
1 前言
2017是Al-Cu-Mg系合金中的第一個獲得工業應用的硬鋁合金,其成份比較合理,綜合性能較好。采用離線淬火,自然時效狀態下使用的比較多。不過采用離線淬火工序比較繁瑣,對熱處理設備性能要求也比較高,且離線淬火易引起棒材局部晶粒粗大,降低離線固溶溫度又容易造成硬度不夠。本文研究華昌鋁廠采用反向擠壓在線淬火+拉拔+人工時效的方法,生產高精度、高硬度2017合金棒材,探討了不同熱處理工藝和拉拔加工率對2017合金棒材性能的影響。通過對熱處理和拉拔工藝的優化,生產出了滿足用戶要求的產品。
產品技術要求:合金牌號2017,產品直徑φ16.1±0.03mm,硬度≥Hv135,交貨長度:2500mm,彎曲度:≤0.6mm/2500mm。
2 生產工藝
2.1化學成分
通過合金優化設計,鋁棒化學成分控制如表1:
2017合金成分 表1
|
標準 |
化學成分 % |
||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti |
其他 |
Al |
||
|
單個 |
合計 |
||||||||||
|
標準 |
0.2- 0.8 |
0.70 |
3.5- 4.5 |
0.4- 1.0 |
0.4- 0.8 |
0.1 |
0.25 |
0.15 |
<0.05 |
<0.15 |
余量 |
|
實測 |
0.36 |
0.18 |
3.82 |
0.52 |
0.56 |
0.01 |
0.18 |
0.02 |
2.2擠壓工藝
采用錠坯規格:φ130×205mm,800噸單動反向擠壓機擠壓成φ17.5mm和φ16.8mm兩種
規格的棒材。擠壓工藝參數控制見表2:
擠壓工藝參數 表2
|
擠壓筒溫度℃ |
模具溫度℃ |
鑄錠溫度℃ |
擠壓比 |
擠壓速度 m/min |
出口溫度℃ |
冷卻方式 |
|
380~430 |
420±10 |
440±10 |
20~30 |
3-4 |
470-500 |
水冷 |
2.3熱處理方式
采用在線淬火+自然時效、自然時效+人工時效、自然時效+拉拔﹢人工時效的方式,考察其對產品硬度及彎曲度的影響。
2.4拉拔加工率
將φ17.5mm和φ16.8mm規格的鋁棒采用不同加工率拉拔為φ16.1mm的棒材產品,驗證不同加工率條件下對產品硬度和彎曲度的影響。
3 試驗方案
將經過反向擠壓在線淬火的φ17.5mm和φ16.8mm棒材,在生產過程中以下述方式進行試驗研究。
3.1 將擠壓棒材進行2h,5h,10h,24h,36h,48h,72h,110h自然時效,檢測自然時效后的硬度;
3.2 自然時效2.5h、36h后,再進行人工時效,檢測其對后續人工時效硬度的影響;
3.3 將自然時效后的棒材進行“拉拔+人工時效”的形變熱處理,檢測其對硬度的影響;
3.4 檢測不同拉拔加工率對棒材硬度及彎曲度的影響。
4 實驗結果與分析
4.1 擠壓在線淬火后自然時效實驗
取在線淬火直徑φ16.8±0.10mm的棒材樣品10支,放置2h、5h、10h、24h、36h、48h、72h、110h進行自然時效,測量其硬度,繪制的自然時效硬度曲線見圖1。
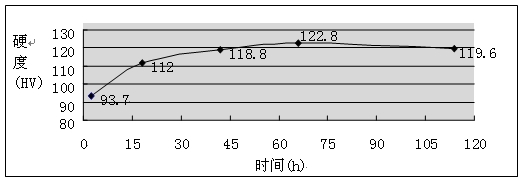
圖1 2017鋁棒自然時效硬化曲線
由圖1可見,2017合金擠壓棒材在線淬火后,自然時效達到峰值硬度的時間為3天,最高硬度可達Hv120左右。
4.2自然時效后再人工時效實驗
取經在線水冷淬火,直徑φ16.8±0.10mm的棒材樣品20支,將其自然時效2.5h、36h后,再進行(170℃×8h)人工時效,測得其硬度見表3。
2017鋁棒自然時效后再人工時效的硬度 表3
 |
2.5(h) |
36(h) |
||||
|
最大值 |
最小值 |
平均值 |
最大值 |
最小值 |
平均值 |
|
|
人工時效前硬度(Hv) |
96.3 |
94.5 |
95.4 |
118.3 |
112.3 |
115.6 |
|
人工時效后硬度(Hv) |
121.4 |
118.8 |
120.0 |
123.4 |
116.0 |
120.2 |
由3表數據可看出,自然時效2.5h或36h再進行人工時效所得到最終硬度與自然時效所能達到的峰值硬度基本相同。
4.3自然時效后進行拉拔再人工時效實驗
取經在線水冷淬火,直徑φ16.8±0.10mm的棒材樣品30支,分別進行2h、18h、42h自然時效后拉拔為規格φ16.1mm棒材,然后進行(170℃×8h)人工時效,測得其硬度見表4。
2017鋁棒自然時效后拉拔再人工時效的硬度 表4
|
“拉拔+人工時效”后硬度(HV) |
自然時效時間 |
||
|
2h |
18h |
42h |
|
|
最大值 |
134.4 |
135.6 |
141.4 |
|
最小值 |
142.4 |
143.7 |
155.1 |
|
平均值 |
138.3 |
139.2 |
147.9 |
由表4可以看出,拉拔加工率不變時,自然時效時間的延長能提高“拉拔+人工時效”后的棒材硬度,且自然時效18h后再進行“拉拔+人工時效”硬度值可達到產品技術要求。
4.4拉拔加工率對棒材硬度的影響實驗
取直徑φ17.5mm和φ16.8mm棒材10支,自然時效18h后一次拉拔成φ16.1mm,加工率分別為15.3%、8.2%,然后進行(170℃×8h)人工時效,分別測得其平均硬度如圖2。
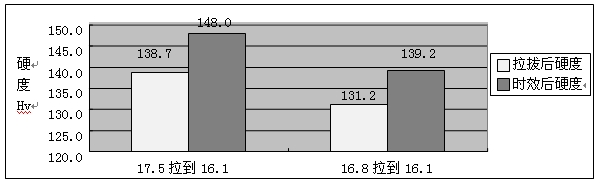
圖2 不同拉拔加工率對2017鋁棒最終硬度的影響
4.5拉拔加工率對彎曲率影響的實驗
將φ17.5mm棒材一次拉到φ16.1±0.02mm產品時,加工率為15.3%。由于加工率過大,制品殘余應力大,產品表面極易刮傷,且嚴重彎曲,經多次矯直仍無法滿足彎曲度要求。
后改用三道次拉拔工藝:第一道次由φ17.5mm拉成φ16.9mm、第二道次由φ16.9mm拉拔φ16.4mm、第三道次由φ16.4mm拉成φ16.1±0.02mm,加工率分別為6.7%,5.8%,3.6%,雖然多次拉拔時,產品表面刮傷有所減少,彎曲度有一定程度改善,但產品合格率還是很低,只有35.6%合格。
而取27支直徑φ16.8mm棒材一次拉成φ16.1±0.02mm產品時,加工率為8.2%。矯直后鋸切成2500mm的成品,彎曲度檢測全部合格,其結果如表5。
2017鋁棒彎曲度檢測結果 表5
|
彎曲度范圍/mm |
X≤0.2 |
0.2<X≤0.3 |
0.3<X≤0.4 |
0.4<X≤0.5 |
0.5<X≤0.6 |
|
數量(支) |
15 |
7 |
2 |
2 |
1 |
|
百分比 |
55.56% |
25.93% |
7.41% |
7.41% |
3.70% |
5 結論
本文從簡化生產工序,優化生產工藝的角度,重點探討不同熱處理工藝和不同拉拔加工率條件下,生產高精度、高硬度的2017合金棒材的方法。
5.1 在上述擠壓工藝條件下,2017合金擠壓在線淬火的棒材,經3天自然時效最高硬度值只能達到Hv120左右,自然時效后在進行人工時效對硬度影響不明顯;
5.2 棒材拉拔前延長自然時效時間,能提高拉拔后人工時效的硬度。
5.3 提高拉拔加工率,可以增加人工時效后的產品硬度。
5.4 相同的拉拔條件下,拉拔加工率的大小對產品的彎曲度有影響,加工率越大彎曲度越大;
5.5 擠壓出口溫度控制在470℃以上在線淬火的φ16.8mm擠壓坯料,經自然時效18h以上,一次拉拔成φ16.1±0.02mm棒材,再進行(170℃×8h)人工時效,能夠達到HV≥135,直線度≤0.6mm/2500mm的技術要求。

