
1 前言
鋁合金擠壓型材在腐蝕處理或陽極氧化處理后,表面出現或明或暗且平行于擠壓方向的白色線紋,該線紋一般稱作焊合條紋。有別于焊合不良,焊合條紋不會降低型材的力學性能,但出現焊合條紋的地方與型材表面其他地方形成較大色差,嚴重影響裝飾面外觀,難以被用戶所接受。因此,如何消除鋁型材表面焊合條紋是我們需要研究的重點問題。
2 形成原因分析及解決方法
鋁合金型材是將鋁合金棒通過擠壓模具熱擠壓成型生產的。大部分的焊合條紋出現于空心型材,因為在擠壓過程中鋁合金圓鑄錠被分流模具分成若干股鋁合金流,隨后在模具焊合室內幾股鋁合金流又在擠壓力下焊合在一起流出模孔形成空心型材。在此過程中,焊合壓力、鋁合金流流動狀態、擠壓溫度和擠壓速度等因素都影響著焊
合條紋的產生。下面就影響焊合條紋產生的幾個因素分別介紹其解決方法。
2.1 焊合室深度
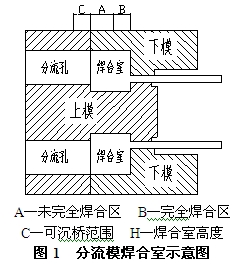
如圖1所示為分流模焊合室示意圖,鋁合金圓鑄錠被模具分流孔分成若干股鋁合金流,然后在焊合室A區內焊合成一體后經B區流出模孔。若H≤A,即鋁合金流尚未完全焊合就已經到達模孔成型,那么型材表面就會形成焊合條紋。因此,我們應該在設計焊合室高度時使H≥A,留出一定的高度作為B區,使鋁合金流在充分焊合后再流出模孔。在模具修正方面,對于H≤A的模具,我們可以采用沉橋的方法,將C區的分流橋銑去,使最終的焊合室高度H>A,目的也是使鋁合金流在充分焊合后再流出模孔。
經過一系列的試驗,我們得出了一些常見噸位模具焊合室的深度設計值如表1所示。
表1 常見噸位模具焊合室深度設計值
|
擠壓機噸位 |
焊合室深度 |
|
600 T |
15~20mm |
|
800 T |
25~30mm |
|
1000 T |
25~30mm |
|
2000 T |
30~35mm |
|
3600 T |
45~50mm |
2.2 分流橋形狀
建筑鋁合金型材常用6063鋁合金,其自由流動最大擴展角約為45°,即在只受擠壓力的狀態下其沿垂直于擠壓力方向偏轉流動的最大角度約為45°,且擴展角越大沿擴展角方向的壓力越小,如圖2所示。若不考慮摩擦力,鋁合金流在經過分流橋后沿分流橋方向的壓力可以表示如下:
Fα=F·cosα 式(1)
Fα——沿分流橋方向的壓力;
F ——擠壓力;
α——分流橋橋尖角度。
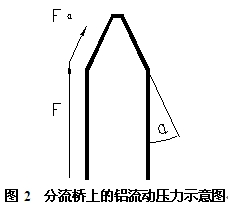
鋁合金流在分流橋后進行焊合,其焊合壓力與其沿分流橋流動的壓力成正比,結合式(1)可知:分流橋橋尖角度α越小,分流橋后鋁合金流的焊合壓力越大。
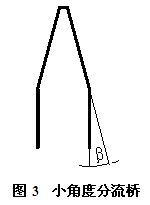
所以,我們可以通過設計和模具修正,使分流橋角度變小,增加焊合壓力,從而降低焊合條紋出現的機會或減輕焊合條紋的程度,如圖3所示。
2.3 分流橋分布
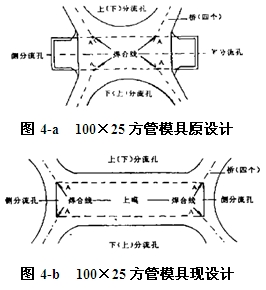
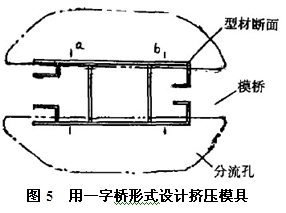
對于某些形狀的型材,我們可以通過改變分流孔(分流橋)的分布,使焊合條紋出現在非裝飾面,也能達到消除焊合條紋的目的,如圖4和圖5所示。
2.4 模具各部位圓滑性
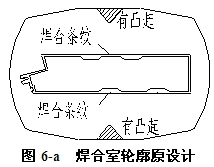
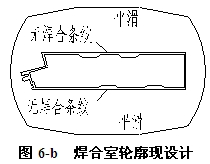
模具各部位的圓滑性對焊合條紋的產生也有影響,如焊合室輪廓、平流模導流孔輪廓、阻流塊端部等,此類情況產生的條紋一般稱作“假焊合條紋”,因為其形成原因有別于焊合條紋。如圖6~圖8所示,當金屬流經圖示不平滑位置時,由于在該點的流速與兩旁的金屬流速有所差別,其產生的加工熱也不同,導致流經該點的金屬晶粒度也與兩旁的不同,所以在陽極氧化處理后在該位置能夠看出有色差的條紋。將如圖6~圖8所示不平滑位置加工平滑后,各點流速基本均勻,產生色差條紋的可能性也大大減小。
擠壓模具焊合室輪廓原設計與修正后設計對比
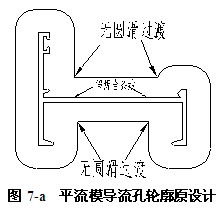
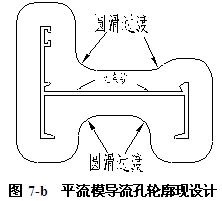
平流模具導流孔輪廓原設計與修正后的設計對比
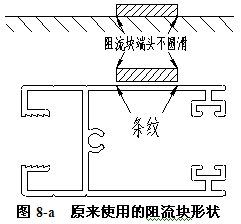
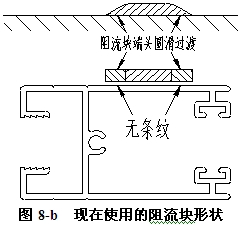
優化后模具使用的阻流塊形狀與原設計對比
2.5 擠壓工藝
除了以上從模具設計方面解決焊合條紋的問題的方法外,通過采用適當的擠壓工藝也能減輕或消除焊合條紋的出現。6063鋁合金的焊合性能與其溫度成一定的線性關系,擠壓溫度越高其焊合性能越好,因此,我們進行了不同擠壓溫度下焊合條紋的對比試驗。試驗結果發現,在模具溫度480℃±5℃、鋁棒溫度490℃±10℃的條件下,焊合條紋基本消失。
3 結束語
介紹了鋁合金擠壓型材生產中焊合條紋出現的原因以及對應的解決方法,包括加深焊合室高度、改變分流橋形狀和分布、改善模具各部位的圓滑性和采用適當的擠壓工藝等方法。綜上所述,解決鋁合金型材的焊合條紋主要是從模具設計和模具修正兩方面入手,同時以適當的生產工藝進行配合,消除焊合條紋的更為理想。

