
1 鋁型材擠壓行業中模具的地位
隨著中國經濟建設高速發展,中國建筑行業發展也迅猛起來,鋁型材需求量也不斷地增加。模具是工業生產的基礎工藝裝備,擠壓模具是擠壓過程發生的場所,在鋁型材擠壓生產起到至關重要的作用,直接影響到擠壓產品的質量,決定了擠壓產品的形狀、尺寸精度及表面質量。型材形狀的多樣性,復雜性使得這個行業對模具的要求也不斷提高。
模具加工精度是對加工的最大要求,如何快速合理的將擠壓模具加工出來是鋁型材模具設計及制造的關鍵。
2 常用三維建模軟件
三維圖的繪制能夠讓人感覺到平面圖像的立體效果,往往需要借助三維建模軟件經行繪制和修改。現今應用比較廣泛的三維建模軟件包括有Solidworks,SolidEdge,UniGraphics, Pro/Engineer, CATIA,甚至AutoCAD等。本文是基于Solidworks展開討論的。
SolidWorks軟件是世界上第一個基于Windows開發的三維CAD系統,其所遵循的易用、穩定和創新三大原則得到了全面的落實和證明,使用它,設計師大大縮短了設計時間,產品快速、高效地投向了市場。功能強大,組件繁多、易學易用和技術創新是SolidWorks 的四大特點,使得SolidWorks 成為領先的、主流的三維CAD解決方案。SolidWorks 能夠提供不同的設計方案、減少設計過程中的錯誤以及提高產品質量。
在目前市場上所見到的三維CAD解決方案中,SolidWorks是設計過程比較簡便而方便的軟件之一。美國著名咨詢公司Daratech所評論:“在基于Windows平臺的三維CAD軟件中,SolidWorks是最著名的品牌,是市場快速增長的領導者。”在強大的設計功能和易學易用的操作(包括Windows風格的拖/放、點/擊、剪切/粘貼)協同下,使用SolidWorks ,整個產品設計是可百分之百可編輯的,零件設計、裝配設計和工程圖之間的是全相關的。SolidWorks 提供的AutoCAD模擬器,使得AutoCAD用戶可以保持原有的作圖習慣,順利地從二維設計轉向三維實體設計。只有SolidWorks 才提供了一整套完整的動態界面和鼠標拖動控制。“全動感的”的用戶界面減少設計步驟,減少了多余的對話框,從而避免了界面的零亂。在SolidWorks 中,當生成新零件時,你可以直接參考其他零件并保持這種參考關系。在裝配的環境里,可以方便地設計和修改零部件。對于超過一萬個零部件的大型裝配體,SolidWorks 的性能得到極大的提高。
3 三維模型繪制中關鍵要素及其影響
本文涉及的模具三維模型是用于仿真流體分析及模具強度校核,為方便在有限元分析軟件中的幾何處理和網格劃分,三維模型的畫法可能同實際數控加工的三維模型略有差別,需要兼顧網格質量及仿真的效率,因此三維模型中部分細節應盡量的簡化,從而在保證計算精度的同時,盡可能減少計算時間。三維建模一般按照先畫橋位、孔型、后畫模芯及工作帶的順序。本文針對模型從二級橋等幾個特殊點,探討一下需注意的事項或對細節方面的優化處理。
3.1二級橋的畫法
對于一些長寬比較大的型材,往往會采用二級橋過渡的方法保證供料和強度。
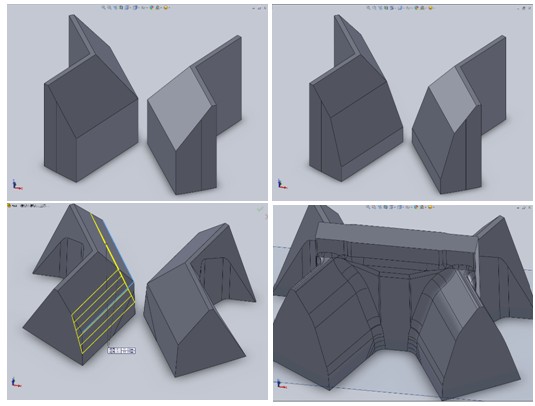
圖1 等距二級橋
部分設計者采用等間距的二級橋設計方式(如圖2),這樣的設計三維模型畫起來可以采用相對簡便的方式實現,計算線段的深度后先按角度將第一級橋拔模再倒角即可實現。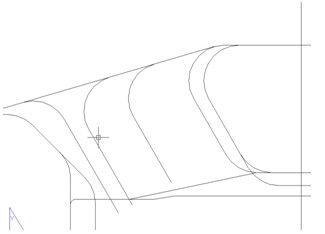
圖2 等距二級橋的設計圖
但對于上下線段不等距的設計圖(如圖3所示),我們是通過放樣切除完成的(如圖4所示)。
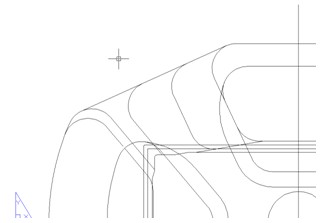
圖3 不等距二級橋
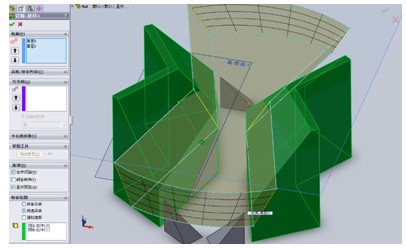
圖4 放樣切除
放樣切除采用的是設計圖上的輪廓線,但是輪廓的深度不一樣,畫出來的模型也會存在較大的差異性。部分設計者優先考慮模具的強度,以模面為基準繪制曲線,從仿真效果上看,往往會使得棒料進入分流孔后很難向兩邊散開,加工后也可能會有凸出的包,使得孔正對的面比較快。而按照角度確定輪廓深度來繪制,橋位厚度稍有減薄,強度稍有削弱,但看起來會順暢不少(詳見圖5-7)。具體需根據型材模具要求進行改進。
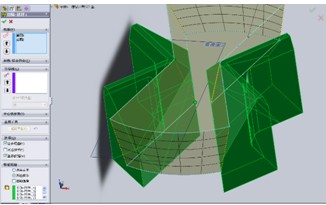
圖5 輪廓在模面效果圖1
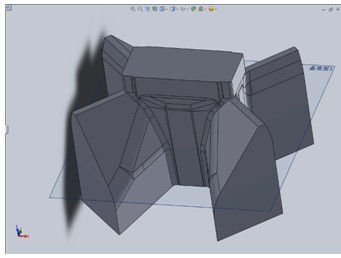
圖6 輪廓在模面效果圖2
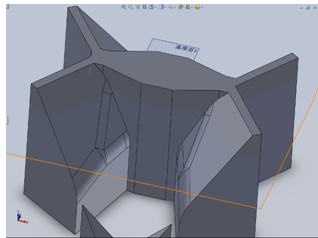
圖7 輪廓不在模面效果圖
3.2擴孔的畫法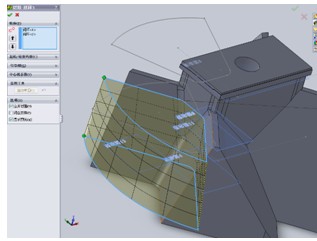
圖8 擴孔(內側放樣外側拔模)
“小棒出大料”,擴孔是現今比較慣用的設計方式, 部分同行采用直接放樣切除的方法,快捷方便(如圖9)。但是由內而外的輪廓是否應該在同一個高度上面?從加工情況看,應該未必。采用MasterCAM繪制也是需要對內輪廓向外偏移,因為此輪廓是跟橋位下斜后的輪廓相接的。
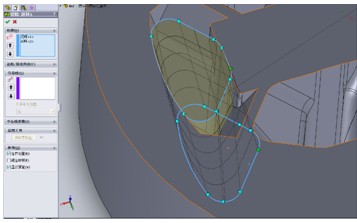
圖9 直接放樣得出擴孔
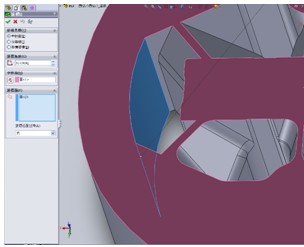
圖10 拔模擴孔
所以我們采用內側放樣外側拔模的方法(見圖8)。具體操作,圖10所示。外圍斜度拔模后效果跟放樣切除基本一致,靠近模芯一端的放樣切割,輪廓跟橋下斜后深度保持一致,切割后靠近模芯的地方就不至于將模芯切出一個凹槽,跟實際生產的模具保持一致。當然,這樣畫圖會使得孔的斜度稍大,有點阻擋的反作用,同時壓力相對也會稍大。
3.3入料沉橋某些需要局部增加進料的鋁型材,有時采用入料沉橋的設計思路。畫三維圖步驟的先后次序也起到了重要作用。以本廠為例,我們采用內輪廓放樣,外輪廓拔模,再沉橋圓角完成。關鍵點在于沉橋應該什么時候切除,先切除拔模可能無法完成,三維圖形的完整性也得不到保證。
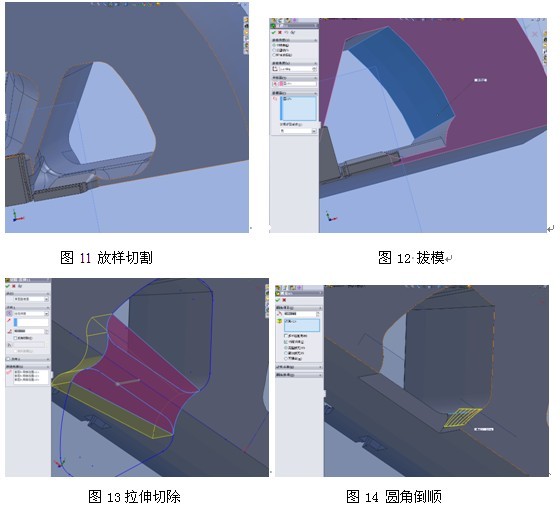
這樣的繪圖方式既能滿足設計的各種要求,也能在加工上比較容易的完成,基本上也跟上機生產的模具保持一致。
3.4引流槽做法對擠壓成形等的影響
引流槽的深度,寬度直接影響到供料足夠與否,一般設計者會在二維圖紙上加以說明,也有部分廠家是交給電火花工序的人員按照制定的標準進行加工。但是引流槽的形狀卻不盡相同。
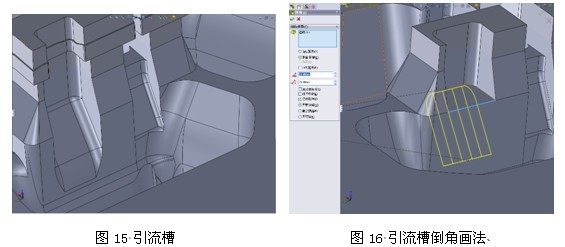
一般的槽位,可以通過倒角加適當的圓角實現(如圖15,圖16所示),相當于電火花后打磨光滑。根據本廠加工的模具現狀,這樣的畫法基本能保證到模型的真實性。槽邊不需要過多的圓角過渡,過多圓角反而使得三維模型在該處的供料增加,打磨工序上也會浪費不少人力,加工上往往會忽略掉,因此三維模型也作相應的簡化。這種槽型主要針對螺孔,型材凹槽位等部位。甚至有些引流槽深度不太深,或者槽型比較規則,可以直接向下切割后圓角即可完成,如圖17所示。
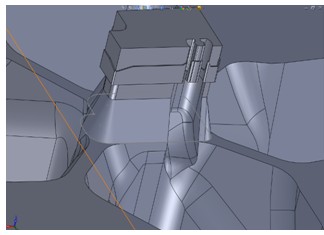
圖17 圓角做出的引流槽
還有一些槽位是用于對筋,內懸臂等的供料,如圖18,圖19;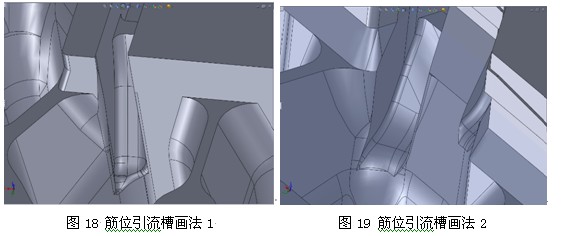
這樣的引流槽,不同廠家加工出來的效果都會不一樣。需要說明的是,圖4所示槽位過渡看上去并不是很圓滑,而圖5展示出來的槽型卻能很好的供料。各有利弊,前者是倒角完成的斜面連接,進料稍少一點,兩模芯之間的連接作用卻要強一點;后者會使偏壁量增大,強度稍有降低,大家需要針對不同截面型材,不同設計去選擇。
4 總結
本文討論了仿真用擠壓模具三維模型中一些關鍵部位的繪制方法。現代化工業飛速發展,對模具的質量要求也越來越高。而三維模型的繪制更加需要準確無誤的表示出設計人員的構思和設計思想,加工出來的實物盡可能與三維模型(即設計人員的二維圖形)一致,才能更好的保證模具壽命及上機的穩定性。特別是在CAD/CAE/CAM一體化的工廠,按設計好的模具分別進行數控加工程序編制和擠壓模擬分析將是一個必要的過程。


