
1 前言
在鋁板帶熱軋制生產過程中,軋制工藝規程的制定直接影響到板材的產量、質量和設備安全可靠的運行。目前,在多數的鋁板材生產企業,軋制工藝規程是由技術人員根據經驗來制定的,主要是保證板材的生產質量,而很少考慮到能耗和效率。隨著計算機應用技術的發展,生產過程的工藝優化設計和最佳控制的問題已越來越備相關的工程技術人員重視。國內很多學者已提提出很多軋制工藝規程的優化方法。賀敏幸應用動態規劃法對連軋軋制工藝規程進行優化,提高了生產效率,可以節能4%左右。趙忠誠應用逐步逼近法來確定中厚板的精軋壓下量,比較好的解決了軋制效率,能耗和軋制質量的問題。胡賢磊等提出中厚板精軋軋制規程的負荷分配法,根據已有的經驗,通過人工干涉調整軋制力限制系數以改變約束條件來進行計算,該方法考慮到了板型約束,解決了實時性的問題,是一種較好的方法。古可、鐘掘等對2800鋁板材熱軋機提出了強化與技能數模,建立優化目標函數,并利用約束函數和邊界條件對其求解,得到較為實用的結果。
本文基于軋制過程的各種約束條件開發出一種新的軋制工藝規程優化方法,即根據各工藝參數的約束條件對軋制速度和壓下量進行優化,以實現軋制工藝規程優化,并根據該方法編制出軋制工藝規程優化系統軟件。該優化方法已應用于鋁板材軋制生產,實現了板材質量好,生產效率高,能源消耗少的目的。
2 一種新的軋制規程優化方法
2.1 優化方法描述
軋制工藝規程就是指如何確定軋制過程的各工藝參數排以得到較高質量的板材,并盡量提高生產效率。軋制工藝規程的制定跟軋件本身的特點有關外,還跟軋機的性能密切相關。所以確立軋制規程需要考慮軋機能力、軋件屬性、以及目標厚度、板型、平直度等因素。
軋制工藝規程的制定需充分考慮約束條件,約束就是根據軋機能力、軋件目標質量和生產率等提出來的要求,即就是由制定軋制工藝規程需考慮因素的邊界條件得到的約束。假定約束分為兩種,極大約束與極小約束。極大約束在通常情況下能夠充分利用軋機的性能、有較大的壓下量、效率較高。及大約束包括軋機本身能夠提供的最大的壓下量、咬入能力、邊浪條件等。相對應也必須考慮最小壓下量(效率問題)、中浪、最佳凸度等條件而提出了極小約束。圖1中表示出將極大約束與加工中金屬塑性變形曲線疊加的效果,其中F、H表示單道次軋制力與相應的厚度,F0、H0表示約束軋制力與出口厚度。由于受到各約束的限制,實際軋制厚度的選擇必須在陰影線以內的塑性變形段,即:極大約束 FH0,極小約束F>F0,H
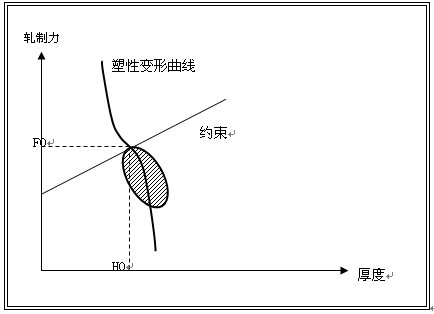
圖1 熱軋約束條件與變形曲線圖
根據軋制生產的具體實際可知,鋁板材的可逆式熱軋制生產包含5個最大約束、3個最小約束。其中最大約束包括最大軋制力約束、咬入角約束、最大扭矩約束、邊浪約束、最大凸度約束;極小約束包括最低壓下率約束、中浪約束、最小凸度約束。各約束條件都包含有軋制速度和壓下量這兩個變量,所以利用各約束可對軋制速度和壓下量進行優化,從而實現工藝規程優化。
2.2 優化算法及計算流程
一個軋制規程由一系列極大道次與一系列極小道次以及中間道次組成。極大道次就是為提高生產效率以軋機的最大能力軋制的道次,極大道次根據極大約束來計算,通常為前面幾個道次。極小道次是為保證生產質量,壓下量最小的道次,極小道次根據及小約束來計算,通常是最后幾個道次。中間道次是極大道次到極小道次的過度道次。編制軋制工藝規程優化的流程圖如圖2。該流程確定軋制規程的算法分為3步:
第1步:首先假定軋制規程全部由極大道次組成,上一個極大道次的出口厚度為下一個極大道次的入口厚度,依次迭代,直到第I個極大道次的出口厚度小于目標值。得到I以后,得出總道次數還需要分三種情況考慮如下:
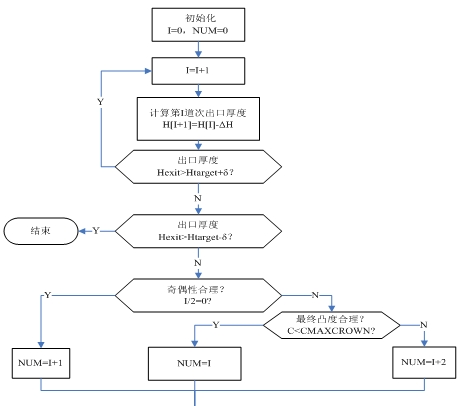
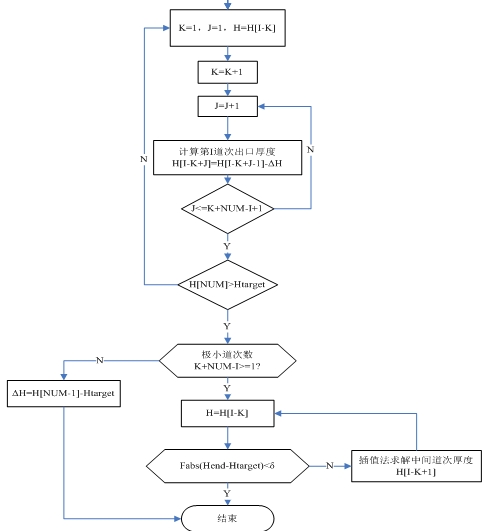
圖2 軋制規程優化算法流程圖
不滿足奇偶性總道次數N=I+1;
滿足奇偶性但是不滿足最大凸度條件N=I+2;
滿足奇偶性同時滿足最大凸度條件N=I。
第2步:如果由極大道次組成的軋制規程剛好符合一切軋制條件,包括目標厚度、板型、
奇偶性等,則無需再計算中間道次。而通常情況下是最后一個極大道次的出口厚度小于目標厚度即Hlast
前面N-K道次為極大道次;
第N-K+1道次為中間道次(或者沒有);
后面K-1道次(或者為K)道次為極小道次。
第3步:計算中間道次厚度的方法是一個迭代過程,其算法有很多種,最簡單的算法是
將最后一個極大道次的出口厚度逐步增加一個微小值。此算法的弊病在于一方面如果中間道次厚度較大,而設置的步長比較小,則計算次數就會非常多,從而需要很長的計算時間,而如果增大步長減小計算次數就可能使得計算結果無法控制在一致性判斷范圍內,即求不出正確解。本文在此處采取插值法,其算法如圖3所示。
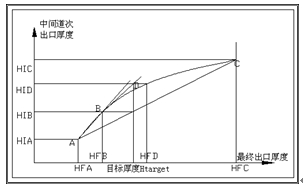
圖3 中間道次厚度的插值迭代算法圖示
其中A(HFA,HIA),C(HFC,HIC)兩點的含義可由圖2直觀表述出來,分別為最后一次使用極小道次替換極大道次前與替換后時,中間道次出口厚度(縱坐標)與最終厚度(橫坐標)。此算法的主要問題在于如何通過A、C兩點確定出目標厚度所對應的縱坐標HID點。該算法主要采用插值與迭代的做法。如圖2,連接AC線,目標厚度所對應的縱坐標HIB便可以得到,然后以HIB代替圖中HIA位置作為中間道次的出口厚度便得出其對應的最終厚度HFB。得出如圖2中的B點后即可(連接AB線,利用AB、AC線得出切線斜率)得出B點所在位置曲線L的近似切線。接下來就可以得出目標厚度XTARGET在該切線上所對應的縱坐標HID點。然后利用HID代替HIA即可以得到目標厚度HFD,于是得到了D點。然后利用D點以B點的方式做相同的插值。依此法迭代,即可得出曲線L,以及最終目標厚度所對應的曲線L上的縱坐標點,此點即中間道次的出口厚度。
3 軋制規程優化系統
3.1 系統的設計
鋁材熱軋過程控制軟件采用Visual Studio 2005進行開發,采用的基本框架是Visual C++的MFC(微軟基礎類庫),MFC是用C++編寫的一套本機類。MFC利用面向對象的技術對95%以上的API(應用程序接口)進行了包裝,其功能的非常強大。通過利用MFC提供的基本類,可以達到輕松管理窗口、菜單和對話框,執行基本輸入/輸出、對象序列化的目的。此外MFC還提供了應用程序框架,利用面向對象的技術,如重載、派生等,可以輕松擴展應用的功能。
根據鋁材熱軋的工藝要求,該軟件必須具備單獨的基本模型的計算功能、軋制規程優化算法功能、仿真圖片輸出功能、以及待擴展的模塊(如自學習功能、在線控制功能)等。兩個主要的工作界面軋制工藝參數計算界面和軋制工藝參數優化界面見圖4、圖5。
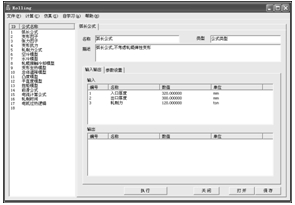
圖4 軋制工藝參數計算界面
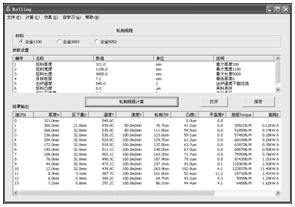
圖5 軋制工藝規程優化界面
3.2 系統的應用
系統已應用于招商局鋁業(重慶)有限公司的1300熱軋機,意大利MINO公司生產,其型式為:二輥可逆式/雙卷取機。其主要的技術規格參數見表4-3。
表1 軋機主要技術參數
|
序號 |
項目 |
參數 |
單位 |
|
1 |
軋輥尺寸 |
φ695x1525 |
mm |
|
2 |
主電機功率 |
2000 |
kw |
|
3 |
最大軋制力 |
1800 |
噸 |
|
4 |
軋制速度 |
0-200 |
m/min |
|
5 |
錠胚:最大長度 |
5000 |
mm |
|
最大寬度 |
1450 |
mm |
|
|
最大厚度 |
450 |
mm |
|
|
6 |
熱軋板尺寸:寬度 |
1450 |
mm |
|
最大長度 |
5000 |
mm |
|
|
厚度 |
450 |
mm |
|
|
7 |
帶卷尺寸:寬度 |
1500 |
mm |
|
厚度 |
2.5—10 |
mm |
|
|
內徑 |
320 |
mm |
|
|
8 |
設計生產能力 |
120 |
Kt/a |
材料為1100鋁合金,坯料尺寸為6000mmx1050mmx320mm。成品為卷料,寬度為1050mm,厚度為7.0mm。開軋溫度540℃,終軋溫度不低于300℃。應用以上軋制規程優化系統得到的各軋制工藝參數見表2。
表2 優化前后工藝規程比較
|
優化前 |
道次 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
壓下量(mm) |
20 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
24 |
19 |
12 |
12 |
12 |
3 |
1 |
|
|
速度(m/min) |
50 |
80 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
|
|
優化后 |
道次 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
||||
|
壓下量(mm) |
25 |
38 |
38 |
37 |
37 |
37 |
36 |
36 |
22 |
5 |
2 |
|||||
|
速度(m/min) |
50 |
90 |
105 |
105 |
100 |
100 |
100 |
100 |
100 |
90 |
95 |
從表2中可以看出,優化后的軋制工藝規程充分利用了軋機的生產能力,道次數減少,生產效率明顯提高。利用應變測試儀測得優化前后軋機牌坊的應變變化如圖6、圖7。從圖中可以看出優化前整個軋制過程耗時1108秒,優化后耗時813秒。由于軋制時間減少,終軋溫度升高,能耗也會減少。開軋制時為保證能夠咬入壓下量較小,速度較低,后面道次壓下量增加、速度增加,提高了生產效率。優化后與優化前相比,軋制力的變化更為均勻,這樣板材的板形更容易得到保證。軋制力先逐漸增加后逐漸減小,沒有出現劇變,有利于設備的保護。
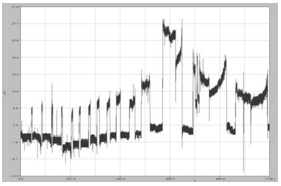
圖6 優化前軋機牌坊應變變化
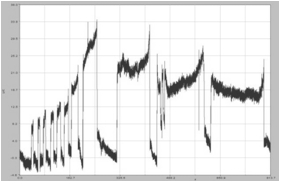
圖7 優化后軋機牌坊應變變化
4 結論
本文根據軋制生產中的各種約束條件,提出了對壓下量和軋制速度進行了優化的方法,并編制了軋制工藝規程優化系統。通過將該系統應用于鋁板材的實際軋制生產,使得軋制時間從1108秒縮短到813秒,軋制力的升降更為合理,能耗也相應地減少。
本文提出一種新的軋制工藝規程優化的方法,即根據軋機的性能,鋁板材的質量要求和生產效率的要求而產生的約束來對壓下量和軋制速度進行優化,并編制了軋制工藝規程優化系統軟件。通過將此優化系統應用于招商局鋁業(重慶)有限公司的1300熱軋機的實際生產,使得生產效率提高,整個軋制生產的過程更為穩定,整個過程的軋制力升降更為合理,能耗也相應地減少,說明該系統的軋制工藝規程優化方法具有較強的實用性,可以為板材熱軋生產企業帶來一定的經濟效益。

