
1、前言
鋁型材為了增強它的防護性,往往會通過在H2SO4電解液中進行陽極氧化的方法使之表面形成一層具有一定厚度的氧化膜,這層氧化膜具有較強的化學活性,可以再在著色槽中電解著色,使鋁型材材料表面顯現出各種各樣的顏色,以增加材料的表面裝飾功能,所以顏色的一致性成為鋁型材電解著色的主要要求。為了達成鋁型材電解著色過程中顏色的一致性,人們想盡了各種方法努力在著色槽、著色設備及著色工藝等方面下了很多功夫,但鋁型材電解著色后的顏色一致性效果仍差強人意,這是因為造成顏色差別的影響因素除了電解著色工藝本身的影響外,還有熔鑄工藝的影響,擠壓工藝的影響以及電解著色前后的氧化工藝的影響。本文重點討論的是鋁型材電解著色前的陽極氧化工藝條件對電解著色的影響。
鋁型材陽極氧化的原理是通直流電后鋁型材在陽極上與水電解后產生的O反應生成透明多孔的氧化膜;鋁型材電解著色的原理是陽極氧化后鋁型材放入含金屬鹽的電解液中通交流電后,由于氧化膜阻檔層的整流作用,交流電流的正弦波形會發生畸變,即在電流的負半波電流易通過氧化膜阻檔層,故電流較大,在電流正半波時電流難通過氧化膜的阻檔層,故電流較小;所以在交流電的負半波,鋁型材是陰極,此時通過氧化膜孔的電流大,金屬鹽離子便會還原成金屬微粒并沉積在膜孔的底部,反之在交流電的正半波,鋁型材是陽極,此時通過氧化膜孔的電流小,原先負半波時膜孔中沉積的金屬微粒會有小部分發生氧化形成金屬氧化物并與先前的金屬沉積物堆積在一起。這就是說在通交流電后,由于鋁型材要不停地轉換陰陽極,氧化膜孔中不停地進行較強的還原反應和較弱的氧化反應,導致膜孔底部堆積著較多的金屬微粒和較少的金屬氧化物微粒,這些微粒在光線的作用下發生的衍射作用使得氧化膜呈現出各種顏色且顏色深淺與孔中沉積物的多少成正比,這就是鋁型材電解著色的原理。
2、試驗
2.1 試樣
用6063鋁型材作陽極氧化及電解著色試樣,其化學成分(質量百分含量)為:Si%=0.39 Mg%=0.59 Fe%=0.19 Mn%、Zn%、Ti%、Cr%等都各小于0.1,其它雜質總和小于0.15%,余量為Al%。
2.2 陽極氧化及電解著色工藝流程
試樣→酸性除油→水洗→NaOH溶液堿蝕→水洗→H2SO4-HNO3溶液中和出光→水洗→ H2SO4溶液陽極氧化→SnSO4-NiSO4雙鹽著色液電解著色→水洗→封孔→水洗。
2.3 硫酸陽極氧化裝置
氧化電源: 100A 20V高頻開關電源,選恒流檔;
陰極:純鋁板;
陽極:6063鋁型材試樣;
電解液:H2SO4溶液
2.4 電解著色裝置
著色電源: 100A 20V 交流調壓器;6063鋁型材試樣一極,316L不銹鋼鋼板做對極。
2.5 電解著色工藝
電解液濃度:SnSO4 7g/l;NiSO4 21g/l;H2SO4 17g/l;添加劑適量。
著色電壓:18V恒壓;
著色液溫度:19℃;
著色時間:2分30秒;
2.6 氧化膜厚度檢測方法
使用國產ED-300型渦流測厚儀采用GB/T4957標準檢測氧化膜厚。
2.7 著色顏色的檢測方法
鋁型材試樣按前2.2的工藝流程處理,用只陽極氧化不進行電解著色的銀白色的試樣做為基準板,以進行了電解著色的試樣做為測試板,采用日本產CR-10型的色差儀來檢測比較測試板與基準板的色差度△E,并以此來衡量測試板的顏色深淺。
3、結果與討論
3.1 氧化膜厚度對電解著色的影響
在150g/l的H2SO4溶液中,AL3+的濃度為20g/l,溶液溫度19.5℃,使用130A/m2的電流密度對6063試樣進行陽極氧化,隨著氧化時間的不同,氧化膜厚也會不同,然后再用不同膜厚的6063試樣在同樣濃度(見2.4)的Sn-Ni雙鹽著色液中著色后再封孔。具體著色工藝見2.5,6063試樣在同樣的著色液中用同樣的著色工藝著色以后,再用2.7檢測方法所測得的6063試樣有關色差數據如下:
|
試樣號 |
1 |
2 |
3 |
4 |
5 |
|
膜厚(μm) |
7 |
11 |
16 |
21 |
25 |
|
著色后表觀顏色 |
最深 |
深 |
淺 |
更淺 |
最淺 |
|
色差度△E |
59.2 |
54.8 |
53.2 |
50.2 |
49.3 |
圖1是依據以上數據所繪的氧化膜厚度-色差度曲線。
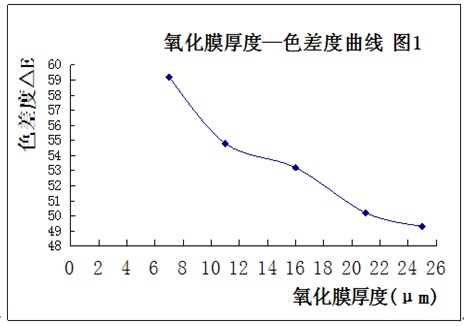
由圖可以看出,隨著氧化膜厚的增加試樣著色后相對于基準板的色差度越來越小,宏觀上用肉眼觀察可看到試樣的顏色是越來越淺的。這主要是因為在電解著色過程中氧化膜越薄,膜孔道的深度也越淺,金屬離子越容易擴散進膜孔的底部接近阻檔層,同時孔道越淺,電阻也會越小,二者都會更加促進金屬鹽在膜孔底部的還原沉積,這點在實驗時在著色電源上也可清楚地看到,膜越薄者則電流越大,所以在同樣的著色條件下同樣的著色時間內氧化膜孔越薄者則膜孔中的金屬沉積物會越多,宏觀上則表現為試樣顏色越深。
3.2 陽極氧化溫度對電解著色的影響
在150g/l的H2SO4溶液中,AL3+的濃度為10g/l,,使用電流密度110A/m2,6063鋁型材試樣在不同的陽極氧化溫度條件下生成同樣的7μm厚的氧化膜后按照2.5的著色工藝電解著色,封孔后再按照2.7檢測方法所測得6063試樣有關色差的數據如下:
|
試樣號 |
1 |
2 |
3 |
4 |
|
氧化溫度(℃) |
13 |
16 |
19 |
22 |
|
著色后表觀 顏色 |
最淺 |
淺 |
深 |
最深 |
|
色差度△E |
54.5 |
55.1 |
56 |
57.2 |
圖2是依據以上數據所繪的氧化溫度—色差度曲線。
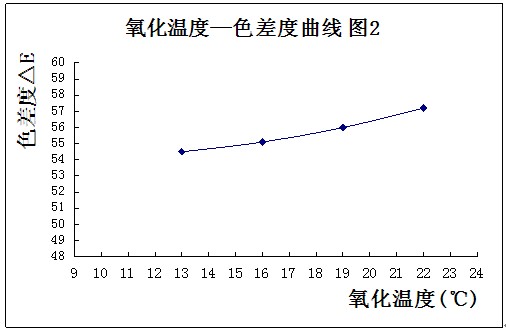
由圖可以看出,隨著氧化溫度的升高,試樣著色后相對于基準板的色差度越來越大,宏觀上用肉眼觀察也可看到試樣的顏色是越來越深的,這主要是因為氧化溫度越高,形成的氧化膜的孔隙率越大,膜孔的內徑也越大,這樣在電解著色過程中,導致金屬離子可以更多地更快地擴散進膜孔的底部接近阻檔層并在膜孔底部還原沉積,所以在同樣的著色條件下同樣的著色時間內氧化溫度越高形成的氧化膜膜孔中的金屬沉積物會越多,宏觀上則表現為試樣顏色越深。
3.3 陽極氧化H2SO4濃度對電解著色的影響
保持氧化溶液溫度19.5℃,AL3+的濃度為12g/l,使用電流密度110A/m2,6063試樣在不同H2SO4濃度的電解液中進行陽極氧化,控制生成同樣厚度的氧化膜后按照2.5的著色工藝電解著色,封孔后再按2.7的檢測方法測得6063鋁型材試樣有關色差數據如下:
|
試樣號 |
1 |
2 |
3 |
4 |
5 |
|
氧化液H2SO4濃度(g/l) |
90 |
120 |
150 |
180 |
210 |
|
著色后表觀 顏色 |
肉眼觀察無明顯色差 |
||||
|
色差度△E |
55.6 |
55.5 |
55.9 |
56.2 |
56.3 |
圖3是根據以上數據所繪的氧化液H2SO4濃度—色差度曲線
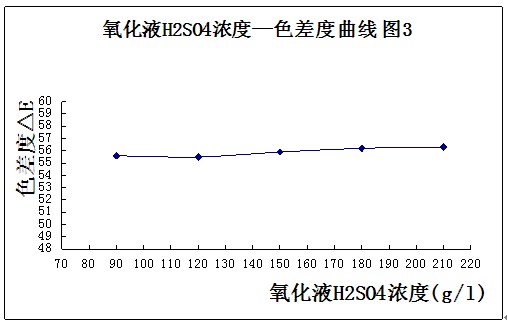
由圖可能看出,隨著陽極氧化液中H2SO4濃度的加大,試樣著色后相對于基準板的色差度逐漸加大,但這種色差度的增加是比較平緩的,變化較小,宏觀上用肉眼觀察幾乎都分辨不出明顯的色差。在本實驗中,隨著陽極氧化液中H2SO4濃度的增高,電解液對氧化膜的溶解會加大,導致所生成的氧化膜的孔隙率和孔徑的增大有利于電解著色時膜孔中的金屬沉積,有利于加快著色速度,使得在同樣的著色條件和著色時間內氧化膜孔隙率和孔徑大者著色顏色深,由本實驗可以看出,盡管氧化液中H2SO4濃度的增加會使得試樣在后期的電解著色時顏色加深,但這種影響較弱,宏觀上其實肉眼都觀察不出明顯的色差,這說明氧化液中H2SO4濃度的變化造成氧化膜孔隙率的變化程度較小,所以對電解著色的速度影響也就小。
3.4 陽極氧化液中AL3+濃度對電解著色的影響
保持氧化液中H2SO4濃度150g/l,溫度19.5℃,使用110A/m2的電流密度,但氧化液中AL3+的濃度從0g/l變化至20g/l的條件下,用6063鋁型材試樣進行陽極氧化,控制生成同樣的氧化膜厚度,按照2.5的著色工藝電解著色,封孔后再按2.7的檢測方法測得有關色差數據如下:
|
試樣號 |
1 |
2 |
3 |
4 |
5 |
|
氧化液中AL3+的濃度(g/l) |
0 |
5 |
10 |
15 |
20 |
|
著色后表觀顏色 |
肉眼觀察無明顯色差 |
||||
|
色差度△E |
55.7 |
55.6 |
56.1 |
56 |
55.9 |
圖4是根椐以上數據所繪的氧化液中AL3+的濃度—色差度曲線
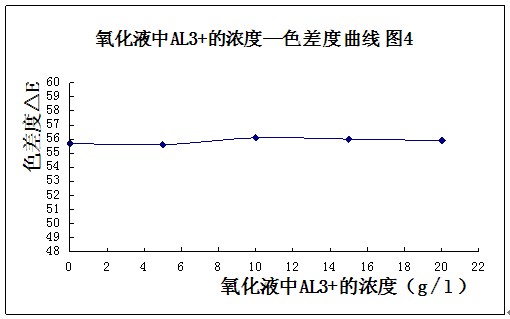
由圖可以看出,隨著陽極氧化液中AL3+的濃度加大,試樣著色后相對于基準板的色差度區別不大,圖中曲線變化平緩,且沒有明顯的向上或向下的趨勢規律,宏觀上用肉眼觀察也幾乎分辨不出明顯的色差,這些都說明在陽極氧化時,只要保持其它的工藝條件不變,氧化液中AL3+濃度的變化對氧化膜的結構影響不大,導致試樣成膜后在后期的電解著色中影響不大,不會產生有明顯的色差。
3.5 陽極氧化完成后試樣在氧化液中浸泡時間對電解著色的影響
在含H2SO4濃度150g/l,AL3+為13g/l的溫度19.5℃氧化液中,使用110A/m2的電流密度對6063試樣通電氧化21分鐘后,停止通電讓試樣在氧化原液中停留浸泡一定長的時間后,再按照2.5的著色工藝對試樣進行電解著色,封孔后按照2.7的檢測方法測得6063試樣有關色差數據如下:
|
試樣號 |
1 |
2 |
3 |
4 |
5 |
|
浸泡時間(分鐘) |
0 |
10 |
20 |
30 |
40 |
|
著色后表觀顏色 |
最淺 |
淺 |
深 |
更深 |
最深 |
|
色差度△E |
51 |
52.4 |
53.5 |
54.8 |
57.4 |
圖5是依據以上數據所繪的氧化膜浸泡時間—色差度曲線
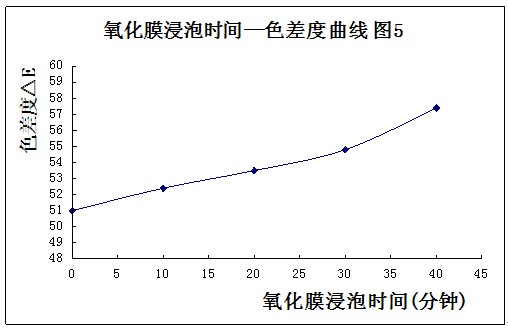
由圖可以看出,陽極氧化成膜完成以后,如果不及時轉出,而是浸泡在原氧化液中一段時間后再電解著色的話,試樣著色后相對于基準板的色差度會越來越大,宏觀上用肉眼觀察也可看到試樣的顏色是越來深的,尤其是浸泡30分鐘以后的試樣顏色變深更加明顯。這主要是因為氧化膜在氧化液中電解生成以后,如果不及時轉出而是繼續浸泡在氧化液中,膜會被其中的H2SO4慢慢溶解,導致膜孔隙率加大,膜孔徑擴大,也就是大家常說的“擴孔作用”,如前所述膜孔徑擴大以后,會有效地促進下一步的電解著色速度,導致試樣顏色逐步加深,這種擴孔作用尤其是在浸泡30分鐘以后會變得更加明顯。
3.6 陽極氧化電流密度對電解著色的影響
在含H2SO4濃度150g/l,AL3+的濃度為13g/l,溫度為19.5℃的氧化液中,使用不同的電流密度對6063鋁型材試樣進行陽極氧化,控制生成同樣厚度的氧化膜,按照2.5的著色工藝電解著色,封孔后再按2.7的檢測方法測得有關色差數據如下:
|
試樣號 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
氧化電流密度(A/m2) |
90 |
110 |
130 |
150 |
170 |
190 |
210 |
|
氧化時間 (分鐘) |
33.5 |
27 |
22.5 |
19 |
16.8 |
15 |
13.5 |
|
著色后表觀 顏色 |
最深 |
次深 |
深 |
中 |
淺 |
更淺 |
最淺 |
|
色差度△E |
57.1 |
56.4 |
55.6 |
55.4 |
55.1 |
55 |
54.2 |
圖6是根據以上數據所繪的氧化電流密度—色差度曲線
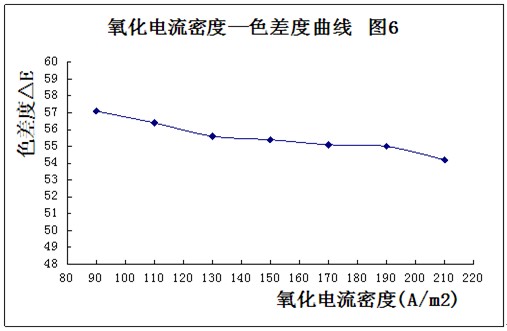
由圖可以看出,隨著陽極氧化電流密度的提高,試樣著色后相對于基準板的色差度是逐漸減小的,宏觀上用肉眼觀察也可以看到試樣著色后顏色是隨著氧化電流密度的提高而逐漸變淺的。本實驗中除了氧化電流密度外,盡管固定了其它的陽極氧化條件,但為了保證各個試樣氧化膜的一致性,所以不同的氧化電流密度采用的陽極氧化時間是不同的,如上表所列,電流密度從90A/m2變化到210A/m2,相應的氧化時間也從33.5分種變化到13.5分種,由于氧化膜在氧化液中進行陽極氧化時膜有兩個相輔相成的作用,即一方面膜在電解的作用下長厚,另一方面膜在H2SO4氧化液中會溶解,且時間越長,作用越強;所以本實驗在保證所有試樣的氧化膜都是統一的9μm的前提下,因為氧化時間從33.5分鐘降到13.5分鐘,導致陽極氧化時間長的試樣膜孔隙率大孔徑粗,造成后期的電解著色顏色更深,另外氧化電流密度的不同生成的膜結構上的區別可能也會影響著色。
4、結論
鋁型材陽極氧化后,很多時候還要根據需要進行電解著色以使鋁陽極氧化膜顯出各種顏色。本文探討了鋁型材在陽極氧化過程中各種工藝條件的變化對后期電解著色產生的影響,這些變化的條件包括氧化膜的厚度(氧化時間)、陽極氧化的溫度、陽極氧化的電流密度、陽極氧化電解液H2SO4濃度、陽極氧化電解液中AL3+的濃度,陽極氧化完成即通電完畢后鋁型材在H2SO4電解液中停留的時間等。鋁型材陽極氧化后電解著色,著色液中金屬離子在氧化膜孔中通過還原反應以金屬微粒的形式進行沉積,使得氧化膜在光線的衍射作用下呈現出各種顏色,且顏色的深淺基本與沉積物的多少有關,沉積越多則顏色越深。本文通過研究主要探討了鋁型材試樣經不同的陽極氧化工藝條件后對下工序電解著色的影響。得出結論如下:
(1)陽極氧化膜厚度越厚,導致電解著色速度越慢顏色越淺。
(2)陽極氧化液溫度越高,導致電解著色速度越快顏色越深。
(3)陽極氧化液的H2SO4濃度越高,導致電解著色的速度會快一點點,但影響力很弱,以致于色差儀只能檢測很小的數據變化,而肉眼則幾乎觀察不到顏色的變化。
(4)陽極氧化液中AL3+的濃度對電解著色的影響比H2SO4濃度的影響更小,幾乎沒有色差。
(5)陽極氧化成膜后試樣在氧化原液中浸泡時間越長,導致電解著色速度會越快,顏色越深。
(6)陽極氧化電流密度越高(在保證氧化膜成膜厚度一致的情況下),導致電解著色速度越慢,顏色越淺。
由于本實驗條件所限,本研究在實驗過程中會有一些數據上的偏差,但規律性的東西重現性好,不影響研究結果。


