后被擠入工作帶,形狀發生劇烈變化,此時模具受到最大等效應力和最大彈性形變,表現在模芯沿x軸方向產生了0.01-0.02 mm的位移,而沿y軸方向產生了0.07-0.08 mm的位移。
可見由于蝴蝶型材的不對稱性分布,對應蝴蝶懸臂處的分流孔中的金屬流度遠遠大于其它分流孔中的金屬流速,使得本側金屬靜水壓力減弱,即對模芯擠壓作用相對減弱;金屬在焊合室內速度差分布進一步加劇,右側金屬由于流速緩慢,與模芯接觸時間延長,切向摩擦力與法向擠壓力都顯著增大,最終產生圖8(a)所示的模芯位置偏移情況。
同時,由于加強筋部分金屬流動最慢,速度僅為14.2 mm?s-1,是出材最困難的位置。大量金屬經焊合室在模芯中部匯集,受到模芯直接阻礙作用,靜水壓力大于其它部位的金屬作用力,從而使模芯產生了沿y軸方向的明顯的彈性形變,如圖8(b)所示。
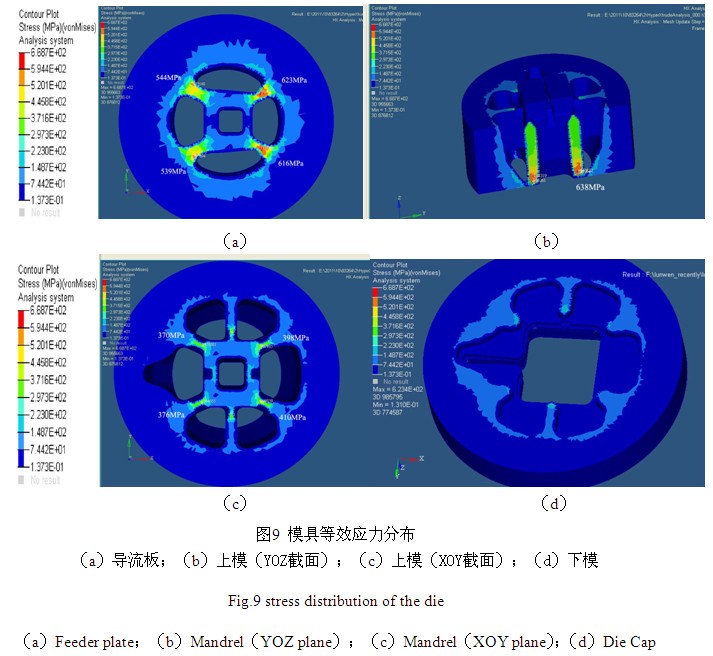
2.3 模具應力分析由圖9(a)可知,導流板的最大等效應力發生在右側分流橋,約為630 MPa;而左側分流橋的等效應力略小,約為540 MPa。圖9(b)、(c)是上模沿不同截面的等效應力分布圖,其中最大等效應力約為640 MPa。圖(d)是下模等效應力分布圖,相比上模和導流板而言,下模承載的等效應力較小,最大應力約為252 MPa。
由圖9可知,等效應力的分布規律和模具形變規律相似,在整個穩態擠壓過程里,模具內最大應力發生在坯料和分流橋正向沖擊的部位,并隨著擠壓的深入而增加,等效應力最大值發生在模具分流橋底端。可見,模孔分布的均勻程度對模具內應力的分布有著直接影響,對應蝴蝶懸臂處的分流橋內部等效應力達到最大值。
而經模擬分析得到的結果,模具內最大應力值為640 MPa,在模具設計的應力許可范圍之內。因此,通過設計短分流橋結構以及導流板的導流減壓作用,有效控制了模具內部最大應力的發生,并改善了應力分布的均勻性,可保證模具良好的使用壽命。
3 設計修正
從上述模擬結果可以獲得以下信息:由于分流橋直接受到金屬正向沖擊,所以受到的等效應力最大,產生較大形變。模擬結果也表明,擠壓過程中金屬流動遵循流動阻力最小定律,在圖7中,型材中心“十”字處呈突出的小山坡形狀,這主要是該部分對應著型材的兩個環扣,面積比其他部分的要大,靠近該部分的金屬流動所受的阻力最小,速度比其它處大。
根據以上信息對模具的工作帶長度進行調整:懸臂處工作帶長度增加5 mm,同時芯部實體位置的工作帶長度減小1-2 mm,以減小材料與模具之間的摩擦。工作帶出口流速的均勻程度對型材成形質量至關重要,流速越均勻,型材發生扭擰、彎曲等缺陷的可能性就越小,型材平直度就越好。
從圖9和圖10可知,上模芯部壁厚可減小0.10-0.15 mm,同時上下兩側壁厚可以適當增加0.05-0.08 mm,以補償模具產生的彈性形變。改善兩側翼內凹部分的分流孔結構,以增加內凹部分的材料供應,從而增大兩側短邊的金屬流動速度。
同時,為了改善金屬焊合程度及型材表面質量,進一步穩定出材速度,下模采用的三級焊合室結構也有較好的促進作用。
通過適當設計修正,前置導流板可有效平衡金屬流動狀態,分擔上模部分壓力,有利于保護模具;同時短分流橋結構提高了分流橋抵抗金屬直接沖擊的強度,可延長模具的使用壽命;而三級焊合室的結構則促進了金屬深入焊合與均勻流動,進一步改善了型材的表面質量。
4 結論本文對一工業用鋁合金型材擠壓模具進行設計,采用了導流板保護結構,上模短分流橋結構和下模三級焊合室結構;并運用基于任意拉格朗日—歐拉(ALE)有限元法的專用模塊HyperXtrude,成功模擬了坯料在模具中的穩態擠壓過程,并對成形中型材的擠出速度、模具的形變與應力情況進行分析,驗證了其設計方案的合理性。最后探討了模具優化方案,通過調整工作帶長度和芯部壁厚,實現了對金屬流動的控制,最終獲得合格的型材產品。
(1)利用基于ALE的有限元法對鋁型材擠壓過程進行數值模擬分析,可以定量的研究模具結構參數對擠壓過程的影響,通過對各場量進行數值分析,完成對新設計模具的驗證和確認,減少因反復試模引起的昂貴生產成本。
(2)由于分流孔分布不均勻,金屬流動速度快的區域,對模具擠壓作用相對減弱,容易造成模芯向流速快一側發生變形,而加強筋區域金屬對模芯擠壓作用最為明顯。因此需要適當減小金屬流速較快一側的芯部壁厚,以補償模具產生的彈性形變。
(3)通過導流板的導流保護作用,有利于減小寬展成形中模具受到的直接沖擊;而短分流橋結構提高了分流橋強度,使模具能夠承載更大擠壓負荷;同時三級焊合室結構,對于型材表面質量有著顯著改善。


