
1、前言
目前,國內鋁擠壓行業發展迅猛,市場對大尺寸截面鋁型材的需求量正逐年上升,但是,由于5000噸以上的大型擠壓機的設備投資較大,并且,大型擠壓機的擠壓生產成本較高,因此,國內目前只有少數大企業才裝備有5000噸以上的大型擠壓機。而絕大多數鋁型材生產企業所裝備的擠壓機都是以4000噸以下的中小型擠壓機為主。用中小型擠壓機生產幾何尺寸較大的鋁型材時,由于受到擠壓筒直徑的限制,這類鋁型材的擠壓生產難度非常大,小機出大料問題一直是困擾鋁擠壓模具行業的技術難題。本文通過幾個具體的模具設計實例,談談復雜鋁型材寬展模具的設計體會。
2、寬展設計原理
寬展模具就是在模具前端設置一個具有寬展功能的導流板,擠壓時使圓鑄錠產生一次預變形,變形后的鑄錠截面大致接近于寬厚比大的鋁型材截面尺寸,使導流板的導流孔的寬度逐漸增大到接近或大于圓擠壓筒的內徑,金屬再經過二次變形流出模孔,以生產出外接圓尺寸超過圓擠壓筒直徑的大尺寸鋁型材。在進行寬展模的設計過程中,要用到寬展率δB和寬展角β。
導流板的寬展率δB:
![]() ×100%,δB。
×100%,δB。
導流板的寬展角β為:
![]()
式中:δ----導流板的寬展率(通常在15%~35%范圍較合適);
β----導流板的寬展角(一般β角小于30°);
B2----為寬展直徑;
B1----為進料直徑;
HB----為導流板的厚度。
寬展角在一般情況下都選擇在30度以內,如果寬展角過大,金屬將出現填充不良現象,但是,在特殊的情況下,采用特殊的模具結構,可以突破常規極限,使寬展角設計的更大。
3、寬展模設計實例
設計實例一:工程料大裝飾板(如圖1)
模具設計基本參數:擠壓機噸位2500T,擠壓筒直徑φ236mm,擠壓系數18,模具直徑:φ460mm,合金牌號6063,擠壓筒溫度400~430℃,鑄錠溫度,480~510℃,模具溫度460-480℃,擠壓速度8~15m/min。
難點分析:該鋁型材幾何尺寸較大,壁厚較薄,客戶對幾何尺寸公差和壁厚公差要求嚴格,鋁型材外接圓超出了2500噸擠壓機模具進料孔極限,而且,該鋁型材有兩個小模芯,由于受到分流孔進料直徑的限制,兩個小模芯的供料很難平衡,導致小模芯在上下方向上受力不均,小模芯容易發生嚴重偏移,從而影響出料成型,此外,由于鋁型材中間的空腔較大,模具的擠壓死區面積過大,造成擠壓力大幅升高,因此,該鋁型材在生產過程中極易出現斜角,波浪等缺陷,甚至會發生模具裂橋報廢。為了有效避免上述問題的產生,必須從改善模具的結構入手,使模具各部分的供料均勻,模芯受力平衡。為了達到良好的出料效果,我們在設計模具時采取導流板兩次分流的結構形式,導流板采取三孔沉橋的設計方案,如圖2所示,上模分流孔如圖3所示,模具結構如圖4所示。
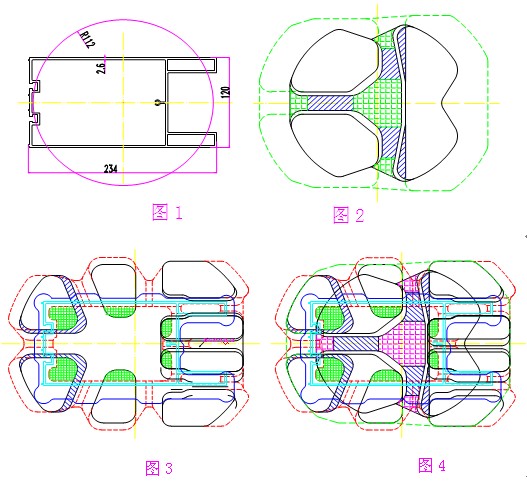
經上機試模證明,這種結構能有效平衡兩個小模芯的受力,鋁型材各處的金屬流量分配較為合理,模具上機出料平穩,料頭整齊,各處壁厚較為均勻,僅小公頭端面處出料略慢,兩個小模芯位置輕微收口,經一次修模調整后,生產的鋁型材成型理想,完全滿足客戶要求。
設計實例二:工業鋁型材風車中空機翼(如圖5)
模具設計基本參數:擠壓機噸位2500T,擠壓筒直徑φ236mm,擠壓系數23,模具直徑:φ460mm,合金牌號6063,擠壓筒溫度400~430℃,鑄錠溫度,480~510℃,模具溫度460-480℃,擠壓速度8~15m/min。
難點分析:該鋁型材幾何尺寸較大,客戶對圓弧部分精度要求較高。該鋁型材如果在3600噸擠壓機(擠壓筒直徑300mm—320mm)上生產的話,較為容易,但是由于受到設備條件的限制,2500噸擠壓機的擠壓筒直徑偏小(φ236mm),給生產造成了較大的難度,該鋁型材兩邊遠離擠壓中心的位置供料較為困難,出料以后由于流速不均,容易造成圓弧部分變形,難以滿足客戶對圓弧部位尺寸精度的要求。同時,由于模具的橫向橋位跨度過大,模芯處的擠壓死區面積也較大,使模具橋位的抗彎強度大大下降,在擠壓生產過程中,當模具承受較大壓力載荷時,橋位的變形撓度增大,在橋位水滴處形成較大的拉應力,從而造成裂橋報廢。
針對上述問題,我們通過采用導流板寬展結構,使鋁型材邊緣部分的供料充足,同時,在導流板與上模之間預留變形間隙,對上模起到保護作用,這種結構能有效提高模具橋位的抗彎強度。
我們將導流板(如圖6所示)設計成四孔結構,導流板的中間架橋,分流橋采用斜面向外過渡,目的是為了減小分流孔邊緣部分的金屬流動阻力。上模分流孔設計成八孔結構(如圖7所示),每個導流板的進料孔分別為上模的兩個分流孔供料,模具結構如圖8所示
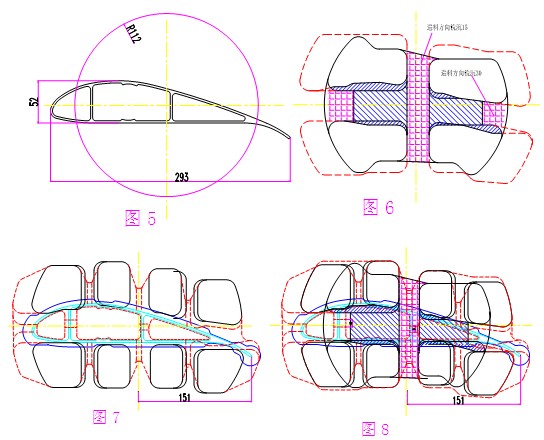
金屬通過導流板后,進行了第一次預變形,通過調整導流板的進料結構,可使模具各部分的流速更加均勻,另外,在導流板與上模之間留出一定的預變形間隙,當模具受到壓力作用時,導流板可承受大部分變形載荷,從而減少了上模的變形量,極大地改善了上模模橋的應力分布狀態,上模在擠壓過程中所產生的變形撓度大為減小,使模具橋位的抗彎強度大大增加,顯著提高了模具的使用壽命。
在實際生產過程中,該模具出料平穩,料頭整齊,鋁型材各處壁厚均勻,各個圓弧位的尺寸精度較高,生產出的鋁型材成型狀況非常理想,模具上機一次合格,大大縮短了交貨周期。
設計實例三:工業鋁型材結構立柱(如圖9)
模具設計基本參數:擠壓機噸位2500T,擠壓筒直徑φ236mm,擠壓系數12,模具直徑:φ460mm,合金牌號6063,擠壓筒溫度400~430℃,鑄錠溫度,480~510℃,模具溫度460-480℃,擠壓速度8~15m/min。
難點分析:該鋁型材幾何尺寸較大,形狀復雜,鋁型材兩邊的兩個小公頭已經超出了2500噸擠壓機的擠壓筒直徑(如圖9),因此,在2500噸擠壓機上生產的難度很大,為了充分發揮2500噸擠壓機的工作潛能,我們經過詳細的強度校核計算,設計了新結構的導流板,通過采用寬展導流模的結構,用2500噸擠壓機成功生產出了滿足客戶需求的合格產品,大大降低了生產成本。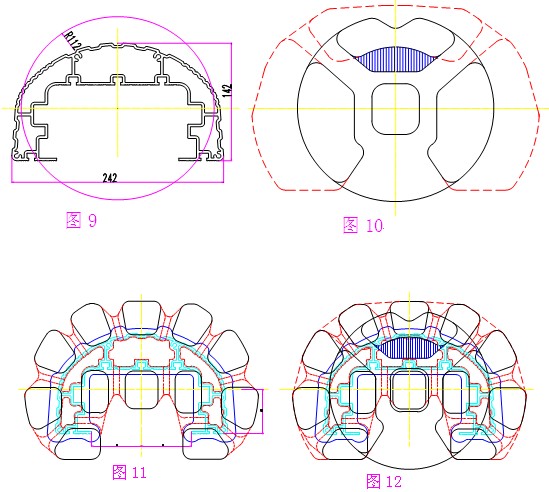
該鋁型材雖然在結構上左右對稱,但形狀較為復雜,尤其在內側有7個裝配凹槽,這些凹槽處供料較為困難,在擠壓過程中容易造成收口變形等成型缺陷,同時,由于左右兩個小公頭已經超出了擠壓筒直徑,容易發生嚴重偏壁,甚至導致模芯斷裂報廢,因此,在設計模具時,必須保證模具各部位供料平衡以及模芯的受力平衡。為了使模芯在左右方向上的受力達到平衡,我們設計了大寬展率的導流板,通過沉橋減少了邊緣阻力,使導流板寬展角最大達到38°(如圖10所示)。模具的上模分流孔采用扇面狀均勻分布(如圖11所示)。模具結構如圖12所示。
在設計過程中通過經驗公式計算,調整各分流孔的供料面積,使鋁型材各個部位的流速更加均勻,模芯的受力情況得到極大改善,避免了偏壁現象。
該模具上機后,總體出料情況較為理想,料頭整齊,壁厚較為均勻,但中橫處偏快,左右凹槽偏慢,造成一定程度的收口變形,經過修模調整后,該模具成功生產出了合格產品。
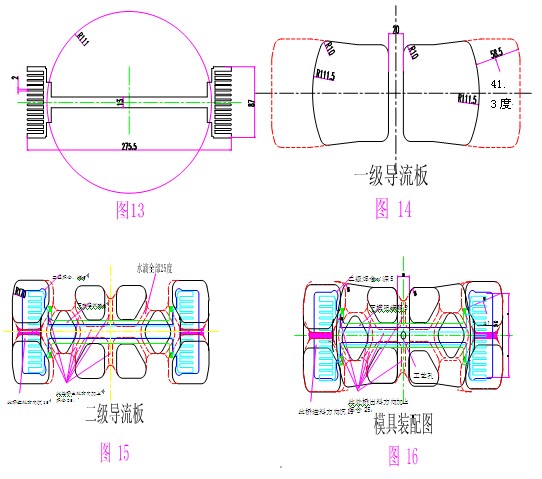
設計實例四:大型工業用散熱器鋁型材(如圖13所示)
模具設計基本參數:擠壓機噸位2500T,擠壓筒直徑?236mm,擠壓系數8,模具直徑:¢460mm;合金牌號6063,擠壓筒溫度400~430℃,鑄錠溫度,490~520℃,模具溫度460-480℃,擠壓速度6~12m/min。
難點分析:該散熱器鋁型材有多處裝配位,客戶為了減少后續的機加工成本,對鋁型材的尺寸精度和平面度要求很高,并且,該鋁型材幾何尺寸較大,大大超出了2500噸擠壓機的擠壓筒直徑(如圖13所示),該散熱器齒位壁厚2.0mm,中橫處壁厚達13mm,由于較難出料的齒位處于遠離擠壓中心的邊緣位置,而處于擠壓中心的中橫處的壁厚較厚,因此,該鋁型材的齒位供料將極為困難,如采用普通模具設計方案,該鋁型材中橫部分的流速會很快,將難以控制,而齒位很可能因流速過慢而造成塞模,甚至偏齒。為了解決流速控制的難題,必須設計超大寬展角的導流板,我們在2500噸擠壓機上采用了新穎的“兩級復合導流板”結構。
一級導流板如圖14所示,該導流板采用中間架橋的兩孔結構,并向兩側進行大角度寬展,寬展角達41.3°。二級導流板如圖15所示,該導流板采用10孔結構,鋁型材流速過快的中橫處被橋位完全遮擋,同時加大兩端齒位處分流孔的供料面積,通過經驗公式計算,我們將齒位處分流孔與中橫處分流孔的面積比例設計為1.8:1。同時,齒位處分流孔采用直沖供料和沉橋的結構,如圖15所示。模具結構如圖16所示。
該模具的兩級導流板結構,能最大限度的合理分配金屬流量和流速,當金屬進入一級導流板后,遇到二級導流板橋位的阻擋,金屬將更多的向兩端的齒位處分流,從而實現模具的流速和流量控制。
該模具加工完成后,上機一次合格,鋁型材成型非常理想,齒位供料充足,中橫處的流速得到有效控制,料頭整齊,尺寸精度和平面精度較高,完全滿足客戶的要求。
4、小結:
本文通過實際例子說明了鋁合金鋁型材擠壓寬展模具設計原理的應用,采用寬展結構的模具可以使擠壓機的工作潛能發揮到最大程度,較好的解決了“小機出大料”的生產難題。對于寬厚比較大的扁寬鋁型材,模具采用導流板寬展結構,能有效擴展金屬在模具中的流動范圍,金屬在經過導流板進行第一次寬展預變形后,再進入上模分流孔進行第二次分流,模具的供料結構更為均勻合理,這種結構能顯著改善鋁型材出料的成型度,同時大大提高模具的強度和穩定性,在實際生產過程中,寬展模能夠使擠壓機的工作潛能發揮到最大程度,使“小機出大料”的生產難題在很大程度上得到有效解決。


